�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1������� ����˳�����̵�Ŀ���ǣ���
����鿴��
����𰸣���ֹ����
����������������ֹ����
2���ʴ��� ʲô��ɰ�͵Ľ�ʵ�ȣ���ʵ�ȶ�������������ʲôӰ�죿
����鿴��
����𰸣���ʵ�ȣ�Ҳ����ɰ�͵��ܶȡ�
1����ʵ�Ȳ�����
����������������ʵ�ȣ�Ҳ����ɰ�͵��ܶȡ�
1����ʵ�Ȳ�����ɰ������������Һ��������ɰ�Ŀ�϶�������������ճɰ������ֲڡ�ɰ�͵ı��λ��ʹ��������ײ������ɺ����ס�
2����ʵ�ȴ�����ɰ�������Բ��ã����Բ�����ײ������ƺ�����ȱ�ݡ�
ͨ����ʪ�ͽ��д��������������������£�Һ̬�����ľ�ѹ��������1kpa����ˣ�һ�㽫ʪ�͵Ľ�ʵ�ȿ�����1.6g/cm3�����Ǻ��ʵġ�
3���ʴ��� ��עϵͳ�Ĺ�����ʲô��
����鿴��
����𰸣�1��ʹҺ̬�����ڹ涨��ʱ����ƽ�ȵس�����ǻ�����������
��������������1��ʹҺ̬�����ڹ涨��ʱ����ƽ�ȵس�����ǻ�����������о����������������������������˳���ų���ǻ�����壻2����Ч��ȥ������Һ�еļ��Ӻ����壻3��ʵ�ֺ���������ԭ��˳�����̡�ͬʱ���̡��ۺ����̷�ʽ��4���ṩ�㹻��ѹ��ͷ�������������������5�������������γɶ�������6���ṹ�����ͷ��㣬���������١�
4���ʴ��� ���������ͺ�ȶ�������ȴ�ٶȵ�Ӱ�죿
����鿴��
����𰸣����ڽ��������Ⱥ͵����������������λ3
�����������������ڽ��������Ⱥ͵����������������λ3�ܴ�x3������Ϊ�������������Ӵ����������������ͱ���Ѹ�ٴӼ�϶���մ����������Ӷ��������������ȴ�ٶȡ���������һ��ֵʱ����������ȴ�ٶȱ仯��������Ҫ�������͵��ȴ������ܾ������ͱ����빤�������Զ�ĵط��¶Ȳ�������̫�ߣ��ô��Ľ����ͱ�Ҳ�����������á�
5���ʴ��� ʲô�����Ա��������е���С�������ɺ����Ա���ǰ���������ļ��裿
��� �鿴��
����𰸣���С�������ɣ��������������÷������Ա���ʱ�����������
����������������С�������ɣ��������������÷������Ա���ʱ����������ڲ������ڼ��������϶����ƶ�����ô��������������������С�ķ������ƶ�����ͽ���С�������ɡ����Ա���ǰ���������ļ��裺�����Ա���ʱ������ǰ�����������ڱ��κ�������
6���ʴ��� ��ģ�����еġ�ģ����ʲô�����Ƴɣ���ģ�����ж�ģ���к�Ҫ��ͨ��ʹ�õ�ģ�Ϸ�Ϊ�ļ��ࣿ���кλ����ص㣿
����鿴��
����𰸣���ģ�����е�“ģ”��&ldqu
����������������ģ�����е�“ģ”��“��”�Ƴɵġ���ģ���ϵ����ܲ���Ӧ��֤������Ƶóߴ羫ȷ�ͱ�����ȸߡ�ǿ�Ⱥá����������ģ������ӦΪ�Ϳǵ�����ͻ�����õ�������������������ģ�ϵ�����Ӧ����������Ҫ��
��1�����۵�Ҫ���У�ͨ��ϣ��60-100��
��2����Ҫ��ģ�������õ������Ժͳ�����
��3����һ����ǿ�ȣ�����Ӳ�Ⱥ����ԣ���ֹ������ʧ��
��4�����ߵ�������
��5����С���ȶ�������ϵ������֤�Ƶõ���ģ�ߴ羫ȷ��
��6�������ͻ�Ϳ���нϺõ���ʪ�ԣ���ʹͿ�������õ�Ϳ���ԣ�������ģ�Ϻ��ͻ�Ϳ�ϲ�Ӧ����ѧ���á�
��7��������������ǿ�ȸߣ�����С���ҷ��٣������Ժã��۸���ˣ���Դ��ʵ������������ͨ��ʹ�õ�ģ�������¼��ࣺ
��1��������ģ�ϡ��ص㣺ǿ�ȸߡ����Ժá��۵����У��������ԡ���ʪ�ԡ�����ϵ����
��2���������ģ�ϡ��ص㣺����ʯ���ܺû��ܡ�������ߡ������ʵͣ����ȴ������Բ�
��3��������ģ�ϡ���۱���ϩģ�ϡ����нϸߵ�ǿ�ȣ����ȶ��Ժã�����С���ҳ��٣��۱���ϩ��ģ���ո��ӣ������������ڼ���״���ӵ���ģ������ģ�ı�����Ȳ
7���ʴ��� ���ȷ��ģ�ͼ���ģ���λ�ã�
����鿴��
����𰸣�ģ�ͼ���ģ��Ҫ��֤����ԭ��
��Ҫ��֤ģ�ͼ�
��������������ģ�ͼ���ģ��Ҫ��֤����ԭ��
��Ҫ��֤ģ�ͼ��ܴ�ģ����ȡ����
�ڰ�ѡ���ķ�ģ���Ƴɶ�ģ��Ӧʹ�ϡ�����ģ�ط�ģ���ģ������һ�£�
����ðѷ�ģ��ѡ����ģ�������dz��λ�ô���
��ѡ���ķ�ģ��Ӧʹ������ӵķ������٣�
�����ʹ��ģ��Ϊһ��ƽ�棬�ϡ��¶�ģ��ģ����Ȼ���һ�£��Ա��ڶ�ģ���졣
8������ѡ���� �����������⾶Ϊ��50mm���ھ�Ϊ��25mm����Ϊ2mm�������Ϊ��֤������Բ��ͬ���Ӧѡ�ã�����
A.��ģ��
B.����ģ��
C.����ģ��
����鿴��
����𰸣�C
���������������
9������ѡ���� ����ͨ���ȴ�������������ܵ�������ͷ����ǣ���
A.ɰ�����죻
B.���������죻
C.ѹ�����죻
D.��ѹ����
����鿴��
����𰸣�C
���������������
10�����ʽ��� ��ĩұ��
����鿴��
����𰸣����ý�����ĩ��ԭ�ϣ���ѹ�ƺ��ս�������������Ͳ�Ʒ��
�����������������ý�����ĩ��ԭ�ϣ���ѹ�ƺ��ս�������������Ͳ�Ʒ�ķ�����
11���ʴ��� ʲô�ǡ����ʽ����������ʽ����עϵͳ���ֱ�˵������ȱ���Ӧ�ó��ϣ�
����鿴��
����𰸣����ʽ��עϵͳ����ע
�����������������ʽ��עϵͳ����עϵͳ����������Ϊ�ڽ����Ľ�עϵͳ��������ʽ��
∑Fֱ≥∑F��≥∑F�ڻ�∑Fֱ≤∑F��≥∑F�ڻ�∑F��≥∑F��
�������棺��עϵͳ�ж������С�IJ��֡���
����ʽ��עϵͳ����עϵͳ������������ֱ�����¶˻����������ĺώ���ϣ�����ֱ���������Ľ�עϵͳ������ʽ��∑Fֱ≤∑F��≤∑F�ڡ�
���ʽ��עϵͳ���ص㣺
�ŵ㣺1���ώ�������죬��������ǿ��2������Һ�����٣�3���ṹ�����͡��������㡣
ȱ�㣺1������Һ�����ٶȿ죬���罦��������2���׳廵��ǻ��ɰо��
Ӧ�ã��С�С����������������������ɫ�Ͻ�������������ע�����ּ��ߴ�������
���ö���ȣ�ʪ��С����∑Fֱ��∑F�∑F��=1.15��1.1��1
����������∑Fֱ��∑F�∑F��=1.4��1.2��1
����ʽ��עϵͳ���ص�
�ŵ㣺1������Һ���ٵͣ�����ƽ�ȣ�2�����͡�о�ij��С�����������ᡣ
ȱ�㣺1�����űȽϴ�ʱҺ̬�������Գ�����עϵͳ��������Ԫ���ر��Ǻώ�������Ե��������2������Һ���Ķࡣ
Ӧ�ã�����������ɫ�Ͻ���������������©����ע�����ּ���
���Ͻ��þ�Ͻ�ij��ñ�����∑Fֱ��∑F�∑F��=1��2��4
12���ʴ��� ��Դ��www.91exam.netð��λ�õ�ѡ��Ӧ������Щ���⣿
����鿴��
����𰸣�1��ð��Ӧ�������������������ֵ��ϲ����Ƚڵ���Աߡ�<
��������������1��ð��Ӧ�������������������ֵ��ϲ����Ƚڵ���Աߡ�
2��ð��Ӧ����������������IJ�λ���Ա����ý���Һ��������������
3����������ͬ�߶������Ƚ���Ҫ����ʱ���ɰ���ͬˮƽ�����ð�ڣ������ʹ��������
4��ð��Ӧ�����ܲ��谭��������������Ӧ����Ӧ�����д��������������ƣ�
5��������һ��ð��ͬʱ����һ�������ļ����Ƚڻ��������Ƚڡ�
6��ð����ò���������л�е�ӹ��ı��棬�Լ��پ��������Ĺ�ʱ��
7��Ϊ��ǿ������˳�����̣�Ӧ������ʹ�ڽ���������ͨ��ð�ڣ�����ɶ�ð���������¶ȷֲ���
8��Ӧ��������Ҫ��λ����ð�ڣ�����ȴ�����������ִ���������½���
13���ʴ��� ����Ӧ�������ĸ���ԭ����ʲô�����ٺ���������Ӧ���Ĵ�ʩ����Щ��
����鿴��
����𰸣�����ԭ���ӹ����жԺ��������˾ֲ������ȼ��ȡ�������������������ԭ���ӹ����жԺ��������˾ֲ������ȼ��ȡ�
��ʩ��
1��ѡ������ĺ���˳��Ӧ����ʹ�����������������ܽϴ�Լ����
2����ǰԤ�ȣ���ǰ������Ԥ�ȵ�350~400�棬Ȼ���ٽ��к��ӣ�
3������“��Ӧ��”���ں����ṹ��ѡ����ʵIJ�λ���Ⱥ��ٺ��ӣ�
4�������ȴ�����ȥӦ���˻𣬼����������ȼ��Ⱥ�600–650�汣��һ��ʱ�����ȴ��������»ػ���������Ӧ����á�
14������� ѹ����ʱҲ��Թ�����ͷ���м��ȣ���ҪĿ���ǣ�����
����鿴��
����𰸣�����ͷ�������ȵ�������״̬
������������������ͷ�������ȵ�������״̬
15������ѡ���� �������ϵĵ���ģ�����¶ȵ����߶�������
A.������
B.���ͣ�
C.���䡣
����鿴��
����𰸣�B
���������������
16������ѡ���� ȷ����עλ��ʱ���������Ĵ�ƽ�泯�·��ã���ҪĿ����Ϊ�ˣ���
A.���⽽���㣻
B.�������ƣ�
C.�������ɣ�
D.��ֹ����
����鿴��
����𰸣�D
���������������
17������� Ӱ��������ӵ���Ҫ�����У�����������
����鿴��
����𰸣��¶ȡ�ѹ��
���������������¶ȡ�ѹ��
18���ʴ��� Ӱ���������ص������غͼ��ٻص����Ĵ�ʩ��ʲô��
����鿴��
����𰸣���1�����ϵĻ�е���ܲ��������������ߣ�����ģ����С����
����������������1�����ϵĻ�е���ܲ��������������ߣ�����ģ����С����������ص���Δα=α-α0����
��2����������뾶r/tֵ��������뾶ԽС��������ֵԽС��
��3�����������Ľ�αֵ���Ľ�αԽ������������r·αԽ�ص�����ֵԽ��������ص���ΔαҲ����
��4�������״��״���ӵ���������������ص���Δα��С��
��5��������ʽУ�������Ļص�������������С����ģ�߽ṹҲ�����еĹ�ϵ��
��ʩ��
��1���Ľ���������ƺͺ���ѡ��
��2��������3��������
��4�����䷨
19������ѡ���� ģ�ͼ��ijߴ繫�������ɶ͵ijߴ繫�����Ϊ����
A.���
B.����
C.���Ҫ��ö�
D.���ҪС�Ķ�
����鿴��
����𰸣�D
���������������
20������ѡ���� ��ƺ�����������ʱ��Ӧ���������ʱ������Ӧ�������߷���
A.һ��
B.��ֱ
C.���迼��
D.����
����鿴��
����𰸣�A
���������������
21���ʴ��� ij������T10���������ͷ��һ����������10mm��ף��꼸�����Ժ���ͷ�ܿ��ĥ�𣬾����飬��ͷ�IJ��ʡ��ȴ������ա�������֯��Ӳ�Ⱦ��ϸ�����ʧ��ԭ�����������취��
����鿴��
����𰸣�������������ڻ����֯��Ӳ��̫�ߣ�������ͷĥ������
��������������������������ڻ����֯��Ӳ��̫�ߣ�������ͷĥ���������������ճɰ��������ͷĥ�𣻶����������˻�����������������ڻ����֯����������Ӳ�ȣ���ɰ��ĥ����������ճɰ��
22������ѡ���� �ڴ���ģ���У����зɱ߲۵�ģ���ǣ���
A.Ԥ��ģ��
B.�ն�ģ��
C.����ģ��
D.�ж�ģ��
����鿴��
����𰸣�B
���������������
23���ʴ��� ��ɰ��������Ƚ����ͳ�������Щ�ص㣿��Щ�����ص������������������ЩӰ�죿
����鿴��
����𰸣��ɽ����Ͳ��ϵĵ�����������������������ص����Һ������
���������������ɽ����Ͳ��ϵĵ�����������������������ص����Һ������ǻ���Ͱ��������ݸ������ͱڡ�
�ͱ���������仯
��1�����ȣ������������������¶����ߣ���������
��2�����ȣ�������ɢ������ Χ������ȥϵͳ�����ı仯
��1��Һ�����ͨ���ͱ�ɢʧ���������̡�����
��2�����ͻ�������������¶Ȳ������ͽ�����������ͱ�֮�䣬�γ��˼�϶���γ�������——��϶——������ɢ��ϵͳ
24���ʴ��� ��̼�ֺ�����Ӱ�������γɼ���Ժ��ӽ�ͷ��Ӱ�죨��֯������������
����鿴��
����𰸣��γɣ��ڵ绡�ȵ������£��������ദ�ڹ�̬��ĸ�ı����ȣ�
���������������γɣ��ڵ绡�ȵ������£��������ദ�ڹ�̬��ĸ�ı����ȣ���������¶ȵ��������¶�֮�䣬���¶ȵIJ�ͬ�����Ϊ�����������������������������ʹĸ�ķ�����֯�����ܱ仯���Ӷ��γɵ�̼�ֺ�����Ӱ������
�Ժ��ӽ�ͷ��Ӱ�죺
1�����������ڹ�������ĸ����֯ת��Ϊ�����壬�������ڸ����¼��糤����ȴ���γɹ��ȴ־���֯��ʹ���ӽ�ͷ�����Ժ������½���
2������������ӽᾧ���ҵõ�ϸ����ʹ���ӽ�ͷ����ѧ���ܵõ���ߣ�
3���������������䲻����ʹ��ȴ��ľ�����С���ȣ��Խ�ͷ��ѧ���ܲ�������Ӱ�졣
25���ʴ��� �������ȱ���ð�ں���ð�ڵ��ص㡣
����鿴��
����𰸣����ȱ���ð�ڣ����ñ�
�����������������ȱ���ð�ڣ����ñ��¼��ͷ��ȼ���ר�Ų����Ƴɷ����ף�����ð����ǻ�ڱ��棬��ע�����ײ��ϲ�����ѧ��Ӧ���ҷ��ȣ�ʹð�ڽ���Һ�¶���ߣ�����ʱ���ӳ���
��ð�ڣ���ð�ڸ�������һ�����ͻ���ϻ���ɰо�Ƴɵ�ð�ڸ�Ƭ����Ƭ����һС��ð��ֱ���IJ���Բ�ף��γɰ�ð�ڸ�����������ʹð�����ڴ�������ȥ����
26���ʴ��� ��ͬ��ѧ�ɷֵĺϽ�Ϊ�������Բ�ͬ��
����鿴��
����𰸣��Ͻ�ɷֲ�ͬ���ᾧ��ʽ��ͬ�������ɷֺϽ�ᾧ���ں�����
���������������Ͻ�ɷֲ�ͬ���ᾧ��ʽ��ͬ�������ɷֺϽ�ᾧ���ں����½��еģ���ʱ��Һ̬�Ͻ�ӱ���������������̣������ѽᾧ�Ĺ�����ڱ���ȽϹ⻬���Խ���Һ��������С��ͬʱ�������ɷֺϽ�������¶���ͣ������˵���Ͻ�Ĺ��ȶȴ��Ƴ��˺Ͻ�����̣�����������á�
���������⣬�����ɷֺϽ�����һ���¶ȷ�Χ�������̵ģ�������Һ���̲��������������ʱ���ᾧ���ڽ�����һ�����ȵ���������ͬʱ���еģ����ڳ�������֦״����ʹ�ѽᾧ���� 91ExaM.net���ڱ���ֲڣ����ԣ��Ͻ�������Ա�
27���ʴ��� �����߽������ԣ�����õĴ�ʩ��ʲô��
����鿴��
����𰸣���߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ������
����������������߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ�����ʣ�ѡ������ѹ���ԱȽ�ǿ�ķ�ʽ����С���εIJ������ԣ���߲��ϵĴ��ȡ�
28���ʴ��� ����������ð�ڵ����ú�ð����Ʊ�������Ļ���ԭ��
����鿴��
����𰸣�����������������ֹ������������ȱ�ݣ�������ͨ��������
������������������������������ֹ������������ȱ�ݣ�������ͨ��������ԭ������ʵ��Ӧ���ڻ�����������������֣�������ʱ�䣻���㹻�Ľ���Һ������������������������������λ֮�������۲���ͨ����
29���ʴ��� ����ע������ܼ���Ӱ�����ء�
����鿴��
����𰸣�1.ע���¶�
2.ģ���¶�
3.ע
��������������1.ע���¶�
2.ģ���¶�
3.ע��ѹ��
4.��ѹʱ��
30������� ���ϳ�ѹ�Ļ��������Ϊ�����ͱ��ι���
����鿴��
����𰸣����빤��
�����������������빤��
31���ʴ��� ʲô�����ף������ԭ����ʲô��
����鿴��
����𰸣����ף����������̹������������������Ƚڻ�������̵IJ�
�����������������ף����������̹������������������Ƚڻ�������̵IJ�λ�γɵĺ�ۿ���
�����ɣ�������ϸС�ķ�ɢ���ס�
���ɣ��ֳ������ɣ����������̻������������۲���ͨ����������֦���估֦�����ڼ��γɵ�ϸС������
ԭ��1���Ͻ��Һ̬�����������������ڹ�̬����������ʱ�������
2����ע�¶Ȳ����������ײ������ף������ײ������ɺ����ɣ�
3���ᾧ�¶ȷ�Χ����״������������γ��������ɣ�
4���Ͻ����ܽ��������࣬�����̽��������谭�������������ɺ����ɣ�
5���Ͻ���û�л�ȱ�پ���ϸ��Ԫ�أ�������֯�ִ����γ����ɺ����ɣ�
6����עϵͳ��ð�ڡ������Ͳ��������ò��������������̹�����δ�ܵõ���Ч���䣻
7�������ṹ��Ʋ���������ں�仯̫ͻȻ�������ĺ����ò���������
8��ð���������㣬�ߴ�̫С����״��������ð�����������Ӳ���������Ч���
9���ڽ��������λ�ò���������Ƚڣ�
10���Ͻ�ɷ���Ʋ��������ʺ������࣬ʹ�����¶ȼ������
11��ɰ�䡢о�ǸնȲ��о��ʵ�ȵ��Ҳ����ȣ�ǿ�ȵͣ�ʹ�����ڲ�������ȱ�ݵ�ͬʱ�����ڲ��γ��������ɡ�
32���ʴ��� ��������ѡ�õĻ���ԭ��
����鿴��
����𰸣���1����������ѧ���ܺͻ�ѧ�ɷ֣�2�������Ĺ���������ʹ
����������������1����������ѧ���ܺͻ�ѧ�ɷ֣�2�������Ĺ���������ʹ�����ܣ�3�������Ľṹ�ص㣨4��ʩ���ֳ������ܲ�ͬʩ���ֳ���������
33������� ������Ӧ��������ԭ��ͬ�ɷ�Ϊ�����ͣ�����
����鿴��
����𰸣���Ӧ������еӦ��
����������������Ӧ������еӦ��
34������� �ڴ�����һ�νᾧ�У�ϸ�������ķ�����1�������ȴ�ٶȣ�2������3��������
����鿴��
����𰸣������������������
�������������������������������
35���ʴ��� ��ģ�����������������ע����ע����ȱ����ʲô�������в���ʲô��ʩ�˷�����������ע����ȱ�㣿��ģ���������л���չ����Щ�µĽ�ע������
����鿴��
����𰸣��ŵ㣺�����Ժá������������ߴ羫�ȸߡ�
ȱ��
���������������ŵ㣺�����Ժá������������ߴ羫�ȸߡ�
ȱ�㣺�����ִ�е���ܵͣ�����������̼��������
���ƴ�ʩ��
��1��ϸ������
��2�����ƽ�ע����Ϊ��ԭ��
36���ʴ��� �Ϳ����յ�Ŀ����ʲô��
����鿴��
����𰸣���1��ȥ���Ϳ��е�ˮ�֡�����ģ�ϡ�NH4Cl���η֡���
����������������1��ȥ���Ϳ��е�ˮ�֡�����ģ�ϡ�NH4Cl���η֡����⽽עʱ�������ס������������������ȱ�ݡ�
��2����һ������Ϳ�ǿ��
��3����߽����ij����ԡ�
37���ʴ��� ��ˮ��������ͨʯӢɰ������ģ������Ϳ�ʱ���������������ϲ��ԭ����ʲô��
����鿴��
����𰸣�Na2O·2SiO2���������۵�793��
��������������Na2O·2SiO2���������۵�793��ʱ����Һ�࣬��ʹ�Ϳ��������Σ���ˣ�ˮ������ճ������Ϳ����������ߴ羫�ȡ�������ȶ��ϲ�
38���ʴ��� ʲô�п��ͣ�о����
����鿴��
����𰸣���ɰ�ͺ�ɰо�Ƴ�����Ӧ����״����ֻ��һ����ȵ�ɰ�ǣ���
����������������ɰ�ͺ�ɰо�Ƴ�����Ӧ����״����ֻ��һ����ȵ�ɰ�ǣ��п�о����͡�
39���ʴ��� �����Ⱥ����亸���к���ȱ�㣿
����鿴��
����𰸣���1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~
����������������1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~700�棬�����б���400�����ϣ���������ȴ�����ַ���Ӧ��С�����ײ������ƣ��ɷ�ֹ���ְ���֯�Ͳ������ף����ɱ��ϸߣ������ʵͣ��Ͷ���������õķ����������ͺ����绡�����Ⱥ���һ������ں���Ҫ���е�ӹ�����״���ӵ���Ҫ������
��2���亸���亸���Ǻ���ǰ��������Ԥ�Ȼ��ڵ���400����¶���Ԥ�ȵĺ�������������ʱӦ������С�������̵绡��խ���졢�ֶκ��ȹ��գ����������ô�������죬���ɳں���Ӧ��������ȴ���ټ������ӡ�
�����亸�ú����и�о������������������������ͭ����������������о����������
�亸�������ʸߣ��ɱ��ͣ��Ͷ������ã������Dz��ܺ���λ�õ����ƣ���Ӧ�ù㷺��
40������� �����ƺš���507���У���7����ʾ�����ͣ�����
����鿴��
����𰸣�������ҩƤ��ֱ��ר��
��������������������ҩƤ��ֱ��ר��
41���ʴ��� ʲô�ǰ��ϵ��������Σ�
����鿴��
����𰸣������ǽ��������һ���Ƕȡ�һ�����ʣ��γ�һ����״�����
�������������������ǽ��������һ���Ƕȡ�һ�����ʣ��γ�һ����״����Ĺ���
42���ʴ��� ģ�������ģ�������ļ��֣����ַ����ʺ��ں���ģ��?
����鿴��
����𰸣���1����ˮ�����ʺ�������ģ�Ϻ�ˮ�����Ϳǡ�
����������������1����ˮ�����ʺ�������ģ�Ϻ�ˮ�����Ϳǡ�
��2�����������ʺ��ڹ�����֬ˮ��Һ����ܽ���ճ����ƿǡ�
43���ʴ��� ��ˮ����ɰ�Ļ��������ʲô��ˮ����ɰ����ȱ����ʲô��
����鿴��
����𰸣���ˮ����ɰ��ȣ�
�ɴ��������죨����Ȼ��ʯӢ
����������������ˮ����ɰ��ȣ�
�ɴ��������죨����Ȼ��ʯӢɰ������4.5-8.0%����ˮ�������������������ƶ��ɡ�
�����͵ĺ�����Ҫ��ߵĴ������ּ�ɰ�ͣ�о����ȫ����ɰ��ֲ�����þɰ��������ɰ�����ʯɰ���ɰ������ɰ����ʯӢɰ��
���Ҫ����ˮ��������һ����ʪ̬ǿ�ȺͿ����ԣ��Ա���ģ���ٴ�CO2���ɼ���1-3%��������������������3-6%��ͨճ��������������������벿��ճ��ɰ��
Ϊ���Ƴ�ɰ�ԣ��е�ɰо����������1.5%��ľм�������5%��ʯ�ۻ����������
�ŵ㣺1���ͣ�о��ɰ�����Ժã���ʵ�����ͣ�о���Ͷ�ǿ�ȵͣ�
2�������ͣ�о�����գ������������ڣ���������ʣ�
3�����������������������ȱ�ݣ�
4�������ͣ�о��Ӳ������ģ���͡�о�ߴ羫�ȸߣ�
5������ȡ�������̺濾ʱ�䣬�����ܺģ����ƹ�����������������
ȱ�㣺1����ɰ�Բ�
��ˮ����ɰ����Ҫȱ������ɢ�Բ���³�ɰ�Բ�������ѡ�ģ��Խ�ͣ�����ǿ�ȺͲ���ǿ��Խ�ߣ�����Խ���ѡ���ɰ�������ɰ����ɰ�����������ѡ�
����ǿ�ȣ���ָ����ɰ���ȵ�һ���¶Ⱥ�����¯��ȴ�������������ǿ�ȡ�
2��������ճɰ
���ּ����ڽ�ע�¶ȸߣ���ˮ������������ճɰ�����������������̵Ⱥ����ߣ�ճɰ�����������
��������ּ�����ˮ����ɰ��������ǿ�ң�ʹ��ˮ����ɰ�����սᣬɰ�ͱ���࣬��ˮ�����϶�У��������ճɰ��
��������ע�¶ȵͣ������̲���������ճɰ���Ǿ���ṹ��ճɰ�㲻�������
3���͡�о����ۻ�����˪��
���ˮ�ֻ�CO2����ʱ����ˮ����ɰӲ������һ��ʱ�䣬����ɰ�͡�ɰо����������˪һ�������ʣ����ؽ���ɰ�͵ı���ǿ�ȣ���עʱ���ײ�����ɰȱ�ݡ�
Na2CO3+H2O→NaHCO3+NaOHNa2O+2CO2+H2O→2NaHCO3
4��ɰо����ʪ�Բ�
��CO2����ȷ�Ӳ������ˮ����ɰ��װ����ʪ����ʱ�������ʱ��ע��ɰо�ͻ���ʪ����ǿ�ȼ����½����������ܳ�����䣬����̮����
5������ȱ�㣺1����������2�������ʹ�
44������� CO2���屣�������ں��ӣ����ͣ������ϣ�Ӧ���õĺ�˿�ֱ��ǣ����ͣ�����
����鿴��
����𰸣��ͺϽ�֣���̼�֣�H08MnSiA��H08Mn2SiA
���������������ͺϽ�֣���̼�֣�H08MnSiA��H08Mn2SiA
45������ѡ���� �����ƺš���422���У����ᡱ��ʾ�ṹ�ֺ�����ǰ��λ���֡�42����ʾ������
A��������σb≥420MPa��
B���ṹ�ֵ�σb≥420MPa��
C�������σb≥420MPa��
D��������σb��420MPa��
����鿴��
����𰸣�C
���������������
46���ʴ��� Ϊʲô��ͨ�������ȴ���Ч��û��ī�����ã���ͨ�����������ȴ�����������Щ��Ŀ����ʲô��
����鿴��
����𰸣�����ͨ��������֯�дִ��ʯīƬ�Ի�����ƻ����ò�������
������������������ͨ��������֯�дִ��ʯīƬ�Ի�����ƻ����ò��������ȴ�����������Ľ�������ī�������ȴ������Ը�����������壬�Ի���������֯�����ܣ�����ī�������ܺá�
����ͨ���������õ��ȴ���������ʱЧ������Ŀ����������Ӧ������ֹ�ӹ�����Σ������˻�Ŀ���������� 91exam.net������Ӳ�ȡ����������ӹ����ܡ�
47������ѡ���� Ϊ�˷�ֹ�������������㡢�����ȱ�ݣ����Բ��õĴ�ʩ�У�����
A.�������͵���ȴ������
B.�������͵�ֱ���ڸ߶ȣ�
C.��ߺϽ�Ľ�ע�¶ȣ�
D.A��B��C��
E.A��C��
����鿴��
����𰸣�D
���������������
48������� ɰ�����쳣�õĻ������ͷ����У�������������ѹ���͡���ɰ���͵ȡ�
����鿴��
����𰸣���ʵ���͡���ʵ����
����������������ʵ���͡���ʵ����
49�����ʽ��� ģ�Ͷ���
����鿴��
����𰸣�������ģ�ͺ���ͣ����ǽ����Ȼ��ȵ��������ڶ�ģģ��
��������������������ģ�ͺ���ͣ����ǽ����Ȼ��ȵ��������ڶ�ģģ���ڣ�Ȼ��ʩ�ӳ������ѹ��ʹ���Ϸ������Ա��ζ���öͼ��Ķ�������̡�
50���ʴ��� ǥ�����ۺ���ʵ�������ʲô��ǥ������ʲô�����ࣿ
����鿴��
����𰸣�������ǥ���ڵ��ڹ������۵���¶��½��У����ۺ����ڴ�
��������������������ǥ���ڵ��ڹ������۵���¶��½��У����ۺ����ڴﵽ���ϵ��۵�ʱ���С�
��ǥ���Ǹ��ݲ��ϵ��۵�����������ࡣ
51���ʴ��� ʲô��ð�ڣ�ð���������õ�������ʲô��
����鿴��
����𰸣�ð�ڣ��������ܴ���һ���Ľ���Һ�����Զ��������в�����ר
��������������ð�ڣ��������ܴ���һ���Ľ���Һ�����Զ��������в�����ר�Ź���“��ǻ”��֮Ϊð�ڡ�
ð�ڵ����ã�1����Ҫ���þ��Dz���������2�������ͼ�����
Ҫ�ﵽ������Ŀ�ģ�ð�ڱ����������»���������
1��ð�ڵ�����ʱ�������ڻ����ٵ������������������������֣�������ʱ�䣻
2��ð���б��봢���㹻�Ľ���Һ�������������������������֣���������
3��ð���������������IJ�λ֮�����������õIJ���ͨ����
52���ʴ��� ��ν��Ĥɰ�����������ʲô����Ĥɰ��о���ŵ�����Щ��
����鿴��
����𰸣���Ĥɰ���÷�ȩ��֬��ճ������Ƶ��ͣ�о��ɰ�и�Ĥɰ��<
����������������Ĥɰ���÷�ȩ��֬��ճ������Ƶ��ͣ�о��ɰ�и�Ĥɰ��
�Ƿ���Ĥɰ��ԭ����
1����ȩ��֬��������3.5-6%��
2��Ӳ���������Ǽ��İ�[��CH2��6N4]-������Ʒ��������Ϊ��ȩ��֬������10-15%������[��CH2��6N4]��H2O=1��1���ˮ��Һ���룻
3��ԭɰ��һ��ΪʯӢɰ
�Ա�������Ҫ��ߵ��������ر��������ںܺ�ʵ���ײ���ճɰ�����ּ���Ҳ�����ɰ��
���ȣ�70/140Ŀ��100/200Ŀ��
4��������
��1��Ӳ֬��ƣ���ɰ�ص�0.25-0.35%����ֹ��Ĥɰ����ڼ��飬���������ԣ�ʹ�͡�о�����������ܣ���ģʱ���ڶ�����
��2��ʯӢ�ۣ�ռɰ�ص�2%����߸�Ĥɰ�ĸ���ǿ�ȡ�
��3���������ۣ�����ɰ�ص�1-3%������͡�о�������ԣ���ֹ��������ë�̺�Ƥ�����ס�
��Ĥɰ�Ļ��ƹ��գ���ԭɰΪ100�������Է�ȩ��֬Ϊ3.5-6��������Ʒ10-15��Ӳ֬��ƣ�ɰ�ص�0.25-0.35%����ʯӢ�ۣ�ɰ�ص�2%����
�ŵ㣺1�����ƺõĸ�Ĥɰ���Խϳ������棨���������ϣ���2�����起ɰ���ܻ�óߴ羫ȷ���͡�о��3��ɰ�͡�ɰоǿ�ȸߡ������ᡢ�װ��ˣ�4�����Ժã�����ϸ��ԭɰ�õ������������棻5������ɰ�䣻6����Ĥɰ������С��7���͡�о���Գ������š�
53���ʴ��� �ý���������ʱ��������ΪʲôҪԤ�ȣ�
����鿴��
����𰸣�Ԥ�����ã�
��1�����⽽���㣬���ȱ����������������Ԥ�����ã�
��1�����⽽���㣬���ȱ��
��2�����������ǿ���ȳ����Ӱ�����������
54������ѡ���� ��βʧ�𣬼�ʻ̨Ӧ���ݴ�����ʻ��
A������
B��˳��
C��A��B������
D��A��B����
����鿴��
����𰸣�A
���������������
55���ʴ��� ���ɶͳ��ʱ����Ҫ�������⼰��ȡ��Ԥ����ʩ��ʲô��
����鿴��
����𰸣���ʽ�����Ҫ�������������������ƺͿ׳�ƫ��
����������������ʽ�����Ҫ�������������������ƺͿ׳�ƫ��
Ԥ����ʩ�������Ȳ��˹���������Բ���ʱ����Cr12�֣�����Ҫ�������С������Ҫ������μ�����ɣ����Ͷͼ���ˮѹ���ϳ��ʱ���������ڧ�450mmʱ��һ����ÿ��ij�ͷ��ס��������Լ�СB����������������Ӧ������������������ƣ����ܳ����������IJ����������õĽ�����
56������ѡ���� ��������ȱ����Ͻ������Բ���Ĺ�ϵ���أ�����
A.�����ƣ�
B.�����㣻
C.�����
D.��©��
����鿴��
����𰸣�D
���������������
57���ʴ��� �����������ģ��ģ���ڵı��ι��̼��ص㡣
����鿴��
����𰸣���1�����ͽΣ��������������
��2���γ�
����������������1�����ͽΣ��������������
��2���γɷɱߺͳ����Σ��γɷɱ����ǿ�ȳ�������ã�������Ѹ������
��3������Σ����ν������ڷ�ģ�渽�������Լ�������������������������ﵽ���ֵ��
58���ʴ��� ��νˮ��������ģ����α�ʾ����ο���ˮ������ģ����
����鿴��
����𰸣�ˮ�������Ǹ��־۹�����ˮ��Һ��ͨ�ơ�
ģ����
��������������ˮ�������Ǹ��־۹�����ˮ��Һ��ͨ�ơ�
ģ������ˮ������SiO2��Na2O�����ʵ���֮�ȳ�Ϊģ������M��ʾ��
M=nSiO2/nNa2O=1.033wSiO2/wNa2O
WSiO2��WNa2O�ֱ�Ϊ��������SiO2��Na2O������������
1������ģ�������ʵ�����NaOH�����ˮ������Na2O��������������ӦʽΪ��
Si��OH��4+2NaOH—Na2O•SiO2•H2O+2H2O
2�����ģ������ɼ���HCl��NH4Cl�ȣ����кͲ���Na2O����ӦʽΪ��
Na2O•mSiO2•nH2O+2HCl--mSiO2•nH2O+2NaCl+H2O
Na2O•mSiO2•nH2O+2HCl+2NH4Cl--mSiO2•��n-1��H2O+2NaCl+2H2O+2NH3
59���ʴ��� ��������Ժ�������Ժ��Ĺ��̣�Ϊʲô����Ժ�Ϊ��̬�µ����ӽ�ͷ��
����鿴��
����𰸣�����Ժ����Ƚ������н�����ѹ��Ȼ��ͨ��ʹ�Ӵ�����¶ȴ�
������������������Ժ����Ƚ������н�����ѹ��Ȼ��ͨ��ʹ�Ӵ�����¶ȴﵽ���������Ա����¶ȣ�950��~1000�棩���Ӵ��������ѹ���²������Ա��κ��ٽᾧ���γɹ�̬���ӽ�ͷ������Ժ�����ͨ�磬��Ӵ�����ʼʱ������Ӵ��������ͨ����γɵĵ����ܶȺܸߣ��Ӵ������˲���ۻ����������γ�Һ̬�����������ϴ��ڵ���������͵������������ʹ�������Ʒɳ����γ����⡣����һ�����ų�������������ʣ���һ����ʹ�öԽӴ����¶�Ѹ�����ߡ����¶ȷֲ��ﵽ���ʵ�״̬������ʩ�Ӷ����������ԽӴ����е�Һ̬����ȫ��������ʹ�����ĸ��½�����Ӵ�����ѹ���²������Ա��κ��ٽᾧ���γɹ�̬���ӽ�ͷ��
60���ʴ��� ��ģ������Ϳ����������ģ�������������������ɣ���
����鿴��
����𰸣��Ϳǵ����칤�գ�Ϳ��Ϳ��→��ɰ→��
���������������Ϳǵ����칤�գ�Ϳ��Ϳ��→��ɰ→����Ӳ��
61������� �����ֵ���ת���У�����ת��������֯����Ӳ���ɸߵ��͵�˳������֯���ƺͱ�ʾ���ŷֱ��ǣ�����������������
����鿴��
����𰸣�������T��������S�������P
��������������������T��������S�������P
62���ʴ��� ʲô������ϵ�����æ�250������1.5�����İ����ܷ�һ�������ֱ��Ϊ��50���������Ӧ��ȡ��Щ��ʩ���ܱ�֤����������
����鿴��
����𰸣�����ϵ����������Ƽ���ֱ����ë��ֱ��֮�ȣ����ܣ���Ϊ��
������������������ϵ����������Ƽ���ֱ����ë��ֱ��֮�ȣ����ܣ���Ϊ����ϵ��̫С���γ̶�̫���Խ��ж���������������ϵ����ѡ�ô�һЩ�����ɰ����м��˻�
63���ʴ��� Һѹ���ı������һ�����ļ�������ɣ�
����鿴��
����𰸣��Ϻ������º�������������ĸ�����
���������������Ϻ������º�������������ĸ�����
64���ʴ��� �������õ��ֹ���������Щ��
����鿴��
����𰸣���ģ���ͣ���ģ���ͣ���ɰ���ͣ�������ͣ��ΰ����ͣ�����
����������������ģ���ͣ���ģ���ͣ���ɰ���ͣ�������ͣ��ΰ����ͣ��������͡�
65������ѡ���� ������Ҫ�ṹ�����ܳ���غɻ��ڵ����¹����Ľṹ������ʱ����ü��Ժ�����ԭ���Ǽ��Ժ����ģ�����
A.���쿹���Ժã�
B.���������Ժã�
C.���캬�����ͣ�
D.A��B��C��
����鿴��
����𰸣�D
���������������
66���ʴ��� Ϊʲô������ģ����ú�״���ϼ�ѹ���Σ������ٲ�����Һ�������Σ�Ϊʲô����ʱˮ�²�Ӧ�ﵽ�е㣿
����鿴��
����𰸣���ģ���Ͽ���ʯ����Ӳ֬�����ɣ��ڳ��õ������У�ʯ����
����������������ģ���Ͽ���ʯ����Ӳ֬�����ɣ��ڳ��õ������У�ʯ����Ӳ֬���ռ50%�����۵�Ϊ50��~60�棬���۵����Ͽɼ������ϣ���ģʱ����������Ϊ��״��Ŀ�ij���ʹ�¶Ⱦ����⣬�Ժ�����ϵ����ϻ��з�ֹ���������á����ڻ��մ���ʱ��Ϊ��ȥ���ʺ�ˮ�֣�������ȵ������۵����ϣ������ܴﵽˮ�ķе㡣
67���ʴ��� ʲô�Ƿ����棿ѡ�������ʱ��ע�����
����鿴��
����𰸣������棺����������Ӵ��ı��档
�������ȷ
�������������������棺����������Ӵ��ı��档
�������ȷ������뽽עλ�õ�ѡ��ͬʱ���ǣ�����Э����ʹ���ռ���֤����������
һ��˵����Ӧ���������Ľṹ�ص㡢����Ҫ�������������ֳ���������Ͻ�עλ��ѡ��
ѡ�������ʱ��ע���ԭ��1��ʹȫ������������ӹ����桢��Ҫ�ӹ��洦��ͬһ�����ڣ�2���������ٷ���������������û����û�飻3����������ɰо������������ɰ̥����ɰȡ��ɰо��4������ѡ��ƽֱ�����棻5����ʹijһɰ����ߣ�������Ӧ�����������洦��6����������о������ͼ�����ǻ�ߴ磻7�����������������治Ӧ���������Ľṹǿ�ȡ�
68������ѡ���� ���������д�ֱ�ڷ���������ھ�Ӧ��б�ȡ������ڵı���Ϊ�ӹ�����ʱ����б�ȳ�Ϊ������
A.��ģб�ȣ�
B.�ṹб�ȣ�
C.��ģб�Ȼ�ṹб�ȡ�
����鿴��
����𰸣�A
���������������
69���ʴ��� ��ν��ѹ���ͣ���ѹ���Ϳ��Լӹ��������Ͳģ�
����鿴��
����𰸣���ѹ�ǶԷ�����������ѹͲ���ڵĽ�������ʩ��������ʹ֮��
����������������ѹ�ǶԷ�����������ѹͲ���ڵĽ�������ʩ��������ʹ֮���ض���ģ����������������������״�ͳߴ��һ�����Լӹ�������
���ü�ѹ���Ϳ��������ܡ������͡��߲ĵȲ��ϣ����Ʒ����Ҳ����ֱ�ӳ��θ����㲿������Ʒ��������������ɫ���������Լӹ��о��й㷺��Ӧ��
70������ѡ���� ����ģ��ʱ��������С����ijһ���ֵĺ�����������������һ���ֵĺ�������ʹ���ϵ����������϶ͼ�Ҫ���ģ�ų�Ϊ����
A.�γ�ģ��
B.����ģ��
C.����ģ��
D.����ģ��
����鿴��
����𰸣�B
���������������
71���ʴ��� ����������ĥ���ԭ���кα�������
����鿴��
����𰸣����ߵ�����ʵ���Ͼ��ǵ��ߵķ�����ĥ��������ĥ��ı���
�����������������ߵ�����ʵ���Ͼ��ǵ��ߵķ�����ĥ��������ĥ��ı����������ڣ�ĥ���Dz��ɱ���ģ�����ĥ���ǵ�����ʧЧ�Ĺ��̣������ߵ��������������ǿ��Ա���ģ����������ʹ����Ѹ��ʧЧ
72���ʴ��� Ϊʲô������ģʱ���ú�״���ϼ�ѹ���Σ������ٲ�����Һ��ע���ͣ�Ϊʲô����ʱˮ�²�Ӧ���е㣿
����鿴��
����𰸣���ģ���Ͽ���ʯ����Ӳ֬�����ɣ��ڳ��õ������У�ʯ����
����������������ģ���Ͽ���ʯ����Ӳ֬�����ɣ��ڳ��õ������У�ʯ����Ӳ֬���ռ50%�����۵�50~60���϶ȣ����۵�������Ҳ�ɼ�����������ԡ���ģʱ���Ƚ�������Ϊ��״��Ȼ����0.2~0.4Mpa��ѹ��������ѹ�����ڣ������̳��κ�ȡ������ȥë�̡����ڻ��մ���ʱ��Ϊ�˳�ȥ���ʺ�ˮ�ݣ�������ȵ������۵����ϣ������ܴﵽˮ�ķе㡣
73������� Ӱ���մ����ϳ���������Ҫ�У������ཬ�������ԣ��ཬ���ȶ��ԡ�
����鿴��
����𰸣����ϵĿ�����
�����������������ϵĿ�����
74���ʴ��� �����ģ��������ճ�����ͿDz�������Щ������
����鿴��
����𰸣�������������������绯ѧ����
��������������������������������绯ѧ����
75���ʴ��� �����ۺ����̼��ۺ���Ҫ��.
����鿴��
����𰸣��ۺ��ı�����С�۳��������������ǽ����ۻ���ᾧ�Ĺ��̡�
���������������ۺ��ı�����С�۳��������������ǽ����ۻ���ᾧ�Ĺ��̡����¶ȴﵽ�����۵�ʱ��ĸ�ĺͺ�˿�γ��۳أ��۳���Χĸ���ܵ���Ӱ�죬��֯�����ܷ����仯�γ���Ӱ��������Դ���ߺ��۳ؽᾧ����״����
76���ʴ��� Ӱ�캸����εĵ���Ҫ������������Щ��
����鿴��
����𰸣�1�����ӵ�����2���绡��ѹ��3�������ٶȡ�4����������
��������������1�����ӵ�����2���绡��ѹ��3�������ٶȡ�4����������ͼ��ԡ�5���ټ��˲���״����˿ֱ����������ȡ�6���¿ںͼ�϶��7���缫��ǡ�8��������Ǻͺ���ռ�λ�á�9���������Ϻͺ�ȡ�
77���ʴ��� �����ĺ��ӱ�������Щ��Ӧ��ȡʲô��ʩ�����
����鿴��
����𰸣��������Ρ��DZ��Ρ��������Ρ����˱��Ρ�Ť�����Σ�ע���
���������������������Ρ��DZ��Ρ��������Ρ����˱��Ρ�Ť�����Σ�ע��ṹ��ơ����ӹ��ռ�������δ�����
78�����ʽ��� ���ɶ���
����鿴��
����𰸣����ó������ѹ��ʹ����������������������֮���ͷ����
�����������������ó������ѹ��ʹ����������������������֮���ͷ������֮��������Σ��Ӷ����������״���ߴ����ѧ���ܵĶͼ��ij��ι��̡�
79���ʴ��� ��ʽģ�͵ķɱ߲�����Щ������ɣ����Ǹ��Ե�������ʲô��
����鿴��
����𰸣��ſ���Ҫ���ã���ֹ������������ʹ��������ģ��ʹ�ɱߺ��
���������������ſ���Ҫ���ã���ֹ������������ʹ��������ģ��ʹ�ɱߺ�ȼ������Ա����г��ֲ���Ҫ���ã����ɶ���Ľ������������������ģ���ϣ�Ӱ���ϡ���ģ��
80���ʴ��� ������������ȣ����ٸ���ʲô�ص㡣���õ��ƺ�����Щ����Ҫ����������Щ���ߣ�
����鿴��
����𰸣��ص㣺���ٸ�������������߲��ϣ�����������ٶ�1-3��
���������������ص㣺���ٸ�������������߲��ϣ�����������ٶ�1-3������ߵ������ö�10-40�������Ʒֱ���W18Cr4V��W6Mo5Cr4V2W18Cr4V�����������Ƴ��������γ���������W6Mo5Cr4V2�����������ȳ��ι������ܳ�����ṹ�����Ĺ���
81���ʴ��� �����ĺ��ӱ�������Щ��Ӧ�ֱ��ȡʲô��ʩ���Խ����
����鿴��
����𰸣����ӱ������������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ����˱�
�����������������ӱ������������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ����˱��Ρ�
��ʩ���ṹ��ƨD�D���첼�þ����Գơ����ٺ��쳤�Ⱥ�������������ƨD�D��ԣ���������η����������ź��Ӵ���ǰԤ�Ⱥ����䡢�����ȴ�����������δ����D�D��е���Ρ�������Ρ�
82������ѡ���� ���Ժ����õ��㷺Ӧ�õ���Ҫԭ���ǣ�����
A������ǿ�ȸߣ�
B�����쿹���Ժã�
C�����캬�����ͣ�
D�����ӹ����Ժá�
����鿴��
����𰸣�D
���������������
83���ʴ��� ��������Ӧ������β�����ԭ��������������ϼ��ٻ���������Ӧ������εĹ��շ�����
����鿴��
����𰸣����ӹ��̵ļ��Ⱥ���ȴ�ܵ���Χ������ľ�����������������
�����������������ӹ��̵ļ��Ⱥ���ȴ�ܵ���Χ������ľ����������������ͺ��������������ܴ�ʱ�����ƽ��Խӣ�������������Ӧ����������Ρ���������С����С��ԽӺ���ʱ���Ȳ�������Ӧ�����ֲ���������Ρ���ȡ�����ĺ���˳��ʹ�����ܹ����ɵ����������첻Ҫ���ܼ�������棬����ҲҪ������С�����컹���ڽϸ��¶�ʱ����������ʹ�����쳤�������������Ӧ�����˻𣻲��÷����η��������öԳƺ��ͷֶε��˺������ö���������� ���ٺ��ӱ��Σ����ú�ǰ���Թ̶���װ���ӣ���е�������������������
84������ѡ���� ���ӵ绡���������������¶��ɸߵ��͵�����˳���ǣ�����
A.������������������
B.������������������
C.������������������
D.����������������
����鿴��
����𰸣�B
���������������
85���ʴ��� �ֹ��绡���ú�����ѡ��ԭ����ʲô��
����鿴��
����𰸣�1������ĸ�ĵĻ�ѧ�ɷֺ���ѧ���ܣ�
2������
��������������1������ĸ�ĵĻ�ѧ�ɷֺ���ѧ���ܣ�
2�����ݺ����Ĺ��������ͽṹ�ص㣬
3�����ݺ����豸��ʩ�������ͺ��Ӽ������ܡ�
86���ʴ��� ʲô��ģ����������ʲô���������ģ����μ��㣿
����鿴��
����𰸣�ģ���ĸ�������������ͬ������£������Խ��ɢ�Ⱦ�
��������������ģ���ĸ�������������ͬ������£������Խ��ɢ�Ⱦ�Խ�죬����ʱ���Խ�̣���֮�������ԽС������ʱ���Խ����
ģ���Ķ���ʽ��ģ��=���������/ɢ�ȱ����������M=V/A
ģ���Ƿ�ӳ���������ɢ�ȱ����������ʱ��Ӱ��IJ�����ģ��������ʱ�䳤��ģ��С������ʱ��̡�
�������ģ�����㹫ʽ
��ƽ�壺M=a/2��a-��������θˣ�M=a/4��a-�߳�����
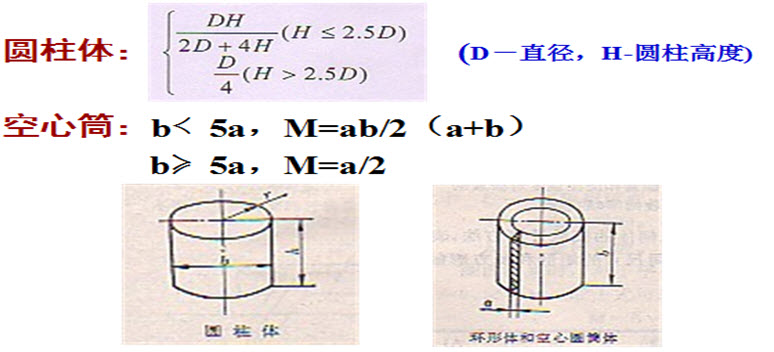
���ν���ˣ�M=ab/2��a+b����a��b-�߳����������壺M=abc/2��ab+bc+ac����a��b��c-�߳���
����������壺M=a/6��a-�߳�������Բֱ����
87���ʴ��� ������ģ�������ʲô��ȱ�㣿
����鿴��
����𰸣��ٹ��ͱ�ģ�͵��ŵ㣺a�豸����λС��Ͷ���٣�b��
���������������ٹ��ͱ�ģ�͵��ŵ㣺a�豸����λС��Ͷ���٣�b��С�������ͣ��Ͷ������ã������ʸߣ�����ʵ�ֻ�е�����Զ�����cģ�۸�������ӹ����ף�d�ͼ���ѧ���ܺã�e���������ʸߡ�
��ȱ�㣺�ͼ��ߴ羫�Ȳ��ߣ��ɶ�����״��
88���ʴ��� ��Ϊ�����Գ��ͣ�����Ϊ�����ࣿ
����鿴��
����𰸣���������ָ������Ͻ����ض������£����͵ı������ʣ�&e
����������������������ָ������Ͻ����ض������£����͵ı������ʣ�ε��lO-2��10-4��s����һ���ı����¶ȣ�ԼΪ�۵�һ�룩�;��ȵ�ϸ�����ȣ�����ƽ��ֱ��Ϊ0.2��5μ���������������δ����100%���ϵ����ԡ�
���ࣺ��1���ṹ�����ԣ�2����̬������
89���ʴ��� �Խ����ڽ���������Ĵ���ϵͳ�У�κ����K1<<1��K2<<1�ĺ���.
����鿴��
����𰸣�K1<<1��K2<<1��������
��������������K1<<1��K2<<1�����������������������������Һ���������е��²����϶���²�ȿɺ��ԣ���϶��Ϊ������ȴ�Ŀ��ƻ��ڡ�
90���ʴ��� �ɽ����Ͳ��ϵ�������������������������������ص㡣
����鿴��
����𰸣��������谭�����������������ڽ���Һ��ȴ�������ǽ���ᾧ
���������������������谭�����������������ڽ���Һ��ȴ�������ǽ���ᾧ���䣬��ʼ�������������������ܵ��谭���Ϳ����γ����ѡ����ѵ�ȱ�ݡ�
91���ʴ��� ʲô�ǹܲ����μӹ��е��ζ�оͷ���ι��գ�
����鿴��
����𰸣��ζ�оͷ����Ҫ�ṹ�ߴ����Ǻ��ε�ֱ���볤�ȡ�������
���������������ζ�оͷ����Ҫ�ṹ�ߴ����Ǻ��ε�ֱ���볤�ȡ���������������ʵ���ζ�оͷ�ȶ����εĻ��������ǣ�α��β��ρ������ρΪоͷ����ڱ�֮���Ħ���ǡ�α��β֮��IJ�һ��Ϊl°��3°�������ֳ�ͨ��ȡα��12°��β��9°��d�ɹܲĵ��ھ�������l1ȡģ����������6��10mm��l2�ij����ɼ��ι�ϵȷ������Բ���ε�ֱ��D�ͳ���l3�������η�ʽ����Ʒ���ȵIJ�ͬ���졣
92���ʴ��� ������м��������ԭ�����ԣ��������ӹ���Ӱ��ͶԻ�м���Ŀ��ơ�
����鿴��
����𰸣�ԭ����м��ǰ�����Ħ�������������ϵ��ڲ������ʱ����
��������������ԭ����м��ǰ�����Ħ�������������ϵ��ڲ������ʱ����һ���ֽ�����ճ���������и������γɣ����ԣ�ʱ��ʱ��
ԭ�������ӹ���Ӱ�죺�����ɱ������д��浶�н���������ʹʵ��ǰ�����������Ƚ���죻�ף�ʹ�������Ȳ��ϱ仯��Ӱ��ߴ羫�ȣ������������ı仯����������һЩ��м����Ƭճ���ڹ������Ѽӹ������ϣ�ʹ�����ôֲڡ�
�Ի�м���Ŀ��ƣ��������������ټӹ����Բ��ϡ�
93������ѡ���� ����Һѹ����û�б��ѹ���г̲���
A.��еʽ
B.Һѹʽ
C.��е��Һѹʽ
D.���϶�����
����鿴��
����𰸣�B
���������������
94���ʴ��� ʲô��ɰ�͵����ԣ���βⶨɰ�͵����ԣ�
����鿴��
����𰸣����ԣ���ɰ�������������ݳ���������Ϊ���ԡ������������������ԣ���ɰ�������������ݳ���������Ϊ���ԡ�
���ԵIJⶨ���ȳ�ȡһ��������ɰ����ԲͲ�α�����Ͳ�У��ڴ���ʽ�������ϴ������Σ��Ƴɱ�Բ��������Ȼ��������Բⶨ���ϣ���������ڿ�����һ��ѹ����ͨ��������ʱ�䣬�������ԡ�
��������������ǰ����ѹ����ΪP=P1-P2������ͨ���߶�ΪH���������ٶ�VΪ��V=KP/H��KΪ����ϵ����
��QΪ���������cm3����ͨ�����������A��cm2����ʱ��Ϊt��min����������ͨ��������ƽ���ٶȿɱ�ʾΪ��V=Q/At��Q=KPAt/H
��ʽ������ͨ��������������Q����ѹP�������Ľ����A������ͨ����ʱ��t�����ȣ��������߶�H�ɷ��ȡ��ɴ˱任�ã�K=QH/PAt
Q-����������H-�����߶ȣ�P-����ѹ����A-�����������t-ʱ�䡣
95���ʴ��� �ۺ�����ұ������ص���ʲô����Ը��ص㣬Ϊ�˱�֤�����������ӹ�����Ӧ�ò�ȡʲô��ʩ��
����鿴��
����𰸣���Ӧ���¶ȸߡ�ұ��Ӧ���ң��۳�С����ȴ�ٶȿ죻ұ����
����������������Ӧ���¶ȸߡ�ұ��Ӧ���ң��۳�С����ȴ�ٶȿ죻ұ�����������γ����ʵ�ȱ�ݡ�����ǰ����������������������ӹ����ж��۳ؽ�������ұ�𱣻��ͻ�е������
96���ʴ��� ���ӱ��ε���ʽ���ļ��֣����ӵ���Ҫȱ������Щ��
����鿴��
����𰸣����ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť��
�����������������ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ������α��Ρ����ӵ���Ҫȱ�������ס�������ӡ����ơ�δ������״ȱ�ݡ�
97���ʴ��� �����ṹб������ģ�ȵ���ͬ�㡣
����鿴��
����𰸣���ͬ�㣺���DZ����������Ƶ�б�Ȳ�ͬ�㣺�ṹб���Dz�Ʒ
����������������ͬ�㣺���DZ����������Ƶ�б�Ȳ�ͬ�㣺�ṹб���Dz�Ʒ���ܻ����������Ҫ�ģ���ģб��Ҳ�а�ģб�ȣ�������ʱΪ���ܹ���ģ��˳����ɰ�͵��ó�������������б�ȡ���Ʒ���ʱ����û��б�ȣ�����ģ�����ʱҪ����Ҫ����һЩб�������ڰ�ģ��
98������ѡ���� HT100��KTH300-06��QT400-18����ѧ���ܸ�����ͬ����Ҫԭ�������ǵģ�����ͬ��
A.������֯��
B.̼�Ĵ�����ʽ��
C.ʯī��̬��
D.�������ܡ�
����鿴��
����𰸣�C
���������������
99���ʴ��� ʲô��ɰо��ȷ��ɰо�ֿ��ԭ����ʲô��
����鿴��
����𰸣�ɰо�������γ���������ǻ�����ֳ��Ϳ����β�����ģ�IJ�
��������������ɰо�������γ���������ǻ�����ֳ��Ϳ����β�����ģ�IJ��֣�ɰ�;ֲ�Ҫ���������ܵIJ�����ʱҲ��ɰо��
1����֤�����ľ��ȣ���о�ͼ��鷽�㣬������ǻ�ߴ�Ҫ���ϸ�IJ���Ӧ����о��ͬһ��ɰо�γɣ����˷�Ϊ����ɰо��2��������ӵ�ɰо��ΪС���ģ�3����������ɰо��ǿ�ȣ���λȷ������ͨ����4����������ɰо��������5����������ֺ���һ�£�6����ɰ����������֧�������Ϊƽ�档
������ԭ���⣬��Ӧע��ʹÿ��ɰо���㹻�Ķ��棬��һ����ǿ�Ⱥնȣ���˳���ų�ɰо�е����壬ʹо�нṹ�����������ʹ�ã�ɰо��״��Ӧ����ѡ�õ����͡���о������
100���ʴ��� ������������Ҫ������ʲô��
����鿴��
����𰸣���1���ۺ����ײ�������֯�����ں���ʱΪ�ֲ����ȣ�����
����������������1���ۺ����ײ�������֯�����ں���ʱΪ�ֲ����ȣ������������ϵĺ�������ȴ�ٶ�Զ���������ʱ��ö࣬��˺������γ��Կ���֯����Ӳ�Ⱥܸߣ�������ѽ��л�е�ӹ���
��2���ײ������ơ�����ǿ�ȵͣ����Բ������Ӧ���ϴ�ʱ���ͻ��ں��켰��Ӱ�����ڲ������ƣ�����ʹ����������ѡ����⣬�����÷�������֯�ĺ�����˿�亸������ʱ��������̼���������ʺ����ߣ�������Ϲ������뺸���У��ײ������ơ�
��3���ײ������ס�������̼���ߣ�����ʱ������CO��CO2���壬������������Һ̬ת��Ϊ��̬��������ʱ��̣ܶ��۳��е������������ݳ����γ����ס�
���⣬�����������Ժã�����ʱ�۳ؽ���������ʧ������һ��ֻӦ����ƽ����
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
����Ͽ�ѧ�����
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
���Ͽ�ѧ�����ϳ�����ѧ����⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




