�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1���ʴ��� ��k��ʲôָ�ꣿΪʲô��k��������Ƽ��㣿
����鿴��
����𰸣�αk�����������ϵij���Ͷȣ�������ȱ�ڵײ�
��������������αk�����������ϵij���Ͷȣ�������ȱ�ڵײ�����ϵij�����չ��������ֿ�����غ����ö����ƻ�����������Ϊαkֵ��Ӱ�����ض࣬�ظ��Բ�ҹ��������С������γ���¹�������ʱ��������Ҫȡ����ǿ�ȡ����ԣ���ֱ��������Ƽ��㡣
2������ѡ���� ���屣�����ĺ�����Ӱ����һ�㶼���ֹ��绡����С��ԭ���ǣ�����
A.�������屣�����ܣ�
B.���ӵ���С��
C.��������Ե绡��ѹ�����ã�
D.���ӵ绡�����١�
����鿴��
����𰸣�C
���������������
3���ʴ��� ģ��ģ�ź�����Ĥ�ŵ����ø���ʲô�����Ǹ����ֿɷ�Ϊ���ࣿ
����鿴��
����𰸣�ģ��ģ�Ű����ն�ģ�ź�Ԥ��ģ�š�
�ն�ģ����
��������������ģ��ģ�Ű����ն�ģ�ź�Ԥ��ģ�š�
�ն�ģ���Ƕͼ����ճ��ε�ģ�š�ģ�ųߴ�ӦΪģ�ͼ�ͼ����Ӧ�ߴ���������������ƶͼ���������ԼΪ1.5������
ģ�ŷ�ģ����Χ�зɱ߲ۣ�������������͵��ڽ������Ա�֤�նͳ��Ρ��ߴ羫�ȵ����á�
Ԥ��ģ���ǵ��ͼ���״�ϸ���ʱ���辭��Ԥ�ͣ��Ա�֤�նͳ��α������ӳ�ģ��ʹ��������Ԥ��ģ�ŵ���״���ߴ����ն�ģ������������нϴ��б�Ⱥ�Բ�ǣ�û�зɱ߲ۡ�
����ģ�ţ�Ϊʹ���Ͼ�����ͼ�����Ӧ�Ľ���仯����״��������״�Ķͼ�����Ԥ��������
4������� Ӱ��������ӵ���Ҫ�����У�����������
����鿴��
����𰸣��¶ȡ�ѹ��
���������������¶ȡ�ѹ��
5���ʴ��� ����Ӧ�������ĸ���ԭ����ʲô�����ٺ���������Ӧ���Ĵ�ʩ����Щ��
����鿴��
����𰸣�����ԭ���ӹ����жԺ��������˾ֲ������ȼ��ȡ�������������������ԭ���ӹ����жԺ��������˾ֲ������ȼ��ȡ�
��ʩ��
1��ѡ������ĺ���˳��Ӧ����ʹ�����������������ܽϴ�Լ����
2����ǰԤ�ȣ���ǰ������Ԥ�ȵ�350~400�棬Ȼ���ٽ��к��ӣ�
3������“��Ӧ��”���ں����ṹ��ѡ����ʵIJ�λ���Ⱥ��ٺ��ӣ�
4�������ȴ�����ȥӦ���˻𣬼����������ȼ��Ⱥ�600–650�汣��һ��ʱ�����ȴ��������»ػ���������Ӧ����á�
6������� ��ά��֯ʹ�����������Ͼ����ˣ�����
����鿴��
����𰸣�������
��������������������
7���ʴ��� �ɶ���������λ�õģ�Ϊʲô��ֻ������������С������
����鿴��
����𰸣�����ɶ������������̼���躬���ܵ͵���Һ���Ի����ȫ��
������������������ɶ������������̼���躬���ܵ͵���Һ���Ի����ȫ�İ���֯���ɶ��������ıں�̫����������ȴ�ٶȻ��������ܵõ���ȫ�İ���֯��
8���ʴ��� ʲô��ģ����������ʲô���������ģ����μ��㣿
����鿴��
����𰸣�ģ���ĸ�������������ͬ������£������Խ��ɢ�Ⱦ�
��������������ģ���ĸ�������������ͬ������£������Խ��ɢ�Ⱦ�Խ�죬����ʱ���Խ�̣���֮�������ԽС������ʱ���Խ����
ģ���Ķ���ʽ��ģ��=���������/ɢ�ȱ����������M=V/A
ģ���Ƿ�ӳ���������ɢ�ȱ����������ʱ��Ӱ��IJ�����ģ��������ʱ�䳤��ģ��С������ʱ��̡�
�������ģ�����㹫ʽ
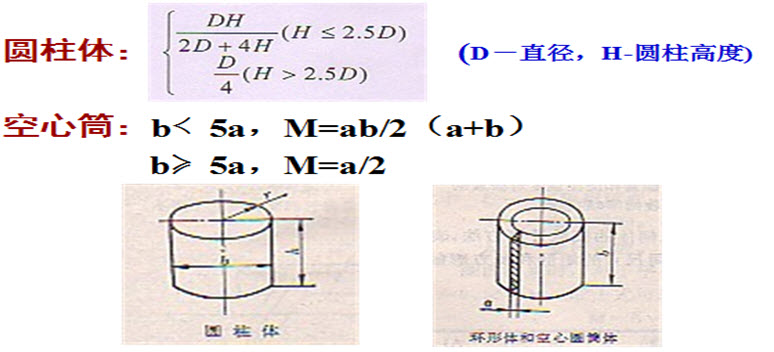
��ƽ�壺M=a/2��a-��������θˣ�M=a/4��a-�߳�����
���ν���ˣ�M=ab/2��a+b����a��b-�߳����������壺M=abc/2��ab+bc+ac����a��b��c-�߳���
����������壺M=a/6��a-�߳�������Բֱ����
9������ѡ���� ����������У������ԽϺõ�����Ͻ𣨣�
A.�ᾧ�¶ȷ�Χ��С��
B.�ᾧ�¶ȷ�Χ�ϴ�
C.�ᾧ�¶Ƚϸߣ�
D.�ᾧ�¶Ƚϵ�
����鿴��
����𰸣�A
���������������
10������� ����ʱ������Ҫ�Ա����������м��ȡ��ۻ������ȵ�Ŀ���ǣ�����ѹ�������ȵ�Ŀ���ǣ�����ǥ�����ȵ�Ŀ���ǣ�����
����鿴��
����𰸣��γ��۳أ�����ͷ�������ȵ�������״̬���ۻ�ǥ��
���������������γ��۳أ�����ͷ�������ȵ�������״̬���ۻ�ǥ��
11���ʴ��� ���ӱ��ε���ʽ���ļ��֣����� ����Ҫȱ������Щ��
����鿴��
����𰸣����ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť��
�����������������ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ������α��Ρ����ӵ���Ҫȱ�������ס�������ӡ����ơ�δ������״ȱ�ݡ�
12������� �������ϵĿɶ��Գ��ã����ͣ������ۺϺ�����
����鿴��
����𰸣���������ָ�ꣻ���ο���
����������������������ָ�ꣻ���ο���
13���ʴ��� �����ṹб������ģ�ȵ���ͬ�㡣
����鿴��
����𰸣���ͬ�㣺���DZ����������Ƶ�б�Ȳ�ͬ�㣺�ṹб���Dz�Ʒ
����������������ͬ�㣺���DZ����������Ƶ�б�Ȳ�ͬ�㣺�ṹб���Dz�Ʒ���ܻ����������Ҫ�ģ���ģб��Ҳ�а�ģб�ȣ�������ʱΪ���ܹ���ģ��˳����ɰ�͵��ó�������������б�ȡ���Ʒ���ʱ����û��б�ȣ�����ģ�����ʱҪ����Ҫ����һЩб�������ڰ�ģ��
14���ʴ��� �Է���Ԥ��ģ�ź��ն�ģ�ŵ����ò�˵�����ǵ�����
����鿴��
����𰸣�Ԥ��ģ�ŵ�������ʹ���ϵ���״�ͳߴ���ӽ��ͼ��������ն�
��������������Ԥ��ģ�ŵ�������ʹ���ϵ���״�ͳߴ���ӽ��ͼ��������ն�ģ�ź��������ձ��ε��ͼ�����Ҫ����ߴ磻ǰ�߱Ⱥ��߸߶ȴ���С��Ԥ��ģ��û�зɱ߲ۣ�����Ԥ��ģ�ŵ�ģ��б�ȡ�Բ�Ǽ�ģ��������ն�ģ�Ŵ�
15���ʴ��� �ώ����������ʲô���ώ���������õ�������ʲô��
����鿴��
����𰸣����ã�1��������Һ���ȡ�ƽ�ȵ������ڽ�����2����������
�����������������ã�1��������Һ���ȡ�ƽ�ȵ������ڽ�����2���������ֳ�Ʋ������
�ώ���������õ�������1���ώ������ʳ���״̬��2��Һ����������������С��3��Һ���ٶ�С���ٽ������ٶȣ�4���ώ���к����ij��Ⱥ߶ȣ���L��/h��≥5-6��h��/h��≥5-6��5��ĩ��Ҫ�ӳ����ṹ���Ҫ������
16���ʴ��� ʲô������ϵ�����æ�250������1.5�����İ����ܷ�һ�������ֱ��Ϊ��50���������Ӧ��ȡ��Щ��ʩ���ܱ�֤����������
����鿴��
����𰸣�����ϵ����������Ƽ���ֱ����ë��ֱ��֮�ȣ����ܣ���Ϊ��
������������������ϵ����������Ƽ���ֱ����ë��ֱ��֮�ȣ����ܣ���Ϊ����ϵ��̫С���γ̶�̫���Խ��ж���������������ϵ����ѡ�ô�һЩ�����ɰ����м��˻�
17������� ���ӱ��εĻ�����ʽ�У������������������Σ����˱��κ�Ť�����Ρ�
����鿴��
����𰸣��������Σ��DZ���
�����������������������DZ���
18���ʴ��� Ҫ����ѹ���ij����ٶȿ��Ե�����Щ����������������ʵ�ֵ������ַ�����Ϊʲô��
����鿴��
����𰸣���ѹ��ֱ���ı仯���Խ������ظı�����ٶȣ�ƽ����ϵ����
����������������ѹ��ֱ���ı仯���Խ������ظı�����ٶȣ�ƽ����ϵ���������ı�� ѹ���ѹҲ�ڱ仯�����Ըı�ѹʵֱ������������ѹ���ѹ������²��ܸı�
��ͨ���ı��ڽ��ڽ�������ı�����ٶȲ�̫���㣬��Ϊѹ�������ڽ��ڽ��������ʱֻ����������С
��ѹ���ٶȵĵ��ڣ�����ͨ�����������ϵ�ѹ������ʵ��������Ӧ���ݾ����������������ʵ�ֵ��ǵ���ѹ���ٶȡ�
19������ѡ���� ��������ֱ��1��Ƥ���֣����ʺϵ����ͷ����ǣ���
A.��ģ����
B.��ģ����
C.�����
D.�������
����鿴��
����𰸣�C
���������������
20���ʴ��� �Ͻ�������ȡ������Щ���أ��Ͻ������Բ��ö�����Ʒ���к�Ӱ�죿
����鿴��
����𰸣��Ͻ�������ȡ����
1.�Ͻ�Ļ�ѧ�ɷ�
���������������Ͻ�������ȡ����
1.�Ͻ�Ļ�ѧ�ɷ�
2.��ע�¶�
3.��עѹ��
4.���͵ĵ�������
5.���͵�����
�Ͻ������Բ��ã������������������ȱ�ݣ�Ҳ�������������ס�����������ȱ�ݵļ��ԭ��
21������� ��ĩѹ��������������Ϊ������������ѹ�Ƴ��͡��սᡢ���������ӹ���
����鿴��
����𰸣���ĩ��ȡ�����
����������������ĩ��ȡ�����
22������ѡ���� ѹ��������ѭ��һ�����豸�Ŀ�ѭ��ʱ������ʾ���ռ�ѭ��ʱ������û�У���������£����һ��ѭ�����õ�ʱ�䡣
A.��ע��ѹ�䣬��ѹ����ȴ��ȡ����Ʒ�ȶ���
B.��ģ��ѹ��ѹ�䣬��ѹ����ȴ��ȡ����Ʒ�ȶ���
C.��ע��ѹ�䡢��ģ����������ȴ
D.��ע��ѹ�䡢ѹ�䷵�ء���ģ��ȡ����Ʒ
����鿴��
����𰸣�A
���������������
23������ѡ���� �����еı�Ҫ����Ҫ�ɷ��ǣ���
A.��֬��
B.�̻�����
C.������
D.��
����鿴��
����𰸣�A
���������������
24���ʴ��� ѹ��ʱ�����Ľ�ע�¶����Ӱ������������ѡ��ע�¶��ܵ�ԭ����ʲô��
����鿴��
����𰸣���ע�¶ȹ��ߣ��Ͻ������������ײ������ƣ�ճ�ͽ�ע�¶�
����������������ע�¶ȹ��ߣ��Ͻ������������ײ������ƣ�ճ�ͽ�ע�¶ȹ��ͣ��ײ���������������ƺͽ�����ѡ��ԭ���ڱ�֤����������������������£��������ͽ�ע�¶ȡ�����������״ѹ�������Ժ�Si���ߵ����������˲�����״ѹ��������轫����������������̬�����������У�ʹ�������ܱ仵��
25���ʴ��� ʲô�н�עϵͳ�����͵Ľ�עϵͳ���ļ�������ɣ�
����鿴��
����𰸣�.��עϵͳ������Һ̬����������ǻ��һϵ��ͨ�����ܳơ�<
��������������.��עϵͳ������Һ̬����������ǻ��һϵ��ͨ�����ܳơ�
.�����ṹ�����ڱ���ֱ������ֱ�����ѡ��ώ�����ڽ�����
26�����ʽ��� �����ٷ���ϵ��
����鿴��
����𰸣����̹��̵��У��������������������Һ�����������������
�����������������̹��̵��У��������������������Һ����������������ı�ֵ
27������� �Ͻ�ģ����ͣ������γ������������ɵĻ���ԭ��
����鿴��
����𰸣�Һ̬��������������
��������������Һ̬��������������
28������ѡ���� ���ģ������ģ�����ڣ���
A.����ģ
B.����ģ
C.��ģ
D.����ģ
����鿴��
����𰸣�C
���������������
29������ѡ���� ��ȴ�ٶȶԸ�����������֯�����ܾ���Ӱ�죬���У��ԣ���Ӱ����С�����������ڲ�����ڻ�ں��ȵĽϴ���������
A.��������
B.����������
C.�ɶ�������
D.��ī������
����鿴��
����𰸣�B
���������������
30���ʴ��� ��ν�����ȱ���ʱ�Ĺ��ȡ���������
����鿴��
����𰸣����ȣ��������¶ȹ��ߣ��������糤������е���ܽ��ͣ�
�����������������ȣ��������¶ȹ��ߣ��������糤������е���ܽ��ͣ����������Ϊ���ȡ����գ��������¶Ƚӽ��۵㣬���������ƻ��˾�����Ľ�ϣ�ʹ����ʧȥ���ԣ����ϱ��ϣ���һ�����Ϊ���ա�
31������ѡ���� �����ں�С��ijһ�ٽ�ֵʱ�����ײ�����ȱ���ǣ���
A.������
B.�����㣻
C.���ƣ�
D.����
����鿴��
����𰸣�B
���������������
32������� ѡ��ë��ʱ��Ҫ���ǵ���Ҫԭ���У����������Ժ����ԡ�
����鿴��
����𰸣�ʹ����
��������������ʹ����
33���ʴ��� ��������Ӧ������β�����ԭ��������������ϼ��ٻ���������Ӧ������εĹ��շ�����
����鿴��
����𰸣����ӹ��̵ļ��Ⱥ���ȴ�ܵ���Χ������ľ�����������������
�����������������ӹ��̵ļ��Ⱥ���ȴ�ܵ���Χ������ľ����������������ͺ��������������ܴ�ʱ�����ƽ��Խӣ�������������Ӧ����������Ρ���������С����С��ԽӺ���ʱ���Ȳ�������Ӧ�����ֲ���������Ρ���ȡ�����ĺ���˳��ʹ�����ܹ����ɵ����������첻Ҫ���ܼ�������棬����ҲҪ������С�����컹���ڽϸ��¶�ʱ����������ʹ�����쳤�������������Ӧ�����˻𣻲��÷����η��������öԳƺ��ͷֶε��˺������ö���������ܼ��ٺ��ӱ��Σ����ú�ǰ���Թ̶���װ���ӣ���е�������������������
34������ѡ����&nb sp; ij�ɷ���ˮ��ע���������ƺ�ΪHT150�������ø���ˮ��ע���ƺ�ΪHT200��������Ӧ���õĴ�ʩ�ǣ�����
A������������
B������������ȴ�ٶȣ�
C������C��Si������
D�����������ȴ�ٶȡ�
����鿴��
����𰸣�D
���������������
35���ʴ��� �������ϵĻ�е����ͨ�����ļ���ָ�������
����鿴��
����𰸣�ǿ�ȡ����ԡ�Ӳ�ȡ�������ԡ�ƣ�ͼ��ȡ�
��������������ǿ�ȡ����ԡ�Ӳ�ȡ�������ԡ�ƣ�ͼ��ȡ�
36������ѡ���� �ڴ���ģ���У�����ë�߱���ģ���ǣ���
A.Ԥ��ģ��
B.�ն�ģ��
C.����ģ��
D.�ж�ģ��
����鿴��
����𰸣�B
���������������
37���ʴ��� �����߽������ԣ�����õĴ�ʩ��ʲô��
����鿴��
����𰸣���߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ������
����������������߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ�����ʣ�ѡ������ѹ���ԱȽ�ǿ�ķ�ʽ����С���εIJ������ԣ���߲��ϵĴ��ȡ�
38������� Ӱ���մ����ϳ���������Ҫ�У������ཬ�������ԣ��ཬ���ȶ��ԡ�
����鿴��
����𰸣����ϵĿ�����
�����������������ϵĿ�����
39���ʴ��� ���ɶ������Բ��������ʱ�������ڲ����εĴ�С��ͬ�ɽ���ֳɼ��������ĸ������������һ��������С��
����鿴��
����𰸣������������γ̶ȴ�С���¿ɷ�Ϊ������������������������
�������������������������γ̶ȴ�С���¿ɷ�Ϊ���������������������������������������������С��
40���ʴ��� �Ӵ��㺸����Դ��ʲô��Ϊʲô���нӴ����裿�Ӵ�����Ե㺸�ۺ˵��γ���ʲôӰ�죿�������ƽӴ������С��
����鿴��
����𰸣���Դ����������������������ʱ����������нϴ�ĽӴ�����
����������������Դ����������������������ʱ����������нϴ�ĽӴ���������в��������ȡ�ԭ�Ӵ����ϴ��ڵ��۰���ƽ��������Ȳ�������Ĥ��ʹ�����������䳤��ʵ�ʵ������С�������Ӵ����衣Ӱ�죺�Ӵ����赼���ۺ�ƫ������Ȳ�IJ��ϡ�����������ͨ�����ƺ������ֲڶȡ������̶ȡ��缫ѹ���Ĵ�С�����ƽӴ�����Ĵ�С��
41������ѡ���� HT100��KTH300-06��QT400-18����ѧ���ܸ�����ͬ����Ҫԭ�������ǵģ�����ͬ��
A.������֯��
B.̼�Ĵ�����ʽ��
C.ʯī��̬��
D.�������ܡ�
����鿴��
����𰸣�C
���������������
42���ʴ��� ��ν�������Σ�������ص���ʲô�����ͼ���������������ʱ�����˳����Σ�
����鿴��
����𰸣�������������������涨�����εĶ��칤�������ص�������
��������������������������������涨�����εĶ��칤�������ص�����������˵ȡ�
�������ε��ص㣺�����������ڲ������ѹ�������ܲ����۵�����������죬�����������ơ����������϶�����״�������䣬���������С�����������ӡ�
���ͼ�����������ʱ��һ���������˲�������������ֱ�߲�����ĵط���Ȼ�������������Բ������
43���ʴ��� ���������ķ������ļ��֣�
����鿴��
����𰸣���1����ʽ����������
��2����ʽ����������<
����������������1����ʽ����������
��2����ʽ����������
44���ʴ��� �ӱ���ȱ�ݷ����������ṹӦע����Щ���⣿
����鿴��
����𰸣�1������Ӧ�к����ıں�2�������ڵ�����Ӧ���ɣ�<
��������������1������Ӧ�к����ıں�2�������ڵ�����Ӧ���ɣ�
3���ṹԲ�ǵ���ƣ�4���ڱں��ӦС����ڣ�
5���ں�Ӧ������ȣ�6������ˮƽ��ƽ�棻
7��������˳�����̣�
8�������ṹӦ�ܷ�ֹ���Ѻͱ��Ρ�
45���ʴ��� ģ�ͳ��ι����зɱߵ��γɼ������á�
����鿴��
����𰸣���������ʱ�����ڽ�������ģ��Բ�Ǻ���������ϴ���
����������������������ʱ�����ڽ�������ģ��Բ�Ǻ���������ϴ�����������С�ķɱ߲����������γɷɱߡ�
���ã�
��1��ǿ�ȳ��
��2�����ɶ���Ľ�����
��3��������ģ����ģ�Ĵ�����仺�����á�
46������� ������Ӧ��������ԭ��ͬ�ɷ�Ϊ�����ͣ�����
����鿴��
����𰸣���Ӧ������еӦ��
����������������Ӧ������еӦ��
47���ʴ��� Ϊʲô��ͨ�������ȴ���Ч��û��ī�����ã���ͨ�����������ȴ�����������Щ��Ŀ����ʲô��
����鿴��
����𰸣�����ͨ��������֯�дִ��ʯīƬ�Ի�����ƻ����ò�������
������������������ͨ��������֯�дִ��ʯīƬ�Ի�����ƻ����ò��������ȴ�����������Ľ�������ī�������ȴ������Ը�����������壬�Ի���������֯�����ܣ�����ī�������ܺá�
����ͨ���������õ��ȴ���������ʱЧ������Ŀ����������Ӧ������ֹ�ӹ�����Σ������˻�Ŀ���������ڡ�����Ӳ�ȡ����������ӹ����ܡ�
48������� ɰ�����쳣�õĻ������ͷ����У�������������ѹ���͡���ɰ���͵ȡ�
����鿴��
����𰸣���ʵ���͡���ʵ����
����������������ʵ���͡���ʵ����
49���ʴ��� ʲô���������죿����ԲͲ������������Щ��Խ�ԣ�Բ��״��������������Ӧ����ʲô��ʽ���������죿
����鿴��
����𰸣��ٽ�Һ̬�������������ת�������У�ʹ���������������³�
���������������ٽ�Һ̬�������������ת�������У�ʹ���������������³������ͺ����̶��γ������Ĺ��ճ�Ϊ�������졣
���ŵ㣺A.��ʡȥ���ģ���עϵͳ��ð�ڣ�B.���������ã�������֯���ܣ���ѧ���ܺá�
��Բ��״��������ʽ�������죬�����������ó��μ����������졣
50������� ���ϳ�ѹ�Ļ��������Ϊ�����ͱ��ι���
����鿴��
����𰸣����빤��
�����������������빤��
51������� �����õ�ģ������������״�ͳߴ����кܴ����𣬳ߴ���ģ�ͱ������ࣨ������״���������пĵط���ģ���ϣ�����
����鿴��
����𰸣������ʣ�����оͷ
�������������������ʣ�����оͷ
52���ʴ��� ����Һ̬������ð�ڡ����������������á�
����鿴��
����𰸣�ð�ڿ��Բ���������������ֹ������������ȱ�ݻ��м�����
��������������ð�ڿ��Բ���������������ֹ������������ȱ�ݻ��м��������������á������ӿ�����ijһ���ֵ���ȴ�ٶȣ���������������˳����ð�����ʹ�û���������ð�ڵ���Ч�������롣�������ԼӴ������ֲ���ȴ�ٶȡ�
53������ѡ���� ȷ����עλ��ʱ�����������ڲ������������²�����ҪĿ���ǣ���
A.���⽽���㣻
B.�������ƣ�
C.���ڲ���������
D.�����ų�����
����鿴��
����𰸣�A
���������������
54������ѡ���� ��ͬ�������ϵĺ������Dz�ͬ�ġ�������̼�Ͻ��У���������õ��ǣ�����
A.�ҿ�������
B.�ɶ�������
C.��ī������
D.��̼�֣�
E.��̼�֣�
F.��̼�֡�
����鿴��
����𰸣�D
���������������
55���ʴ��� ��ʽģ�͵ķɱ߲�����Щ������ɣ����Ǹ��Ե�������ʲô��
����鿴��
����𰸣��ſ���Ҫ���ã���ֹ������������ʹ��������ģ��ʹ�ɱߺ��
���������������ſ���Ҫ���ã���ֹ������������ʹ��������ģ��ʹ�ɱߺ�ȼ������Ա����г��ֲ���Ҫ���ã����ɶ���Ľ������������������ģ���ϣ�Ӱ���ϡ���ģ��
56������� ����˳�����̵�Ŀ���ǣ���
����鿴��
����𰸣���ֹ����
����������������ֹ����
57������ѡ���� ͨ�����㣨�����Է���¼����Ա�����������
A����Ƹ����
B��¼�ñ���
C����Ƹ��ɱ���
D����Ƹ�ܳɱ�
����鿴��
����𰸣�B
���������������
58���ʴ��� ʲô�Ƿ����棿ѡ�������ʱ��ע�����
����鿴��
����𰸣������棺����������Ӵ��ı��档
�������ȷ
�������������������棺����������Ӵ��ı��档
�������ȷ������뽽עλ�õ�ѡ��ͬʱ���ǣ�����Э����ʹ���ռ���֤����������
һ��˵����Ӧ���������Ľṹ�ص㡢����Ҫ�������������ֳ���������Ͻ�עλ��ѡ��
ѡ�������ʱ��ע���ԭ��1��ʹȫ������������ӹ����桢��Ҫ�ӹ��洦��ͬһ�����ڣ�2���������ٷ���������������û����û�飻3����������ɰо������������ɰ̥����ɰȡ��ɰо��4������ѡ��ƽֱ�����棻5����ʹijһɰ����ߣ�������Ӧ�����������洦��6����������о������ͼ�����ǻ�ߴ磻7�����������������治Ӧ���������Ľṹǿ�ȡ�
59������ѡ���� ����Һѹ����û�б��ѹ���г̲���
A.��еʽ
B.Һѹʽ
C.��е��Һѹʽ
D.���϶�����
����鿴��
����𰸣�B
���������������
60������ѡ���� ֱ����100m����250mm��Բ�����������ڲ�����������Ӧ������������ֱ������Ϊ��80mm�������߶ȷ���ijߴ罫������
A�����䣻
B�����̣�
C��������
����鿴��
����𰸣�B
���������������
61������ѡ���� ���Զ������ֹ��绡���������ʸߣ���Ҫԭ���ǣ�����
A��ʵ���˺��ӹ��̵��Զ�����
B����ʡ�˸���������ʱ�䣻
C��A��B��
D�����Բ��ô�����ܶȺ���
����鿴��
����𰸣�D
���������������
62�����ʽ��� ���ɶ���
����鿴��
����𰸣����ó������ѹ��ʹ����������������������֮���ͷ����
�����������������ó������ѹ��ʹ����������������������֮���ͷ������֮��������Σ��Ӷ����������״���ߴ����ѧ���ܵĶͼ��ij��ι��̡�
63���ʴ��� ʲô��ʪ�ͣ���ʲô��ȱ�㣿
����鿴��
����𰸣����ͺ����ɶ�ֱ�ӽ�ע��ɰ�ͽ�ʪ�͡�
�����������������ͺ����ɶ�ֱ�ӽ�ע��ɰ�ͽ�ʪ�͡�
�ŵ㣺
1����Ӧ��ǿ
��1���ʺ��ڸ��ֺϽ����������֡���ɫ�Ͻ�
��2�������ڸ������ͷ������ֹ����͡��������͡��������͡���ѹ���͡�
2������
��1���۸����������Դ�㷺��ճ����100-200Ԫ/�֣���֬��1.3-1.4��Ԫ/�����ϣ�
��2��������豸�����Ʒ��㣬�������ڶ̣�
��3�������ɣ���ʡ��Դ��
3�������Ժã����Է������ʹ�ã�
4����ζ�������������۳��١�������ȾС��
5������ʵ�ֻ�е�����Զ����������ʸߡ�
ȱ�㣺
1����ˮ���ߣ�һ�㣺3.5-5.5%�����������������ײ�������ȱ�ݣ�����ˮ�٣�ʪǿ�ȵͣ���ˮ�࣬�ײ������ף���ɢ�Բ
2��ʪ��Ӳ�ȡ��նȽϵͣ�������ͱڵ��ƶ�ʹ�����ߴ����������ɰ�������ڲ��׳������ס����ɣ�
3����עʱ������ˮ����������ɰ��ǿ�ȴ�ͣ�����ɼ�ɰ����̵�ȱ�ݡ�
4��ʪ̬ǿ�ȵͣ��ײ�����ɰȱ�ݣ�
5�����ú�ճ�����ҷ֡�ú�ֵ����࣬�ͻ�Ƚ��ͣ�
6�������Բ��ߣ����������
7�������ߴ羫�ȵ͡�
64���ʴ��� �Խ����ڽ���������Ĵ���ϵͳ�У�κ����K1<<1��K2<<1�ĺ���.
����鿴��
����𰸣�K1<<1��K2<<1��������
��������������K1<<1��K2<<1�����������������������������Һ���������е��²����϶���²�ȿɺ��ԣ���϶��Ϊ������ȴ�Ŀ��ƻ��ڡ�
65���ʴ��� ��ν���γ��ͣ����γ����տ�������Щ�Ͳģ����йܲĵ��������ļ��ַ�����
����鿴��
����𰸣����γ��ͣ�����������������£���ʹ����ͨ��ģ�ײ�������
�����������������γ��ͣ�����������������£���ʹ����ͨ��ģ�ײ������Ա��Σ��Ի����ģ����״���ߴ���ͬ����Ʒ�ļӹ���������֮Ϊ���Σ����Ϊ���죩
�������Ͳģ������Ͳ��߲ģ��������Ͳģ��ܲ�
�ܲ����η�������������о�����Ρ��̶�оͷ���Ρ��ζ�оͷ���Ρ����ܡ��������ε�6�֡�
66������� �����п��ܴ��ڵ������У�������������Ӧ�������֡�
����鿴��
����𰸣��������ס���������
���������������������ס���������
67���ʴ��� ���ɶͰγ����ν�������ʱ���ײ�����Щ�������⣿��߸���ͼ�����ͨ����ȡ��Щ��ʩ��
����鿴��
����𰸣�����������ƽ��ѣ��ڲ��Խ������ƣ��ڲ��������ƣ��ڲ���
������������������������ƽ��ѣ��ڲ��Խ������ƣ��ڲ��������ƣ��ڲ���֯�����ܲ����ȣ������۵������氼�ݣ�
����ԭ������������������ƽ��ѡ��ڲ��Խ�������
��������С���ڲ��������ơ��۵�
��߾��ν������ϰγ���������ȡ�Ĵ�ʩ��
A.ǰ������ѹ��ʱ����λ���������
B.�����ʵ��IJ��������ͺ��ʵĹ��ߣ�
C.���Ͷͼ��ı��潵�¶��취��
D.���������ͽ� ����ѹ������ֹ�۵�����֤���㹻��ѹ�����Ⱥͽϴ��ѹ����
68���ʴ���
�Էֱ�����ð�������“ģ����”��“���ܷ�”��ԭ���벽�裿
����鿴��
����𰸣�ģ��������ð�ڵIJ���
��������������ģ��������ð�ڵIJ���
�ټ���������ģ��
���ж����״���ߴ粻ͬ���Ƚڵ㣬Ӧ��ÿ���Ƚڵ㰲��ð�ڣ��ֱ������ģ����
�ڼ�����Ӧ����ð�ڵ�ģ��
��ȷ��������
����Һ̬�������������������������������ʵĴ�Сֱ��Ӱ�����������һ��̼������̼��������������������ӣ���̼����ͬʱ��ע�¶�Խ�ߣ�εֵԽ����ʽ��ε=εC+εX��εX=∑KiXi
Xi—�Ͻ�Ԫ�صĺ�����Ki—����ϵ����
��ȷ��ð�ڵľ���ߴ����״—���ð�ڱ���
�ݸ���ð�ڵ���Ч�������룬У��ð����Ŀ��
���ݹ�ʽ��У��ð�ڵ������������
���ݣ�
��V��+Vð��+Vs=Vð
����VS���ɵã�V��=Vð��-ε��/ ε
��У��ð�ڵĹ��ճ�Ʒ�ʣ����ճ�Ʒ��=����ë��/������ë��+ð�����أ�×100%
���ܷ����㲽����ԭ����
1���������������������������֣������V����ģ��M����
2���������������������������֣����貹������Һ����������������ܵ����VP=εV•V����εVΪ���ֺϽ��ʵ���������ʣ��ɲ����
���������������һ��ð�ڣ����ܵIJ�����ΪV=VP☓N��N-������Ŀ
3�������ܸ߶Ⱥ�ֱ��
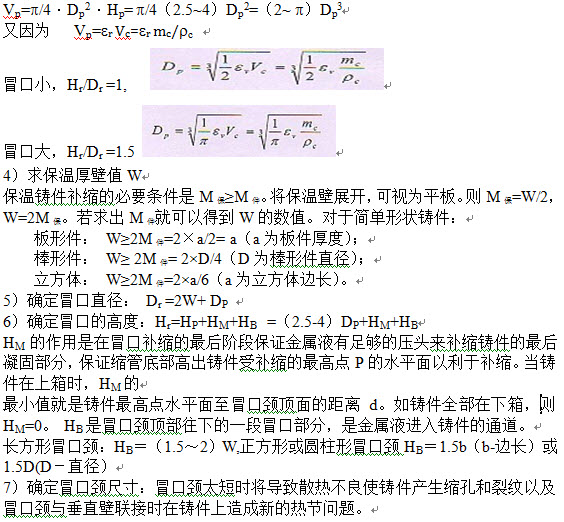
һ������£���ð��ֱ��Dr������ð�ڸ߶�Hr��ð��ֱ��Dr֮��Ϊ1ʱ��HP/DP=2.5��
ð��ֱ������ð�ڸ߶�Hr��ð��ֱ��Dr֮��Ϊ1.5ʱ��HP/DP=4��������HP/DP=2.5��
���ԣ�
69������ѡ���� ���ɶͼ�������߾��ȣ�H/D��Ϊ1.5��2.5�Ĺ����ǣ���
A.�γ�
B.���
C.���
D.����
����鿴��
����𰸣�C
���������������
70���ʴ��� Ӳ�ʺϽ�ķ������������Ҫ��;��ʲô��
����鿴��
����𰸣�Ӳ�ʺϽ���3�ࣺ
1�������ࣨYG��
��������������Ӳ�ʺϽ���3�ࣺ
1�������ࣨYG��
2���������ࣨYT��
3�������ࣨYW��
��Ҫ��;��
1.YG�������Բ��ϵĵ��ߣ�������������������ɫ�ϡ���ľ�ȡ�
2.YT�������Ͷȸֲĵĵ��ߡ�
3.YW�ӹ�����֡����ȸ֡����̸ֵ��Ѽӹ��IJ��ϡ�
71������ѡ���� �����������������ߴ���ͬ�������£����ּ�����С�ں�Ҫ���ڻҿ�����������С�ں���Ҫԭ�������ֵģ�����
A.������
B.�����Բ
C.��ע�¶ȸߣ�
D.����Ӧ����
����鿴��
����𰸣�B
���������������
72������ѡ���� �����ƺš���422���У����ᡱ��ʾ�ṹ�ֺ�����ǰ��λ���֡�42����ʾ������
A��������σb≥420MPa��
B���ṹ�ֵ�σb≥420MPa��
C�������σb≥420MPa��
D��������σb��420MPa��
����鿴��
����𰸣�C
���������������
73������� �����ֵ���ת���У�����ת��������֯����Ӳ���ɸߵ��͵�˳������֯���ƺͱ�ʾ���ŷֱ��ǣ�����������������
����鿴��
����𰸣�������T��������S�������P
��������������������T��������S�������P
74���ʴ��� ʲô��ɰ�͵Ľ�ʵ�ȣ���ʵ�ȶ�����������ʲôӰ�죿
����鿴��
����𰸣�1.��ʵ�ȣ�ɰ�͵��ܶȡ�
2.��ʵ�ȶ�������
��������������1.��ʵ�ȣ�ɰ�͵��ܶȡ�
2.��ʵ�ȶ�����������Ӱ�죺
1����ʵ�Ȳ��㣺���ճɰ������ֲڣ�ɰ�ͱ��λ��ʹ������ײ������ɡ����ס�
2����ʵ�ȹ�����ɰ�����Բ��ã������ײ�������ȱ�ݣ����Բ�ײ�������ȱ�ݡ�
75���ʴ��� ��ģ������ص���ʲô����ͨ��ģ�������е���ܽϲ����Ҫԭ����ʲô��
����鿴��
����𰸣��ŵ㣺���ȸߣ���״���Ͻ�������ȱ�㣺�������ܲ��ã�����
���������������ŵ㣺���ȸߣ���״���Ͻ�������ȱ�㣺�������ܲ��ã����ո��ӳɱ��ߣ������ߴ硢������������ͨ��ģ�����е���ܽϲ����Ҫԭ���ǣ���̬��Ϊ�Ƚ�����֤�����������������ִ�
76������ѡ���� ��������ȱ����Ͻ������Բ���Ĺ�ϵ���أ�����
A.�����ƣ�
B.�����㣻
C.�����
D.��©��
����鿴��
����𰸣�D
���������������
77���ʴ��� Ӱ�������ȵIJ����ʹ�����������ʲô��
����鿴��
����𰸣�Ӱ�������Ȳ����������ǹ��߲��Ϻ���������Ӱ�촫��������
��������������Ӱ�������Ȳ����������ǹ��߲��Ϻ���������Ӱ�촫���������ǹ����͵��߲��ϵĵ���ϵ���Լ����������ı仯
78���ʴ��� ���ڱ���������ʲô��Ϊ��ֹˮƽ�����ڽ��ڱ��г���ȡ��Щ��ʩ��
����鿴��
����𰸣����ڱ������ã�1���н����Խ����еĽ���Һ�����ڽ�ע��2
�����������������ڱ������ã�1���н����Խ����еĽ���Һ�����ڽ�ע��2�����ͽ���Һ�ij����
������Һƽ�ȵ���ֱ������3����������ֹ������룻4����߳���ѹ��ͷ��
��ʩ��1�����ڱ��н���Һ��ĸ߶ȣ�H≥6dֱ�ϣ����ҽ��ڱ���ֱ����Ҫ����Բ�����ӣ�r>0.25dֱ�ϣ�2�����������潽�����õ��������բ�ŵȣ�3����������ṹ�Ľ��ڱ�������ʽ������ʽ������Ƭʽ��բ��ʽ�ȡ�
79���ʴ��� ʲô��Һ̬�Ͻ�ij����������Ͻ��������ȡ������Щ���أ��Ͻ�������Բ��ö����������к�Ӱ�죿Ϊʲô���ֵ������Ա������
����鿴��
����𰸣�1���Ͻ�ij���������Һ̬����������͵�������
��������������1���Ͻ�ij���������Һ̬����������͵�������
2���Ͻ��������ȡ������Щ���أ���ѧ�ɷֺͽ�ע������
3���Ͻ�������Բ��ö����������к�Ӱ�죺���������ͽ����㣻
4��Ϊʲô���ֵ������Ա���������ֵĽᾧ�¶ȸߣ��ᾧ�¶ȷ�Χ��
80���ʴ��� �ý���������ʱ��������ΪʲôҪԤ�ȣ�
����鿴��
����𰸣�Ԥ�����ã�
��1�����⽽���㣬���ȱ����������������Ԥ�����ã�
��1�����⽽���㣬���ȱ��
��2�����������ǿ���ȳ����Ӱ�����������
81������� ǥ��ʱ��ʹ��ǥ���⣬����ʹ�ã���������ǥ�������е������ǣ�1��������2��������3������ǥ�ϵģ�����
����鿴��
����𰸣�ǥ�����������������ǥ�ϱ����ϵ�����Ĥ�����ʣ���������𱣻�
��������������ǥ�����������������ǥ�ϱ����ϵ�����Ĥ�����ʣ���������𱣻����ã��������
82������ѡ���� �������ϵĵ���ģ�����¶ȵ����߶�������
A.������
B.���ͣ�
C.���䡣
����鿴��
����𰸣�B
���������������
83���ʴ��� ������ģ�������ʲô��ȱ�㣿
����鿴��
����𰸣��ٹ��ͱ�ģ�͵��ŵ㣺a�豸����λС��Ͷ���٣�b��
���������������ٹ��ͱ�ģ�͵��ŵ㣺a�豸����λС��Ͷ���٣�b��С�������ͣ��Ͷ������ã������ʸߣ�����ʵ�ֻ�е�����Զ�����cģ�۸�������ӹ����ף�d�ͼ���ѧ���ܺã�e���������ʸߡ�
��ȱ�㣺�ͼ��ߴ羫�Ȳ��ߣ��ɶ�����״��
84������ѡ���� ��һ�������ȱ��εĶͼ��������ִ���������Ҫ����Ҫԭ���ǣ�����
A.ʼ���¶ȹ��ߣ�
B.ʼ���¶ȹ��ͣ�
C.�ն��¶ȹ��ߣ�
D.�ն��¶ȹ��͡�
����鿴��
����𰸣�C
���������������
85������ѡ���� ģ�ͼ��ijߴ繫�������ɶ͵ijߴ繫�����Ϊ����
A.���
B.����
C.���Ҫ��ö�
D.���ҪС�Ķ�
����鿴��
����𰸣�D
���������������
86���ʴ��� ���췽����ѡ��ԭ��
����鿴��
����𰸣���������������С�����豸��������ʵ��ˮƽ�������й���
����������������������������С�����豸��������ʵ��ˮƽ�������й���������ϸ������췽���Ļ��������ص㣬�ڱ�֤�������Ҫ���ǰ���£�ѡ������Ʒ���ȶ��ͳɱ����������췽����
87���ʴ��� ����������ص���ʲô�����ʺ��������������
����鿴��
����𰸣���1������Ѹ����ȴ����ᾧϸ����֯�����ܡ�������ע����
����������������1������Ѹ����ȴ����ᾧϸ����֯�����ܡ�������ע���ᾧ�Ĺ����ֻ�ʹ���������������ϵ���֯���ȡ�
��2������ð�ڣ��ɽ�ʡ�������ġ�
��3����������������������ڻ�е�����Զ���������Ч�ʸߡ�
��4��������������õĸ��������������������Ƽӹ������ʡȥһ������ǰ�������ļ��ȹ��ʿɴ��ؽ�ʡ��Դ�������������Ч�ʡ�
��5��Ӧ�÷�Χ��һ�������ԣ�ֻ���������治��ij����������������취���Խ�ע�֡�����ͭ�Ͻ����Ͻ�þ�Ͻ�ȶ�����״����ij������������������������������Ӻ�������״���ȵij���������ʱ�������Ķ�����״Ҳ��������������ͬ
88���ʴ��� ���ӽ�ͷ���ļ�������ɣ���������֯�����к��ص㣿
����鿴��
����𰸣����ӽ�ͷ�������졢�� ��������Ӱ������<
�����������������ӽ�ͷ�������졢�ۺ�������Ӱ������
��1������
��������Ľᾧ�Ǵ��۳صױڿ�ʼ�����ij�����ȴ�ٶȿ죬�γ�����������������������ɵĴִ����״��̬��֯����һ������£�����ɷֲ����ȣ����ң���������������ƫ�������γɵ��۵����ʺ����������Ӷ����º�����ѧ���ܱ����ǿ�ͨ�����Ͻ�ǿ��������һ�㺸������ܲ�����ĸ�ġ�
��2����Ӱ����
��Ӱ�����Ǻ��ӹ����У������Ӳ��������Ⱥ�δ�ۻ�����������֯����ѧ���ܷ����仯�������ݺ��츽����������������ͬ����Ӱ�����ֿɷ�Ϊ���������������Ͳ��������������ν�������ʱ�����ܳ����ٽᾧ����
��������������Ӱ�����У����й�����֯���������ִ����һ���������Ϊ���������¶�����Ϊ��������11000C������Լ1~3mm�����������������ԡ����Ժܵͣ������dz�����Խϵͣ�
���������������¶�����Ϊ11000C��AC3��֮�䣬����ԼΪ1.2~4mm������Ӱ�����൱���ܵ������ȴ�������һ��������̼�ֽ�������ʱ�����ؽᾧ����ȴ����ϸС�����ȵ�������+�������֯����ˣ�����������ѧ���ܸ���δ����������ĸ�ġ�
�����������������Ӱ�����ڷ����˲������������Ϊ������������¶�����ΪAC1~AC3��֮�䣬������������֯������䣬��ȴ������С�����ȣ���ѧ���ܱ�ĸ�IJ
3���ۺ���
�ۺ����Ǻ��ӽ�ͷ�к�����ĸ�Ľ��ӵĹ����������Ǻ��������ĸ�Ľ����Ľ�������������¶Ƚ���Һ��������֮�䣬����ʱ�������ڰ��ۻ�״̬���ɷֲ����ȣ���֯�ִ����Ժ����Լ���Ǻ��ӽ�ͷ����������������ˣ������ۺ�����խ����0.1-1mm����������Ȼ�ںܴ�̶��Ͼ������ӽ�ͷ�����ܡ�
89���ʴ��� �����е���ά��֯�������γɵģ����Ĵ��ڶ���������к����ף�
����鿴��
����𰸣���1���ֶ���ѹ���ӹ��в������Ա���ʱ����������ľ�����
����������������1���ֶ���ѹ���ӹ��в������Ա���ʱ����������ľ�����״���ؾ���ֲ������ʿ�״�����ű��η�������������ά��״�����У���ά״�����ʲ��ܾ��ٽᾧ����ʧ�������Ա��κ������������ֽṹ����ά��֯��
��2����ά��֯�Ĵ���ʹ����ֲ�״������ͨ���ȴ���������ֻ��ͨ����ͬ�����ϵĶ�ѹ���β��ܸı䡣ͬʱ������Ҳ����������ά��֯�ķ����ԣ��ӹ����ʹ������ױ��жϡ�
90���ʴ��� ��ν�Ͻ��������Ӱ��Ͻ���������������Щ��
����鿴��
����𰸣��Ͻ���������Ͻ��ڽ�ע������ֱ����ȴ�����µĹ��������
���������������Ͻ���������Ͻ��ڽ�ע������ֱ����ȴ�����µĹ��������������������Ӱ�����أ�1.��ѧ�ɷ�2��ע�¶�3.�����Ľṹ����������
91������� ���ϳ��ذ��������ͣ������ַ��빤��
����鿴��
����𰸣���ף�����
����������������ף�����
92���ʴ��� �������ʱ������ȱ����ʲô���ֱ��ȡʲô��ʩ���Խ����
����鿴��
����𰸣�����ȱ�ݣ������������ʩ������D�D��ѹ��Ȧ
������������������ȱ�ݣ������������ʩ������D�D��ѹ��Ȧ
�����D�D��ģ��ļ�϶Ҫ���ʣ���ģ���Բ��Ҫ���ʣ�ѡ�ú���������ϵ����
93���ʴ��� ʲô�Ǽӹ�Ӳ���������ԭ����ʲô��
����鿴��
����𰸣������ʱ����������Ϊ�龧�飬���־���Ť����λ���ܶ�����
�������������������ʱ����������Ϊ�龧�飬���־���Ť����λ���ܶ����ӣ����Ž�������γ̶ȵ����ӣ��������ϵ�ǿ�ȡ�Ӳ�ȵ�ָ�궼������ߣ������ԡ����Ե�ָ���ֻ��½���������ͳ�Ϊ�ӹ�Ӳ����
94������� Ӱ��������ӵ���Ҫ�����У�����ѹ����
����鿴��
����𰸣��¶�
���������������¶�
95���ʴ��� ��ü����ж���������Ե�����������.ͨ�������ǡ����桢ë�桢ë���IJ�����ɣ����ĸ������������γɵģ�
����鿴��
����𰸣����ǣ������ڳ�ù������пڸ����IJ��ϱ�ǣ��������Σ���
�����������������ǣ������ڳ�ù������пڸ����IJ��ϱ�ǣ��������Σ����������죩�Ľ����
���棺���������Ա��ι�����ģ����ģ����ѹ������ϣ�ʹ���ܵ�����Ӧ��η�ͼ�ѹӦ��ζ�����ö��γɵġ�
ë�棺���������пڴ�����������Ӧ��ζ�����²�����չ���Ѷ��γɵġ�
ë�̣����ë�������пڸ����IJ����ϲ��ϳ�������ʱ�γɵġ���ģ��������ʱ����ʹ���γɵ�ë�������������ڳ�ü��ϡ�
96������ѡ���� ƽ�ͻ���ģ����ʹ�õĶ�ģ����������ɣ������������ֱ�ķ�ģ�棬���ƽ�ͻ������ڶ��죨����
A.������ͼ���
B.������ͼ���
C.��ͷ������ͼ���
D.A��C��
����鿴��
����𰸣�C
���������������
97������ѡ���� ����Բ��������100����Ϊ��������ʾ�������̥ģ�͡�Ӧѡ�ã�����
A.��ģ��
B.��ģ��
C.Ͳģ��
��Դ��www.91exam.org����鿴��
����𰸣�C
���������������
98���ʴ��� ʲô�ǹܲ����μӹ��е��ζ�оͷ���ι��գ�
����鿴��
����𰸣��ζ�оͷ����Ҫ�ṹ�ߴ����Ǻ��ε�ֱ���볤�ȡ�������
���������������ζ�оͷ����Ҫ�ṹ�ߴ����Ǻ��ε�ֱ���볤�ȡ���������������ʵ���ζ�оͷ�ȶ����εĻ��������ǣ�α��β��ρ������ρΪоͷ����ڱ�֮���Ħ���ǡ�α��β֮��IJ�һ��Ϊl°��3°�������ֳ�ͨ��ȡα��12°��β��9°��d�ɹܲĵ��ھ�������l1ȡģ����������6��10mm��l2�ij����ɼ��ι�ϵȷ������Բ���ε�ֱ��D�ͳ���l3�������η�ʽ����Ʒ���ȵIJ�ͬ���졣
99���ʴ��� ʲô����������칤�����ԣ�ΪʲôҪ������������칤���Է�����
����鿴��
����𰸣����칤���ԣ�����ı����ṹӦ��������������Ҫ�ȱ���
�����������������칤���ԣ�����ı����ṹӦ��������������Ҫ�ȱ����������칤�չ��̵�˳�����У������ڱ�֤��Ʒ��������
���칤���Է��������ã�
1.�������ṹ�Ƿ�������������Ĺ���Ҫ��
2.�ڼȶ�������ṹ�����£���������������п��ܳ��ֵ���Ҫȱ�ݣ��ڹ��������Ӧ��ȡ�Ĺ��մ�ʩ��
100������ѡ���� �������ܳ����д��ܵ�ģ��ͨ���ɣ������
A.��ģ���֡���ģ���֡�����
B.��ģ���֡���ģ���֡���ȴװ�á��пڲ��ֺ͵���
C.��ģ���֡���ģ���֡���ȴװ�á��пڲ���
D.��ģ���֡���ģ���֡���ȴװ�á�����
����鿴��
����𰸣�B
���������������
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
����Ͽ�ѧ�����
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
���Ͽ�ѧ�����ϳ�����ѧ����⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




