�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1������� ע��ģ����ʱ������ͨ�����ã������������������ַ�ʽ��
����鿴��
����𰸣����÷������������ڷ������Ͽ���������������������ϼ�϶������
�����������������÷������������ڷ������Ͽ���������������������ϼ�϶��������������������
2������ѡ���� ʹ��ϸ������ʱ��Ҫ������Ƴɣ�������ߣ�������ֹʧ�ȡ�
A��ֱ���͡�ǿ��
B��ֱ���͡��ն�
C��̨���͡��ն�
D��̨���͡�ǿ��
����鿴��
����𰸣�C
���������������
3������ѡ���� �ƶ�ʽѹ��ģ��ģ������Ϊ�������֡�
A.������ģ��������ģ
B.ײ������ģ��жģ����ģ
C.�̶�ʽ֧�ܺͿɵ�ʽ֧��
D.��������жģ�ܺ�˫������жģ��
����鿴��
����𰸣�B
���������������
4������ѡ���� ���в��������ػ����ص���ǣ�����
A���ӹ����ȸߡ�Ʒ���ȶ�
B���ӹ�����Ч�ʸ�
C���Զ����̶ȸ�
D��Ч�ʵ�
����鿴��
����𰸣�D
���������������
5���ж��� ����ϩ�Ⱦ۱�ϩ�Ŀ�������ѹǿ�ȶ�Ҫ�á�
����鿴��
����𰸣���
���������������
6���ʴ��� �ȹ�������ģ�ܳ���ʱ��ѹģ�ļ��Ⱥ��¶ȿ��Ƶ�������ʲô��
����鿴��
����𰸣�ѹģ���ȵ����ã�һ����ʹ�������ڣ���������ԣ���һ����
��������������ѹģ���ȵ����ã�һ����ʹ�������ڣ���������ԣ���һ����ʹ���Ի�����������Ӧ�����������̻���ѹģ�¶ȿ��Ƶ����ã���С�¶���ʱ��IJ�����ʹ�¶���ģ���ڷֲ����ȣ�����ܼ�������
7������� ��ѹģ����ģ����ʽ�����к������ģ������������ģ������ģ�ȼ������Σ�����Ʒ���Ϸ����б���ģ�ߺͣ����������Ρ�
����鿴��
����𰸣���������ģ�����ģ��
����������������������ģ�����ģ��
8������� �ƶ�ѹ��ģ�������й㷺�������Ƶģ���������ѹ������ѹ���Ƴ��ܼ���
����鿴��
����𰸣�жģ��
��������������жģ��
9������ѡ���� ˫������ע��ģ�ڷ���ʱ�����ȷ��͵ķ����汻��Ϊ��һ�����棬�ã�������ʾ��
A��A-A
B��B-B
C��C-C
����鿴��
����𰸣�A
���������������
10���ʴ��� Ϊ�˴ﵽ�Զ������ۼ���ֹ����֮Ŀ�ģ��ͻ�����Ҫ�����б��洦����һ�¿ͻ����������ļ��ֱ��洦�����ﵽ���ǵ�Ҫ�����پٳ����֣�
����鿴��
����𰸣�Ϊ�˴ﵽ�Զ������ۼ���ֹ����֮Ŀ�ģ��ͻ��������öƸ���
��������������Ϊ�˴ﵽ�Զ������ۼ���ֹ����֮Ŀ�ģ��ͻ��������öƸ���Ⱦ�ڡ���ɫ��������ɫ���������ᡢ���Ѽ���ɳ�ȱ��洦�����ﵽ���ǵ�Ҫ��
11������ѡ���� �ϴ����ģ���е������ǣ�����
A.�������өpѹ�ϩp����
B.����
C.����ģ�߸߶�
D.��������
����鿴��
����𰸣�A
���������������
12������ѡ���� �ܼ�����ģ��ʩһ�����������
A������߳�������ı�������
B���ʵ�������ģб��
C���ʵ����������������ֲڶ�
D��ģ���ܼ�����������ṹ
E����Ҫ��ȡ��о���ڶ�ģ����ǻ���ڶ�ģ
����鿴��
����𰸣�B, C, D
���������������
13������ѡ���� ��ϻ��ǣ�������ϲ��֡�
A.ģ�밼ģ
B.�ܼ���ģ
C.�ܼ��밼ģ
D.���϶�����
����鿴��
����𰸣�A
���������������
14���ʴ��� ABS����������¶ȶ��٣�
����鿴��
����𰸣�200~230
��������������200~230
15������� �����ݛi���ϵķ����ɷ�Ϊ����е���������ͻ�ѧ����
����鿴��
����𰸣�������
��������������������
16������ѡ���� ѹע���͵��¶�һ���ǣ����ȡ�
A��50-80
B��80-130
C��130--190
D��190-280
����鿴��
����𰸣�C
���������������
17������� �ƹ��Ƴ���ģ�����Ƿ���Ҫ��λ����������
����鿴��
����𰸣���Ҫ
����������������Ҫ
18������� �����ڼ�����������Ҫ���Ż�ͷ����������ȷֲ�������Ҫ�����٣�����
����鿴��
����𰸣����ȣ�����һ��
�����������������ȣ�����һ��
19���ʴ��� ��������ϲ�ʱӦ�ô����¼������濼�ǣ�
����鿴��
����𰸣�ѹע����ʱΪ�������������ϣ���ֹ�۽Ӻۼ��IJ�������ʱ
��������������ѹע����ʱΪ�������������ϣ���ֹ�۽Ӻۼ��IJ�������ʱ��Ҫ�ڲ����۽Ӻۼ��ĵط��������ʵ�λ�Z�������ϲۡ����ϲ۶�������¿����ڷ������ϣ�һ����ģ����ȷ�����������ʱ��ȡ��Ȼ������ģ������
20���ʴ��� �ᾧ�Ծۺ��������к�Ӱ�죿�����ϼӹ�����������Щ����Ӱ��ᾧ��
����鿴��
����𰸣��ᾧ�Ծۺ������ܵ�Ӱ��
��1�����ܶȵ�Ӱ�졣
���������������ᾧ�Ծۺ������ܵ�Ӱ��
��1�����ܶȵ�Ӱ�졣�ᾧ��ζ�ŷ������Ѿ����гɹ��������ܵĹ��ͣ����Ӽ�������ǿ���ܶ���ᾧ�ȵ��������ߡ�
��2��������ǿ�ȵ�Ӱ�졣���ڽᾧ�Ժ�ۺ�������֮����������ǿ������ǿ��Ҳ������ߡ�
��3���Գ���Ͷȵ�Ӱ�졣�ᾧ̬�ۺ�������������������У�����ͶȾ��ȷǾ�̬ʱ���͡�
��4���Ե���ģ����Ӱ�졣�ᾧ̬�ۺ���ĵ���ģ��Ҳ�ȷǾ�̬ʱС��
��5���������ܵ�Ӱ�졣�ᾧ��������߾ۺ���������¶Ⱥ��ȱ����¶ȡ�
��6���Դ��Ե�Ӱ�졣�ᾧ��ʹ�ۺ�����ע��ģ�ڵ���ȴʱ�����̣�ʹ���ͺ����Ʒ����һ���Ĵ��ԡ�
��7����������Ӱ�졣�ᾧ��ۺ�����������������з�������������ᾧ��Խ�ߣ��������Խ�ᾧ̬�Ƽ��ȷǾ�̬�Ƽ�������������������������������Ϊ�ۺ�����ģ�ڽᾧ��������ɵġ�
��8���Ա���ֲڶȺ����ȵ�Ӱ�졣�ᾧ��ķ������������л����Ӿۺ�����֯�ṹ�������ԣ��Ƽ�����ֲڶȽ���˶����ͣ�������������Ⲩɢ�䣬���Ƚ����С��ɥʧ��
Ӱ��ᾧ���أ�
��1�������¶Ⱥ�����ʱ�䣻
��2����ȴ�ٶȣ�
��3����Ӧ����ѹ����
��4�����ӽṹ���ͷ������ʺ������ʡ�
21���ʴ��� ģ��ѹ�����ص���ʲô��
����鿴��
����𰸣�����ֱ�Ӽ�����ǻ�ڣ�ѹ������ѹ��ͨ��ģֱ�Ӵ��ݸ�����
������������������ֱ�Ӽ�����ǻ�ڣ�ѹ������ѹ��ͨ��ģֱ�Ӵ��ݸ����ϣ�ģ�����������ճ���ʱ����ȫ�պ�
22������ѡ���� ��ͼ�У��ĸ�б����б�ƣ��ڼӹ�����Ҫ���ϲ��������ǣ�����

����鿴��
����𰸣�D
���������������
23���ʴ��� �����ϳ����и��������Եİ취����Щ��
����鿴��
����𰸣�����ϻ죻����ע��ѹ�����������ϵ�����������������ƽ�עϵͳ
������������������ϻ죻����ע��ѹ�����������ϵ�����������������ƽ�עϵͳ����ʽ���ߴ磬λ�Z����ǻ����ֲڶȣ����������ȣ���ǻ��ʽ������ϵͳ����ȴϵͳ��
24������ѡ���� ѹע�������ǽ����ϴӼ�������ѹ�루����ѹ����ʩ��ѹ������Ҫ�����
A����ǻ
B��������
C��ѹ��
D����ģ
����鿴��
����𰸣�A
���������������
25�����ʽ���&nb sp; ��ѹѹ��
����鿴��
����𰸣�ע�����Ϊʹ���ϲ��ӽ��ڴ������Ͳ��������������������
��������������ע�����Ϊʹ���ϲ��ӽ��ڴ������Ͳ�����������������������ס�������ʩ�ӵ�ѹ����
26������� ����ģʧЧ����ʽ�ڣ��������ѡ���ʴ��ĥ��ȡ�
����鿴��
����𰸣�����
������������������
27������ѡ���� ������ģһ��Ӧ�������ܼ��ڷ��ͺ�����ѹ���ϣ�����һ�ߡ�
A.����װ�Z
B.����װ�Z
C.ģ
D.��ģ
����鿴��
����𰸣�A
���������������
28���ʴ��� ���ý��ڵ���ʽ����Щ�����ԵĴ��³ߴ�Ϊ���٣�
����鿴��
����𰸣����ڵ���ʽ�У�
��1��ֱ�ӽ���
��
�����������������ڵ���ʽ�У�
��1��ֱ�ӽ���
��2����㽽��
��3��DZ������
��4����Ե����
��5�������
��6��ƽ�콽��
��7���ַ�ʽ����
��8�������
��9�������
��10����������
��11�����ʽ���ڵȡ�
���ڳߴ�һ��Ϊ�ܼ��ں������֮һ���ķ�֮����
29������ѡ���� ���ʱ���ڹ���ѹ������Ӧ�ԳƲ�����ģ�ߵ����࣬�ڹ���ס��ģ�ϵ���1�ĽǶ�ӦȡΪ�����ˡ�
A��1º��3º
B��1º��4º
C��1º��5º
����鿴��
����𰸣�A
���������������
30������ѡ���� ij��Ʒ��15g����עϵͳ������20g����ǻ��Ϊ8������ѡ�����������ͺŵ�ע�ܻ�������
A��50��
B��100��
C��200��
D��500��
����鿴��
����𰸣�C
���������������
31���ʴ��� �����㲿�������ߴ�Ҫ������Щ���أ�
����鿴��
����𰸣���1���ܼ��������ʲ���
��2��ģ�߳��������
����������������1���ܼ��������ʲ���
��2��ģ�߳���������������
��3��ģ�߳��������ĥ��
��4��ģ�߰�װ�������Լ��������г��������ϼ�϶�ı仯��
32������� �����߳�����ȷ�Ǻϵ����������ֵ�ģ����ѹ����Ӧ�ֱ𣨣���
����鿴��
����𰸣����
�����������������
33�����ʽ��� ��ţ������
����鿴��
����𰸣���������ţ��ճ�Զ��ɵ����塣
����������������������ţ��ճ�Զ��ɵ����塣
34������� Ӱ���ü�ë�������ԭ�����п�ĥ�ۡ�������
����鿴��
����𰸣���϶��
����������������϶��
35������� ��ʵ��������б����б�Ǧ�һ��ȡ15��20�ȣ������������.
����鿴��
����𰸣�25
��������������25
36���ʴ��� ����������Ͳ���϶���ʼ����ͷ���¶ȷֲ���������ģ�
����鿴��
����𰸣��ɵ͵��ߣ��ﵽ���ϵ������¶�
���������������ɵ͵��ߣ��ﵽ���ϵ������¶�
37���ж��� Ϊʹ���ϼ��ڿ�ģʱ������о�ϣ��ܼ����ڿ���ģб��Ӧ������Բ����ģб�ȡ�
����鿴��
����𰸣���
���������������
38������� ��üȿ���ֱ�ӳ��Ƴ�Ʒ������ֿ���Ϊ���������Ʊ�ë����
����鿴��
����𰸣����ι���
�������������������
39������� �ۺ��������ڳ���ѹ������ʱ��ճ������������
����鿴��
����𰸣����
�����������������
40������� ѹ�����Ш�Ǧ�����б��������Ǧ���Ӧ���㣨����
����鿴��
����𰸣�����>��
������������������>��
41������ѡ���� �ܼ���С��ģб������������.������С.�ܼ��ģ����������йء�
A.������
B.���γߴ�
C.�ߴ羫��
����鿴��
����𰸣�C
���������������
42���ʴ��� �ܼ��˻��Ŀ����ʲô��
����鿴��
����𰸣�������Ӧ�����ȶ��˳ߴ磻���ڽᾧ�����ϻ�����߽ᾧ�ȣ�
��������������������Ӧ�����ȶ��˳ߴ磻���ڽᾧ�����ϻ�����߽ᾧ�ȣ��ȶ��ᾧ�ṹ���������˶����쳤�ʡ�
43������ѡ���� ��ѹע�������У�ϣ�����������������Ƚ�����ʹ�����¶����ߣ���һ���ܻ���
A��û��
B����
C������
D������
����鿴��
����𰸣�B
���������������
44������ѡ���� ��������������������ģ��ʱ��Ӧ�裨����
A��������
B��������
C��������
D�����ϲ�
����鿴��
����𰸣�C
���������������
45���ʴ��� ʲô�в�����ͳ�о������
����鿴��
����𰸣���ɲ������ֿ��ͱպϵĻ����в�����ͻ�������ɲ���о
����������������ɲ������ֿ��ͱպϵĻ����в�����ͻ�������ɲ���о�����λ�Ļ����в����о������������ͻ����������о���������ϲ����κβ�𣬾�Ϊ�����˶��������ʰѶ���ͳ��Ϊ������ͳ�о������
46������ѡ���� �ȴ����У�HRC60��˱�ʾ���ǣ�����
A.ά����Ӳ��
B.����ʯ��
C.����Ӳ��
D.Ф��Ӳ��
����鿴��
����𰸣�B
���������������
47������ѡ���� ����������ģ���е���Ҫ�����ǣ�������һ����ѹ����
A.����
B.��λ
C.����Ͷ�λ
D.��ģ
����鿴��
����𰸣�C
���������������
48���ʴ��� б������б�����ȷ����
����鿴��
����𰸣�Ҫ�õ�һ���ij�ξ�S��б����б��αԽС��б
��������������Ҫ�õ�һ���ij�ξ�S��б����б��αԽС��б��������Ч���ȣ��Խ��S�ϴ�ʱ���콫�ܵ�ģ�ߺ�ȵ����ƣ�������α�����ʹ���С����б��������P������Ϊ����б������ǿ��Ҫ���ʵ�����б������ֱ�����跨��С�������ء��������������������ͬ������£�α��5°����45°��б������������һ�������������ֱ���ķ�����������ǿ��Ҫ��ֱ��ֻ������26�����ɡ�����ξ��Сʱ��б����б�ǿ�ȡСЩ����ξ�ϴ�ʱ��б�ǿ�ȡ��Щ��һ��û�б�Ҫ����45°��
49���ʴ��� ע��ģһ������Щ��������ɣ���������ʲô���ã�
����鿴��
����𰸣�����ģ���ϸ�������������ã���ϸ��Ϊ���¼������֣�������������������ģ���ϸ�������������ã���ϸ��Ϊ���¼������֣�
1�����������������ǹ���ģ����ǻ�������
2����עϵͳ������������ע�������������ǻ��������
3�����������������������ģ��ȷ�պϣ���֤������ģ��ģ������ȷλ�á�
4������������о����ʹ������о�ƶ��Ļ�����Ϊ�����о���� ��
5����ģ�������ܼ��ͽ�עϵͳ���ϴ�ģ�����ѳ��Ļ�����
6���¶ȵ��ڿ���ϵͳ����ע�乤�ն�ģ���¶ȵ�Ҫ��
7������ϵͳ�ų�ģǻ�����塣
8�������ṹ��������ṹ�����Ϊ������ģ�߽ṹ�ϵ�Ҫ������õģ���̶��塢������ģ���塢֧�а塢�����ݶ��ȡ�
50������ѡ���� �ܼ���С��ģб�����������ܡ������ʴ�С���ܼ��ģ����������йء�
A��������
B�����γߴ�
C���ߴ羫��
D������ֲڶ�
����鿴��
����𰸣�B
���������������
51������� ���ڸ߾�����Ʒ����ǻ�������׳���������
����鿴��
����𰸣�4
��������������4
52������ѡ���� ��ʪ�������¶�Ϊ������
A��20-30
B��30-60
C��60-100
D��100-120
����鿴��
����𰸣�D
���������������
53������ѡ���� ABS�����������г��õ�ƽ���������ǣ�����
A.0.5%
B.0.8%
C.1.0%
D.1.2%
����鿴��
����𰸣�A
���������������
54������� �ݸ�ʽע�ܻ���ע�ܳ���ǰ����ע�ܻ���Ͳ�вд������뽫Ҫʹ�õ����ϲ�ͬ����ɫ��ͬʱ��Ҫ������ϴ��Ͳ����ϴ��Ͳ�ķ�����ע����ϴ��������
����鿴��
����𰸣�������ϴ
��������������������ϴ
55������ѡ���� ���������ܼ�����ӹ����ࡣ
A����Ʒ�������ҧ���ӹ�
B����Ʒ���������ɰ�ڹ�
C����Ʒ������۶��F����
D����Ʒ������۹���
����鿴��
����𰸣�C
���������������
56���ʴ��� ģ�߲���ĥ�����������Щ�������ĸ�����Ҫ���أ�
����鿴��
����𰸣���1���������������ij�ˢ
��2���������в�
����������������1���������������ij�ˢ
��2���������в����ĸ�ʴ���������ʴ
��3����ģʱ�ܼ���ģ�ߵ�Ħ��
��4���������ӱ���ֲڶ���������Ҫ���´�ĥ�⡣
������ģʱ�ܼ���ģ�ߵ�Ħ������Ҫ���ء�
57������ѡ���� �����ע��ģ������������Ƴߴ����ʱ�����˸����������⣬������������������
A�������ȴ���Ӳ��
B������ֲڶ�
C����ģб��
D���ܼ��ijߴ�
����鿴��
����𰸣�C
���������������
58������ѡ���� ����ע����ͣ����ٳ�ģʱ�������ڸ߷��Ӷ���̶ȴ��������ܸ����������������ٳ�ģʱ���߷��Ӷ���̶�С���ܼ��۽�ǿ�ȸߣ���ģ�ٶ��ԣ���Ϊ�ˡ�
A�����ٳ�ģ
B�����ٳ�ģ
C���ٶȲ��˹���
����鿴��
����𰸣�C
���������������
59������ѡ���� ѹעģ������������״��ȡ��ͬ�����ʱ�ܱ������״�������Σ��������ڣ�����
A��ģ��������
B������Ħ��
C���������
D����Լԭ��
����鿴��
����𰸣�D
���������������
60������ѡ���� ��������ƣ�������
A�������������������
B�������������������
C�������Ϊ�߾�������
D��������;�������
E������Ȧ�����˹���
����鿴��
����𰸣�A, D, E
���������������
61������ѡ���� ���������������õ��ǣ�����
A�����ڳ�����������ģ
B���Ͳ�Ʒ�ɱ�
C��������������
D����ǿ������
����鿴��
����𰸣�A
���������������
62������ѡ���� �����������õ��豸�м������飬���в����ڼ���������Ҫ��ɵ��ǣ�����
A������
B������
C������ϵͳ
D����עϵͳ
����鿴��
����𰸣�D
���������������
63������ѡ���� Ӱ���ܼ��ߴ羫�ȵ���Ҫ�����ǣ����IJ���������ģ��������
A.����������
B.ģ���¶�
C.ע��ѹ��
����鿴��
����𰸣�C
���������������
64���ʴ��� �������Ƕ��ʽ��ģ��һ��Ӧ�÷�Χ��
����鿴��
����𰸣�һ������С���ܼ��Ķ���ǻģ�ߣ�������ǻ����֮��Ȼ������
��������������һ������С���ܼ��Ķ���ǻģ�ߣ�������ǻ����֮��Ȼ������Ƕ��ģ�߳�����
65���ʴ��� ��������ʹ�ں���һ�£�
����鿴��
����𰸣�Ϊ��ʹ�ں���һ�£��ڿ��ܵ�����³����ǽ���IJ����ڿ�
��������������Ϊ��ʹ�ں���һ�£��ڿ��ܵ�����³����ǽ���IJ����ڿա�����ڽṹ��Ҫ����в�ͬ�ıں�ʱ����ͬ�ں�ı�����Ӧ����1��3���Ҳ�ͬ�ں�Ӧ�����ʵ������ΰ뾶ʹ���ֻ������ɡ�
66���ʴ���
�������Թ����Ķ�����ģ�ṹ��ģ��ͼ�����濴ͼ��Ϊʲô��о��Ƴ�10°���ȣ�����ģ�ߵĶ���ԭ����

����鿴��
����𰸣���о��Ƴ�10°�����DZ��ں��Ƽ�����ϣ���ֹ
����������������о��Ƴ�10°�����DZ��ں��Ƽ�����ϣ���ֹ�Ƽ������˶������в���“ҧ��”������ģ�߶���ԭ����L1���ͺ���ʱ�������1�Ͷ����2��������������һ���˶����Ƹ����Ƽ��壬ʹ�Ƽ�������о�����������������2�������ѹ��������2ֹͣ�˶����Ƽ���Ҳֹͣ�˶����������1��ע������˵������¼����˶������뽫�Ƽ����Ƽ����ﶥ����
67������ѡ���� ����Ƴ�о����ʱ��Ҫ���ں�ģʱ�����У����Ի������������á�
A�����
B������
C������
D����λ�ݶ�
����鿴��
����𰸣�C
���������������
68������ѡ���� ���в�����Ӱ�����������������Ե���Ҫ�����ǣ�����
A���¶�
B��ѹ��
C��ģ�߽ṹ
D�������豸
����鿴��
����𰸣�D
���������������
69������ѡ���� ������������ܼ������Ӧ�����ѣ�����
A.�������м�����ǿ���ϼ��Ը���
B.����Ƕ��������Ԥ�ȣ�ֱ�ӷ���ģ����
C.���ܼ����к���
D.����ǰ���ϵ�Ԥ��
����鿴��
����𰸣�B
���������������
70������� ��������������һ��λ��ģ�ߵ�����λ�ã�����ע����ģ��������غϡ�
����鿴��
����𰸣�����
������������������
71���ʴ��� ������ͷ�����ԭ����ʲô��
����鿴��
����𰸣���ǻ��������һһ����������������Ӵ���Ӧ�������Ƕ�ʹ��
����������������ǻ��������һһ����������������Ӵ���Ӧ�������Ƕ�ʹ�����������������Ϲ��ȶ��ֽ⡣
�㹻��ѹ����һһΪ��ʹ�ܼ��ṹ��ʵ������������֧����ɵ����Ͻ�Ϸ죬��ͷӦ����һ����ѹ���ȡ���ȷ�Ľ�����״���ߴ�һһ��ģ����״���ߴ���ܼ�����״���ߴ粢����һ�µģ���Ϊ�����뿪ģ���Ժ�Ҫ�������ͣ��Լ�ǣ����������������Σ���ʹ��ģ�ijߴ���ܼ��ijߴ����һ����ƫ���������Ƶ�ʱ��Ҫ�Կ�ģ����״�ͳߴ���в������Ի����ȷ�Ľ�����״�ͳߴ硣
�ṹ����һһ���ڼӹ��Ͳ�ж
����ѡ�����һһ���ڻ�ͷ�����Ҫ���������ѹ�����ã�����Ҫ���㹻��ǿ�ȣ����ʱ��Ҫ�������������ǿ��У�ˡ����⣬������Ӵ������Ҫ���㹻����ĥ�Ժ���ʴ�ԣ���Ҫʱ����Ҫ�Ƹ���������Ҫ���Ҫ���е��ʴ�����Ӳ�Ȳ��ܵ���HRC45��50��
72������� ��������ϳ̶ȷ֣����ģ�ɷ�Ϊ������ģ������ģ�ͣ����ȼ��֡�
����鿴��
����𰸣�����ģ
������������������ģ
73������ѡ���� Ϊ�˷���ģ�ߵİ��ˣ��ڣ����IJ����ʵ���λ��ӹ�������˿�ס�
A.��ģ����ϴ��
B.ģ�������а�
C.�µ����ϵ��
D.�ϼа�
����鿴��
����𰸣�B
���������������
74������ѡ���� �Գߴ�Ҫ��ϸߵIJ�Ʒ��ģ�ߣ��䵼�������Ҫ�У�����
A.��������
B.�涨λ����
C.����������涨λ����
D.������
����鿴��
����𰸣�C
���������������
75���ʴ��� Ϊ��Ҫ�����ģб�ȣ���ģб�ȵĴ�С����Щ�����йأ������ģб��ʱҪע����Щ���棿
����鿴��
����𰸣������ܼ���ȴ���������ʱ���������ģ�ϣ�������ճ�����ö���
�������������������ܼ���ȴ���������ʱ���������ģ�ϣ�������ճ�����ö���������ǻ�ڡ�Ϊ�˱�����ģ����ֹ�ܼ���������ģʱ���ֶ��ס����ˡ����˵ȣ����ܼ����ʱӦ�����������к�������ģб�ȡ�
��1�����ܼ�����Ҫ���ʱ��Ӧ���ý�С����ģб�ȣ�
��2�����ϸߡ��ϴ�ijߴ磬Ӧѡ�ý�С����ģб�ȣ�
��3���ܼ���״���ӵġ�������ģ��Ӧѡ�ýϴ����ģб�ȣ�
��4���ܼ��������ʴ��Ӧѡ�ýϴ��б��ֵ��
��5���ܼ��ڽϺ�ʱ����ʹ��������������ģб��Ӧ���ýϴ����ֵ��
��6�����Ҫ����ģ���ܼ���������о��һ�ߣ���ô�ܼ����ڱ������ģб�ȿ�ѡ�ı������С��
��7����ǿ�ܼ���ȡ��ֵ��������������ģ���Ͽ�ȡСֵ��
��8��ȡб�ȵķ���һ���ڿ���С��Ϊ������ͼ����б����������ȡ�á������Դ��Ϊ������ͼ����б������С����ȡ�ã�һ������£���ģб�Ȧ����������ܼ����Χ�ڡ�
76������� ����������֬Ϊ��Ҫ�ɷֵģ������
����鿴��
����𰸣��߷����л���
���������������߷����л���
77���ʴ��� ѹע����ѹ������Щ�йأ�
����鿴��
����𰸣����������ࡢģ�߽ṹ���ܼ���״�й�
�����������������������ࡢģ�߽ṹ���ܼ���״�й�
78������� Ⱦ�ڡ��Ƹ���Ҫ��Ŀ���Ƿ�ֹ�������棨���q
����鿴��
����𰸣�����
������������������
79������� �����ͻ����͵����ܼ������ƣ�������о���͵��ǣ�����
����鿴��
����𰸣��ܼ�������
���������������ܼ�������
80������� ����ģ�ֿ��ӹ����ŵ�������ģ���У����ԣ��������ڶ̣����ڳ�����������ȱ����ģ�����칫��С��ģ���������ѡ��ɱ��ϸߡ�
����鿴��
����𰸣�����
������������������
81������ѡ���� ѹ��ģ��ע��ģ�Ľṹ����֮һ����ѹ��ģ������
A.�г��������û�м�����
B.�е��������û�м���ϵͳ
C.�м����ң�û��֧���㲿��
D.�м����ң�û�н�עϵͳ
����鿴��
����𰸣�D
���������������
82���ʴ��� ������֤ע��ģ��ģ�ķ����ԣ�
����鿴��
����𰸣�Ϊ�˱�֤ע��ģ��ģ�ķ����ԣ��ɽ���������������С��һ����С��
��������������Ϊ�˱�֤ע��ģ��ģ�ķ����ԣ��ɽ���������������С��һ����С������ֱ����ȣ�������һ��λ�ô���3��10mm��
83���ж��� ����һģ��ǻ��ע��ģ��������ǻ�����о����Ӧ��״.�ߴ綼��ȫһ�£���ͬһģ���ͺ����Ʒ����Ӧ��״.�ߴ���ȻҲ����ȫһ�µġ�
����鿴��
����𰸣���
���������������
84������ѡ���� �������ֽ����У���Ҫ���ڳ��ͳߴ����ֺ��������ܼ��Ľ����ǣ�������
A��ֱ�ӽ���
B���㽽��
C���ཽ��
D��DZ�뽽��
����鿴��
����𰸣�A
���������������
85�����ʽ��� ��ӹ�
����鿴��
����𰸣�����һ�������У�ͨ�����ߵ缫�����缫֮������ŵ�ʱ��
������������������һ�������У�ͨ�����ߵ缫�����缫֮������ŵ�ʱ�ĵ縯ʴ���ã��Թ������мӹ���һ�ֹ��շ�����
86������� ���۵��������ƣ���˫������ע��ģ�У�����һ��һ��Ҫ���õ�����
����鿴��
����𰸣���ģ
����������������ģ
87���ʴ��� ģ�������ʱ���������ģ������ѡ�õ�ע������������Щ�����У�ˣ��ӹ��գ���ģ���ֲ������������ǣ���
����鿴��
����𰸣�Ӧ��ע������ע������ע��ѹ������ģ������У���Լ���װ
��������������Ӧ��ע������ע������ע��ѹ������ģ������У���Լ���װģ������سߴ磬��ģ�г̣�����װ�Z����У�ˡ�
88���ʴ��� �����ܼ��ߴ粻�ȶ�����������Щ��
����鿴��
����𰸣������ܼ��ߴ粻�ȶ��������У�
ע����ĵ�����
�������������������ܼ��ߴ粻�ȶ��������У�
ע����ĵ�����Һѹϵͳ���ȶ���
���������ȶ���
���Ͽ��������������ʲ��ȶ���
�����������¶ȡ�ѹ����ʱ�䣩�仯���������ڲ�һ�£�
����̫С����ǻ���Ͽڴ�С��һ�£����ϲ�ƽ�⣺
ģ�߾��Ȳ����������������ȶ�����λ��ȷ��
89�����ʽ��� ����
����鿴��
����𰸣��������̶�ת����ת������������װ��
���������������������̶�ת����ת������������װ��
90������ѡ���� �������ϲ��ϣ����ʺ�ʹ������ģ��Сˮ�ڣ����ǣ�����
A��ABS
B��PA
C��PMMA
D��POM
����鿴��
����𰸣�C
���������������
91������� б������о�����У�����Ш��Ш�Ǧ���б��������б�Ǧ��Ĺ�ϵ�ǣ�����
����鿴��
����𰸣���=��+2�㡫3��
����������������=��+2�㡫3��
92������ѡ���� ����Ⱦ�ڻ�������ɫ�һ�������ǣ�����
A.������һ��
B.������һ��
C.��̼��һ��
D.���̲�һ��
����鿴��
����𰸣�B
���������������
93������ѡ���� ABS���ھ۱���ϩ��֬���ԵĻ����Ϸ�չ�����˹������ϣ����У������ص㡣
A.�����Ժ�
B.����ʪ
C.��
D.���.����.��Ӳ
����鿴��
����𰸣�D
���������������
94������ѡ���� ���ɰ���״�ɷ�Ϊ�����ȡ�
A.��������
B.�����
C.�����
D.�����
E.�嵯��
����鿴��
����𰸣�A, B, D, E
���������������
95������ѡ���� �����ڲ���ʽѹ��ģ���ص��ǣ�����
A���ܼ�����ѹ����
B������������
C����ʵ�Ժã���еǿ�ȸ�
D����ʵ�����
����鿴��
����𰸣�D
���������������
96������� ����һ��������֬�ͣ�����ɡ�
����鿴��
����𰸣����Ӽ�
�����������������Ӽ�
97������ѡ���� �۱���ϩ������������ߺк͵�غУ��������䣨������
A.���õľ�Ե����
B.��ɫ�Ժ�
C.��еǿ�ȸ�
D.�ϺõĻ�ѧ�ȶ���
����鿴��
����𰸣�A
���������������
98������� �����������ȫ�ɵ��������ܣ���ᷢ������������������ģʱ����ĥ��
����鿴��
����𰸣���
����������������
99������ѡ���� ����ģ�Ƴ�������λ�oһ������ڣ�����
A.�ܼ�������
B.�ܼ�������
C.�ܼ�����
D.��Ӱ���Ʒ����۲�λ
����鿴��
����𰸣�D
���������������
100������ѡ���� ���в�����ģ�ߴ�����ȴϵͳʱ�ȴ��ݵ����ֻ�����ʽ���ǣ�����
A���ȴ���
B���ȷ���
C����������
D����ȴ�ʹ���
����鿴��
����𰸣�D
���������������
101������� ��������עϵͳ��ƣ���������ע��ģ��עϵͳ����Ҫ��չ����
����鿴��
����𰸣���עϵͳ
����������������עϵͳ
102���ж��� ������Ч����ӦС�ڻ��鵼���۵Ŀ���
����鿴��
����𰸣���
���������������
103������ѡ���� ��������Ŀռ乹��һ���У�����
A������
B��֧��״����
C������
D��������
E������
����鿴��
����𰸣�A, B, C, E
���������������
104���ж��� ע��ģ�Ľ��Ͽڴ�������Ҳ���Ͽ�С������ҲС��
����鿴��
����𰸣���
���������������
105������� �ڶ���ǻģ���У���ǻ�ڷ�����������У����ͷ�ƽ��ʽ����.
����鿴��
����𰸣�ƽ��ʽ
��������������ƽ��ʽ
106�����ʽ��� ˫������ע��ģ���ע����������Щ��
����鿴��
����𰸣���1������һ��Ϊ�㽽�ڣ��������С��ͨ��ֱ��ֻ��0.5
����������������1������һ��Ϊ�㽽�ڣ��������С��ͨ��ֱ��ֻ��0.5-1.5mm��
��2����һ������ķ��о���Ӧ��֤��עϵͳ������˳��ȡ����
��3��Ϊ���м���ڹ��������еĵ����֧�У��ڶ�ģһ��һ��Ҫ���õ�����
��4��˫������ע��ģ���η��еķ����ж����������η��ͻ����еĵ���Ӧ����4�������ɵ�����Ӧ������ĥƽ�����ɵĸ߶�Ӧһ�£������ܶԳƲ������һ��������ģ������ܣ��Ա�֤����ʱ�м���ܵ��ĵ������ȡ�
107������� ţ�����������ճ�����塢ճ��������ͣ������塣
����鿴��
����𰸣�ʱ��������
��������������ʱ��������
108������ѡ���� ��������Ҫ���ð���������
A�����Ͳ�Ʒ�ɱ�
B����������µ�����
C��������ƷijЩ����
D�����ƺͷ�ֹ���Ͻ���
E����ֹ������Ʒȼ��
����鿴��
����𰸣�A, B, C
���������������
109������� ���ϳ�����������칫��Ϊ�ܼ��ܹ���ģ�����
����鿴��
����𰸣�1/3��1/6
��������������1/3��1/6
110������ѡ���� һ��أ�������һ��ע�ܲ�����Ӱ���ܼ����ͳߴ磨����
A����ģʱ��
B��ע��ѹ��
C����ѹѹ��
D����ѹʱ��
����鿴��
����𰸣�A
���������������
111������ѡ���� ���������ģ����ʱ������������Ʒ����ҪҪ���ǣ�����
A������ģб��
B���м�ǿ��
C���з�ת�ṹ��
����鿴��
����𰸣�C
���������������
112���ʴ��� ˳����ģ����Ӧ������Щ�������˫��ģ�����Ͷ�����ģ��������Щ����
����鿴��
����𰸣�˳����ģ����˫��ģ������Ӧ�����ܼ��Զ�ģ�Ͷ�ģ�ĸ������Ͱ���
��������������˳����ģ����˫��ģ������Ӧ�����ܼ��Զ�ģ�Ͷ�ģ�ĸ������Ͱ���������ʱ���ܼ������������ģб�Ȳ���ȵ�ԭ����ɶԶ���ģ�����������ж�ʱ��
˫��ģ�����Ͷ�����ģ���������𣺢�˫��ģ�����ڶ�ģ�Ͷ�ģ���������ģ�������ڶ�����ģ������ģ�߷���ʱ�ܼ����ڶ�ģ���ܼ��������ѳ����������ڶ�ģ��
113���ж��� ��ģʱ��ǻ�����ѹ��֮��Ʋ���ѹ��������ѹ������0ʱ����Ʒ�����װ��ݣ��ڲ�������ݡ�
����鿴��
����𰸣���
���������������
114������� �����ϵ��ͽ������ϣ������������������ϵĹ�λ������ѹ������һ���г��У��ڲ�ͬ�Ĺ�λ����ɣ����ij�ѹ����ij�ģ��Ϊ����ģ��
����鿴��
����𰸣��������������Ϲ�λ
���������������������������Ϲ�λ
115������ѡ���� ���ϵ���ɳɷ���Ҫ���кϳ���֬�������У����ȡ�
A.����
B.���ܼ�
C.��ɫ��
D.����
E.ǿ����
����鿴��
����𰸣�A, B, C
���������������
116������� �Զ����Ļ������Ҫ�ؾ��ǣ�����
����鿴��
����𰸣���е���
������������������
117���ʴ��� �ݸ�ʽע���������ʽע�����Ⱦ�����Щ�ŵ㣿
����鿴��
����𰸣�����ʽע����������ڻ�Ͳ��ֻ�ܽ����������Ƽ������������ܼ���
������������������ʽע����������ڻ�Ͳ��ֻ�ܽ����������Ƽ������������ܼ������ã��ܻ����õ�������Ҫ���ⲿװ�м���װ�õĸ��»�Ͳ��ȡ�á��ݸ�ʽע������ݸ��ڻ�Ͳ�ڵ���ת��������ǿ�ҵĽ���ͼ������ã���������֮����о���Ħ��������˶������ܴ������������ܻ�ʱ��������Դ�ڸ��»�Ͳ��������������Ħ���ȡ���ˣ�����ʽע����ܻ�����ʱ���Ȳ��ܲ�������ͼ��еĻ�����ã����ܻ�Ͳ�¶Ȳ�����Ӱ�죬���������֡��Ⱥ��¶ȷֲ��ľ����̶ȶ��Ƚϵͣ��ݸ�ʽע����ܻ�����ʱ���ݸ��ڻ�Ͳ��ǿ�ҵĽ�����������ò��������������и���ֻ�Ͼ�������������������Ⱦ������¶ȷֲ��������ܹ��õ����õ��ܻ�Ч����
118������ѡ���� ����Ӧ�������ܼ��ں������Լ��������������������ڲ�����
A.�Ϻ�
B.�ϱ�
C.����
D.���϶���
����鿴��
����𰸣�A
���������������
119���ʴ��� һģ��ǻע��ģ�������ǻ��Ӧ���ȷ����
����鿴��
����𰸣�����ȷ���ķ��������֣��ٰ�ע��������ע����ȷ����ǻ��
������������������ȷ���ķ��������֣��ٰ�ע��������ע����ȷ����ǻ�������ڰ�ע�ܻ��Ķ��ģ��ȷ����ǻ�����۰���Ʒ�ľ���Ҫ��ȷ����ǻ�����ܰ�������ȷ����ǻ����ʵ�ʹ����и���ʵ����Ҫ������ѡ������һ��������ȷ����
120������� ������һ��������ѹ���³�����ǻ��������Ϊ�����ԡ�
����鿴��
����𰸣��¶�
���������������¶�
121������ѡ���� ��ͬһ������о���ͻ�����ǰ����������ʱ��Ӧʹ���������������ݾ���ȡ�
A����ͬ
B������ͬ
C�����ֶ��п���
����鿴��
����𰸣�A
���������������
122������� ���������״��ƽ�桢б�桢�����桢������
����鿴��
����𰸣�����
������������������
123�����ʽ��� ����
����鿴��
����𰸣���ü������ϡ����ϣ������ϵIJ��÷�ʽ
����������������ü������ϡ����ϣ������ϵIJ��÷�ʽ
124������� ��Ӧ��������Ʒ���Ѻ��������������������ȱ��Σ�ʹ���ܻ�úϸ���Ʒ��
����鿴��
����𰸣�Ť��
��������������Ť��
125������ѡ���� ��ͷ��Ҫ���ڼӹ�����ģ�����
A����ƽ��
B����
C������
D������
����鿴��
����𰸣�B
���������������
126������ѡ���� ��б������о�����У�бШ�������Ш�ǡӱ����б������б������б��a����
A��0.5°��1°
B��1°��1.5°
C��2°��3°
D��2°��5°
����鿴��
����𰸣�C
���������������
127������� �Ƹˡ��ƹ��Ƴ�������ʱ�Ͳ���о�������棬���Ӵ�б����б�ǻ����ܱ������ʱ����Ҫ�������������Ш�Ρ�������λ�������������и�λ�������������и�λ�����ȼ�����ʽ��
����鿴��
����𰸣����ǻ�������
�����������������ǻ�������
128�����ʽ��� ����
����鿴��
����𰸣������ӷ���������ǻ������ͨ����
�������������������ӷ���������ǻ������ͨ����
129������� �ڶ���ǻģ���У���ǻ�ͷ������������У����ͷ�ƽ��ʽ���֡�
����鿴��
����𰸣�ƽ��ʽ
��������������ƽ��ʽ
130������ѡ���� ���в������ȶ������ǣ�������
A�����ȶ���
B�����ȶ���
C��������
D����֬
����鿴��
����𰸣�D
���������������
131������� ѹעģ�ķ���������Ӧ�����̣��䳤��Ϊ���������ֱ����1��2.5����������������Z�ڣ�������һ��ģ���ϡ�
����鿴��
����𰸣���ģ���ܼ�����
����������������ģ���ܼ�����
132������� ���ڵ���ʽ�����¼��֣�������ֱ���ͽ��ڡ�������DZ�����ڵȡ�
����鿴��
����𰸣��㽽�ڣ��ཽ��
���������������㽽�ڣ��ཽ��
133������ѡ���� �ӱں���Ƶĺ����������ǣ�������һ���ܼ��Ľṹ���Ǻܺ���������

����鿴��
����𰸣�A
���������������
134������ѡ���� ��ȷ��ʩѹ����ʱ���������У������ء�
A��������ѹ������
B�����ڼ���
C�����ڰ�װ�̶�Ƕ��
D����������
����鿴��
����𰸣�D
���������������
135���ʴ��� ΪʲôҪԤ��Ƕ����
����鿴��
����𰸣���Ƕ���������Ƽ������ڽ������������ߵ������ʲ�ͬ��Ƕ��
����������� �����Ƕ���������Ƽ������ڽ������������ߵ������ʲ�ͬ��Ƕ����Χ���������׳�������Ӧ�������ơ�������ǰ��Ƕ��Ԥ�ȣ��ɼ�С���ڳ���ʱ������������²���������Ƕ����Χ�����Ϸ�������Ӧ�������ơ����ڷ��������Դ�����ϣ���۱���ϩ���۱��ѡ���̼�����;����ȣ���һ�����Ԥ��Ƕ���������DZ��������ײ���Ӧ�����ѡ�
136������� �ڼ���ģ���У��ܼ�����״�ͳߴ������ȡ���ڣ����ͣ�����
����鿴��
����𰸣���ģ��������
����������������ģ��������
137�����ʽ��� �����Ƴ�����
����鿴��
����𰸣�������������������ɶ��ܼ�������ģ�Ļ���
��������������������������������ɶ��ܼ�������ģ�Ļ���
138������ѡ���� ���ڽ�עϵͳ�ṹ���У���.
A��������
B��������
C������Ѩ
D������
E����Ʒ
����鿴��
����𰸣�A, B, C, D
���������������
139���ʴ��� ����������ʱΪʲô������Ƴɿɲ�ж�����Ľ����ף�
����鿴��
����𰸣�1���ڸ���
2��ֹ����
3��Լ����
��������������1���ڸ���
2��ֹ����
3��Լ���Ϻͳɱ�
140���ʴ��� ���ʲô������ģ����ǻ��
����鿴��
����𰸣������ϳ��ͼӹ��У���ǻ��ָ��ģʱ����������ϳ����ܼ���
�������������������ϳ��ͼӹ��У���ǻ��ָ��ģʱ����������ϳ����ܼ��Ŀռ�
141������� �м絼���밲װ��Ӧ���ã������
����鿴��
����𰸣�H7/k6
��������������H7/k6
142������� ע��ģ�߰�����õ�������ʽ���Է�Ϊ����������
����鿴��
����𰸣���ͨ����ע��ģ��������ע��ģ
����������������ͨ����ע��ģ��������ע��ģ
143���ʴ��� ��Ҫ�ش�ģ�ļ���Ҫ������Щ��
����鿴��
����𰸣�һ����˵�����¼���Ҫ���ϡ��ȴ���������ֲڶȡ�����
��������������һ����˵�����¼���Ҫ���ϡ��ȴ���������ֲڶȡ����洦������ģ�ļӹ�
144���ʴ��� Ϊʲô˵�ܼ��ıں�Ҫ������
����鿴��
����𰸣�����̫��Ҳ����̫�������ܼ����͵ĽǶ������ǣ��ܼ��ı�
������������������̫��Ҳ����̫�������ܼ����͵ĽǶ������ǣ��ܼ��ıں���ܼ��������кܴ�Ӱ�졣���������ģʱ���ܼ��ıں�����������������ͨ����
ƫС���ܼ��ں��ʹ�������������������ӣ���ģ���ѣ������ӵ��Ƽ����Գ�����ǻ���ܼ���ģʱû���㹻��ǿ�ȳ���������ģ�������Ƴ������ܼ��ں����һ�������������ϵ�������ʹ�ܼ��ɱ���������һ���棬���ܼ��ij���Ҳ�Dz����ģ������������϶��ԣ������ӳ��ͺ����ȴʱ�䣬����Ч�ʴ���½���
145���ʴ��� ʲô��˫�Ƴ���������ʲô����ʹ�ã�
����鿴��
����𰸣�˫�Ƴ��������ڶ�����ģ��ͬʱ�����Ƴ������Ľ�˫�Ƴ�����
��������������˫�Ƴ��������ڶ�����ģ��ͬʱ�����Ƴ������Ľ�˫�Ƴ������������ڿ�ģʱ�ܼ��п������ڶ�ģһ����ܼ�����ģ��λ��ȷ���������
146������� ���ϵ�ʹ�����ܰ������������ܡ���������ѧ���ܡ������ܡ������ܵȡ�
����鿴��
����𰸣���ѧ����
����������������ѧ����
147������� ���ϵ����Ӽ�֮һ���ȶ����������÷�Ϊ���ȶ��������ȶ����ͣ�����
����鿴��
����𰸣���������
����������������������
148������� �������ϳ�����Ҫ����ҵ���ó��͵������У��������ϡ���Һ�ͷ�ɢ������ϡ�
����鿴��
����𰸣�����
������������������
149������ѡ���� ����������Ƴ�װ�Z�����������
A���ư塢֧�ж�����顢�Ƹˡ���λ�ˡ����ϸ�
B���Ƹ˹̶��塢֧�а塢�ư塢�Ƹˡ���λ�ˡ����ϸ�
C��֧�ж����Ƹ˹̶��塢�ư塢�Ƹˡ���λ�ˡ����ϸ�
D���Ƹˡ���λ�ˡ��Ƹ˹̶��塢�ư塢֧�ж�
����鿴��
����𰸣�C
���������������
150������ѡ���� ���ΪCRST=1.2��ļ�϶Ϊ������
A.3%~6%
B.7%~10%
C.11%~14%
D.l5%����
����鿴��
����𰸣�B
���������������
151���ж��� ע�ܻ��ע����������Ʒ���������������������ɡ�
����鿴��
����𰸣���
���������������
152���ʴ��� ����Ϊʲô����ȡ��һЩ��ͳ�IJ��϶����ǹ㷺Ӧ�ã�
����鿴��
����𰸣�1.�ܶ�С
2.��ǿ�ȱȸնȸ�
3
��������������1.�ܶ�С
2.��ǿ�ȱȸնȸ�
3.��ѧ�ȶ��Ժ�
4.���Ե�����ȣ������Ժ�
5.��ĥ�������Ժ�
6.ճ������ǿ
7.���ͺ���ɫ���ܺ�
153������ѡ���� ��ʽע���ϵͳ���ģ��ģ�����ߣ������Z��
A����ˮƽ
B������ֱ
C��ע���ע��ϵͳˮƽ����ģ��ģϵͳ��ֱ
D��ע���ע��ϵͳ��ֱ��ģ��ģϵͳˮƽ
����鿴��
����𰸣�A
���������������
154���ʴ��� ���ʲô�Ƿ����棿
����鿴��
����𰸣�ģ��������ȡ���ܼ��ͽ�עϵͳ���ϵĿɷ���ĽӴ����棬��
��������������ģ��������ȡ���ܼ��ͽ�עϵͳ���ϵĿɷ���ĽӴ����棬��Ϊ������
155������� ��ǻ�Ͷ�ǻע��ģ�� �����нϴ�����
����鿴��
����𰸣���עϵͳ
����������������עϵͳ
156������ѡ���� �������ܺ�ʱ϶̫���ܼ������������
A.����
B.��������
C.����
D.ճģ
����鿴��
����𰸣�A
���������������
157������ѡ���� ���������ģ�У����е������ǣ�����
A.����ѹ�����ϣ�
B.��ж�ϰ嵼��
C.���������ͽ�ʱ�ĵ���
D.���ƽ��ࣨ�ͽ�ʱ�ľ��룩ʵ�ֶ�λ��
����鿴��
����𰸣�D
���������������
158������� ���ݶ�����Դ�IJ�ͬ������������о����һ����Է�Ϊ�ֶ���������Һ���ͻ������ࡣ
����鿴��
����𰸣�����
������������������
159���ж��� ���������ϸ������ֻ�����ʽ��һ�����Ƹ���ʽ�����ϸˣ���һ�����ϸ��ǽ������Ƽ�����ģ�����ϸˣ�����͵���ʽ��Z��ͷ���ϸ�.
����鿴��
����𰸣���
���������������
160���ʴ��� ��������ע��ģ��˫������ע��ģ������
����鿴��
����𰸣���������ע��ģ�ֳ�����ģ��ֻ��һ�������棬ģ�߿�ģ�Ժ�
����������������������ע��ģ�ֳ�����ģ��ֻ��һ�������棬ģ�߿�ģ�Ժ��ܼ��ͽ�עϵͳ�������ڶ�ģһ�ߣ���ͬһ������ȡ����
˫������ע��ģ�ֳ�����ģ�������������棬A������ƶ���ģ�߿�ģ�Ժ��ܼ��ͽ�עϵͳ���Ϸֱ������������ȡ����
161�����ʽ��� ��ģ��
����鿴��
����𰸣���ָע����ĺ�ģ������ģ������ʩ�ӵ����н���������������������ָע����ĺ�ģ������ģ������ʩ�ӵ����н�����
162������ѡ���� б���뵼����Ӧȡ������ϡ�
A.��ӯ
B.��϶
C.����
D.�ϴ��϶��
����鿴��
����𰸣�B
���������������
163������ѡ���� ���������ã��������䶥�����湹������Ѩ�IJ��ּ�����״֮�⣬�������ڿ�ģʱ�����ϴ���������������
A���Ƹ�
B������Ѩ
C�����ϸ�
D����ǻ
����鿴��
����𰸣�C
���������������
164������ѡ���� ��װ����ʽע�����������ע��ģ�߽�עϵͳҲ��Ϊ������עϵͳ��
A���ώ��ʽ
B��ֱ����ʽ
C��б����ʽ
����鿴��
����𰸣�B
���������������
165������� ����������ʽģ�߳�����������Ʒʱ����ʹ�ô��У������ϸ˵�����Ѩ��
����鿴��
����𰸣�������
��������������������
166������ѡ���� ѹעģ�������ҵ������ɷ�Ϊ����������ʽ��ѹעģ��
A���ϼ����Һ��¼�����
B���̶���ʽ���ƶ�ʽ
C����ʽ������ʽ
D���ֶ�ʽ�ͻ���ʽ
����鿴��
����𰸣�A
���������������
167���ж��� �����ȹ������ϵĹ̻����ԣ���һ�����¶Ⱥ�ѹ�����������£�������Ӧ��ȫ������Ҳ�ʹﵽ�˹̻������ˡ�
����鿴��
����𰸣���
���������������
168���ж��� ��ԭ���Ͻ���ģ�������������������ϣ��������е����������϶����ɲ���������ע����͡�
����鿴��
����𰸣���
���������������
169���ʴ��� ����������ü�����ʽ��
����鿴��
����𰸣�������ʽ��
ƽ�桢б�桢�����桢����
��������������������ʽ��
ƽ�桢б�桢�����桢����
���ã���ģ�߷ֳ��������ɷ���IJ��֣�ʹ��ģ���ڹ���ʱ�ܹ������ͱպϣ��Ա�ȡ���ܼ�
170���ʴ��� դ��(������)�����λ�÷�ʽʱ��Ҫȡ�����ļ�����?
����鿴��
����𰸣�1�����ͼ��Ĵ�С
2�����ͼ��ĺ��
��������������1�����ͼ��Ĵ�С
2�����ͼ��ĺ��
3�����ͼ�����״
4���ij��ͼ������
5�����ͼ��Ĺ�����
171������� ����ˮ��ǿ��ճ��ˮ�����������ϣ��ڳ���֮ǰһ��Ҫ���У���������
����鿴��
����𰸣�����
������������������
172������� �����ܼ��ڱ���������ģ����о����Ҫ�У�����С��о�������������ͻ��ȡ�
����鿴��
����𰸣�����о��������о
������������������о��������о
173������ѡ����
��ͼ�ǻ�����ģ���װ�䣬һ������£�ͼ�е�h=������

A.10��15mm
B.15��20mm
C.20��25mm
D.30��50mm
����鿴��
����𰸣�C
���������������
174������ѡ���� ģ�ߵ�ƽ��ߴ�Ӧ����ע����ͻ�ģ��ߴ硣
A�����ڣ�
B�����ڣ�
C��С�ڣ�
����鿴��
����𰸣�C
���������������
175���ʴ��� PP����������¶ȶ��٣�
����鿴��
����𰸣�200~260
��������������200~260
176������� �������ϳ�����Ҫ����ҵ���ó��͵������з��ϡ������ϡ���Һ�ͷ�ɢ������ϡ�
����鿴��
����𰸣���
����������������
177���ʴ���
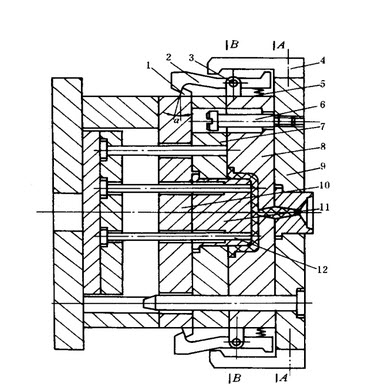
��ͼ�У�2��4��5��6�ֱ���ʲô���ã����2Ϊʲô�������б�棿
����鿴��
����𰸣����2-�����Ǵ�ģ�߶�������͵�һ����Ҫ�������֤A-
�����������������2-�����Ǵ�ģ�߶�������͵�һ����Ҫ�������֤A-A��B-B��˳����ͣ�4-ѹ�������ѹ����ʹ�����ڹ���5-����ʹ������λ�����2-�����������б�棬���ں�ѹ�����ðڹ��������ڸ�λ�͵������á�
178���ʴ��� NYLON66����������¶ȶ��٣�
����鿴��
����𰸣�240~290
��������������240~290
179���ж��� ���е������Ƽ�������ʹ��ǿ����ģ��
����鿴��
����𰸣���
���������������
180���ʴ��� С���ڵ��ص�����Щ��
����鿴��
����𰸣���1��С���ڿ�����������ͨ��ʱ�����٣�ͬʱ����ǰ������
����������������1��С���ڿ�����������ͨ��ʱ�����٣�ͬʱ����ǰ�������нϴ��ѹ��������������Եؽ���ijЩ��ţ����������ı���ճ�ȣ�ʹ��ģ���ס�
��2��С���ڴ��нϴ��Ħ����������������ͨ������ʱ������Ħ����һ��������ת������ܣ�ʹ����������¶����ߣ��¶�����Ҳ�ή�ͱ���ճ�ȣ���������ԡ�
��3��С���ڿ��Կ��Ʋ����̲���ʱ�䣬�Ӷ�������Ʒ��Ӧ����
��4��������ģ�����ڡ�����С���ڹ̻��죬������ijЩ�ܼ�ʱ�����Բ�������������ȫ�̻��Ϳ���ģ������δ�̻������ϴӽ��ڵ���֮�ݡ�
��5���ڶ�ǻģ�У�С���ڿ���ƽ�����ǻ�Ľ����ٶȣ��ر��������ʷ�ƽ��ʽ���õ�ģ���С�
��6�������Ƽ�������С�����г���İ̺۽�С������Ʒ�������Ӱ���С��
��7��������ģ��
С���ڵ�ȱ�㣺���������١����ʺϸ�ճ�ȵ����Ϻʹ��ͺ���ܼ���
181���ʴ��� Ϊʲôע��ģ��Ҫ���õ��������
����鿴��
����𰸣�ע��ģ������ģʱ����ģ�Ͷ�ģ���ֻ�ģ�������㲿����
��������������ע��ģ������ģʱ����ģ�Ͷ�ģ���ֻ�ģ�������㲿����������˶�����ע��ģ�����õ����������Ҫ�Ƕ���Щ������˶����㲿����λ�Ͷ���֤���ǵ�ȷ�Ժϡ�
182�����ʽ��� ����
����鿴��
����𰸣��ۺ���ļӹ����̣��γ�������״�ṹ�ķ�Ӧ��Ϊ�������������������ۺ���ļӹ����̣��γ�������״�ṹ�ķ�Ӧ��Ϊ����
183������ѡ���� ��ע�ܳ������У�����Ƕ��Ԥ�ȵ�Ŀ���ǣ�������
A.���Լ������ϣ�
B.����Ƕ����ǿ�ȣ�
C.����Ƕ����Χ���ϵ�����Ӧ����
D.������������
����鿴��
����𰸣�C
���������������
184������ѡ���� ����֮��ģ�߿������ѣ�������ܳ�����ǻ�ģ�����
A���ն�
B��ǿ��
C����ĥ��
D����ʴ��
����鿴��
����𰸣�A
���������������
185������ѡ���� ���ϵ����Ӽ�����������
A.����
B.���ܼ�
C.��ɫ��
D.�ȶ���
E.��
����鿴��
����𰸣�A, B, C, D, E
���������������
186���ж��� Ϊ�˽�����ʱ���ϱ����ӷ��������ų�ģ�ߣ������ڷ������Ͽ��������ۡ�
����鿴��
����𰸣���
���������������
187������ѡ���� ijЩ����£���ģ���ܼ����ڻ��������û���Ƴ������Ķ�ģ���࣬ģ�߽ṹӦ��ƣ���.
A��˫���Ƴ�������
B����������
C�������Ƴ�������
����鿴��
����𰸣�A
���������������
188������� �����б�Ҫ����Ҫ�ɷ�����֬����������ϳ���֬��ԭ����Ҫ�����ڣ�����
����鿴��
����𰸣�ʯ��
��������������ʯ��
189�����ʽ��� �������ܼ�
����鿴��
����𰸣����ӵ���������ʹ���ϵ��������ӵ����ʣ�
�����������������ӵ���������ʹ���ϵ��������ӵ����ʣ�
190������� ���ϵ��������л����Ϻͣ���������״�з�״����ά״��Ƭ״�ȡ�
����鿴��
����𰸣�������
��������������������
191������ѡ����
��ü������������ͼ��ʾ��״����������Ҫԭ���ǣ�����

A.��ü�϶�����ȣ��ұ�϶�����϶С��
B.��ģ�Ķ���������
C.��ü�϶�����ȣ����϶���ұ�϶С��
D.ѹ������λ����
����鿴��
����𰸣�C
���������������
192���ʴ��� ��ͨ��עϵͳ���ļ�������ɣ������ֵ����ú����Ҫ����ʲô��
����鿴��
����𰸣���ͨ��עϵͳ���������������������ڡ�����Ѩ��ɡ�������
����������������ͨ��עϵͳ���������������������ڡ�����Ѩ��ɡ������������ã���ע�ܻ�����ע�����������嵼�����������ǻ�����Ҫ��������˳����ǰ��������ģʱ��������������˳������������������Ƴ������׳������붨ģ���ڣ��ɸ�̼���߸����첢�ȴ�����Ӳ��
�����������ã��������뽽��֮���ͨ�����ڶ���ǻ��ģ���з������ز����٣��ڵ���ǻ��ģ���У��еĿ�ʡȥ�����������Ҫ������С�������ڵ�ѹ����ʧ�;����ܱ��������¶Ƚ��ͣ���Ҫ���Ǽ�С�������ݻ���
���ڵ����ã��ǽ�עϵͳ�Ĺؼ����֣����ڿ��������ٶȡ�����ʱ�估��ֹ�����ȡ����Ҫ��ʹ�����ԽϿ���ٶȽ��˲�������ǻ��ͬʱ�ڳ���������ʱ ��ȴ��ա�����Ѩ�����ã�����������ע�������������ϼ�����������ǰ�����ϣ���ֹ�������Ͻ�����ǻ�����Ҫ������Ѩ�ײ������۵Ĺ��λ����ݵİ��ۣ�ʹ����Ѩ���з�ģʱ�����������ϴ������������������������ڶ�ģһ������á�
193���ʴ��� ע�����һ�������Щ���ݣ�
����鿴��
����𰸣����ϡ��ܻ���ע�䡢��ȴ����ģ��������
�����������������ϡ��ܻ���ע�䡢��ȴ����ģ��������
194������� �����������׳��������루����
����鿴��
����𰸣���ģ
����������������ģ
195������� ���Բ�IJ��ϣ������������أ����Ѵ�����������������ռ�������٣�ë�̺�Բ�Ǵ���������֮�����ԺõIJ��ϣ���������ռ�����ϴ�
����鿴��
����𰸣���������
����������������������
196������ѡ���� ��ˮ��ģ���У�������AH��BH��CH��DH��AT��BT��CT��DT.
A.AI
B.BI
C.CI
D.DI
E.EI
����鿴��
����𰸣�A, B, C, D
���������������
197������ѡ���� ��о�������н�Сȱ�ڽ��ɲ�ȡ�����������ޡ�
A.���ͷ�����
B.�纸
C.����벻���
D.�����¼�
����鿴��
����𰸣�C
���������������
198���ʴ���
��������о����̨��̶�ʱ����ߴ�Ӧ�����ܼ��ߴ�Ҫ����ͼ4��1��ʾ��a����b�����ֳߴ��ע�������ֺ�������˵�����ɣ�

����鿴��
����𰸣�ͼb��ȷ����ΪͼAװ����ܱ�֤A���B��ƽ�룬����
��������������ͼb��ȷ����ΪͼAװ����ܱ�֤A���B��ƽ�룬������ģ�������϶������Bͼ�ijߴ��ע����о��ĵ���A’����װ��֤�߳�B’ƽ�棬Ȼ��һ��ĥƽ�����Ϳɴﵽ��ƽ��Ҫ��
199������ѡ���� ���ѹ��ģʱ�������ܼ��ߴ�ȷ�������ߴ磬�����ܼ�������Ʒ��ȷ�������ߴ硣
A��ģ�� ��ǻ
B����ǻ ������
C����ǻ ģ��
D���ṹ ģ��
����鿴��
����𰸣�B
���������������
200���ʴ��� ����ģ��Ϊ��Ҫ�����¶ȵ���ϵͳ��
����鿴��
����𰸣�ģ�ܳ����չ����У�ģ���¶Ȼ�ֱ��Ӱ�����ϵij�ģ���ܼ�
��������������ģ�ܳ����չ����У�ģ���¶Ȼ�ֱ��Ӱ�����ϵij�ģ���ܼ��Ķ��͡�ģ�����ں��ܼ���������ģ�ܹ����У�����ģ����һ���Ƚ�������Ҫ����ģ����������ƽ�⣬ģ��һ��Ӧ�������¿�ϵͳ����ģ�����ʱ��Ӧ��������Ʒ�ֺ�ģ�߳ߴ��С�Ȳ�ͬ��������Dz��ò�ͬ��ʽ��ģ�߽����¶ȵ��ڡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
�����������
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
��е���̣�����ģ���������⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




