�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1������� ĥ��ʱ�����ã����Ϳ���ɰ������Ч�ط�ֹ��������IJ�����
����鿴��
����𰸣�����ȴ��ʽ
������������������ȴ��ʽ
2���ʴ��� ʲô�Ǽн�����Ҫ�أ�
����鿴��
����𰸣��н��������õ㡢�н����ķ���ͼн����Ĵ�С�Ǽн�����Ҫ
���������������н��������õ㡢�н����ķ���ͼн����Ĵ�С�Ǽн�����Ҫ�ء�
3������� һ������ӹ��ߴ������̬�ֲ�ʱ�����������ֲ����ߵ�λ�ò������ı���ֵ�ֲ����߽��غ������ƶ������ı�����״���������DZ����ֲ����ߵ���״��������ֵ��С���ֲ����������м��ս�����֮��ƽ̹��
����鿴��
����𰸣��̣���
���������������̣���
4������ѡ���� �������������¼��֣���
A.����������������������������
B.���������������������������
C.����������������������������
D.����������������������������
����鿴��
����𰸣�D
���������������
5���ʴ���
����ͼʾ�н�������������ԭ�����ԸĽ���
����鿴��
����𰸣��н������õ�λ�ù�������С���������δĽ�����ͼ����
���������������н������õ�λ�ù�������С���������δĽ�����ͼ���н������õ�λ�ù������Խϴ�������С��
6���ʴ��� ����Ӽӹ�һ������ʱ�����ֵĹ����������ӹ����ķ��ࣿ
����鿴��
����𰸣�ϵͳ������������
��������������ϵͳ������������
7������ѡ���� �ü�Ӳ�����ʽ�������������ǣ�����
A.����ʽ������
B.��Ĥʽ������
C.����ѹ��������
D.����ʽ������
����鿴��
����𰸣�C
���������������
8������� ��ת�������Ͼ͵�����ת����������װ���ܵĴ���ǣ�����
����鿴��
����𰸣�Ϊ�˱�֤�����������������ת�����غ�
��������������Ϊ�˱�֤�����������������ת�����غ�
9���ʴ��� �н������õ㼰����ѡ���ԭ��
����鿴��
����𰸣�1.�н������õ��ѡ��ԭ��
�ټн��������õ�
��������������1.�н������õ��ѡ��ԭ��
�ټн��������õ�Ӧ���Զ�λԪ���������ڶ�λԪ�����γɵ�֧������
�ڼн��������õ�Ӧλ�ڹ������Խ�ǿ�IJ�λ�ϣ���Ը��Խϲ�Ĺ�����Ϊ��Ҫ
�ۼн��������õ�Ӧ���������ӹ����棬�Լ�С�������Լн��������
2.�н������÷����ѡ��ԭ��
�ټн����ķ���Ӧ��ֱ����Ҫ��λ���棬�Ա�֤�ӹ�����
�ڼн�������Ӧ�빤���ն����ķ���һ�£��Լ�С�����ļӽ�����
�ۼӽ�����Ӧ�����������������������ķ���һ�£��Լ�С�н�����
10���ж��� ��ƻ�һ����ʵ�ʴ��ڵġ�
����鿴��
����𰸣���
�����������ƻ�����ʵ�ʴ��ڵģ�Ҳ�����Ǽ���ġ���
11������� ������ͨ�����С������������������У�����η������е����ӹ��ߴ�ﵽҪ��Ϊֹ�ķ�����
����鿴��
����𰸣����з�
�����������������з�
12���ʴ���
��ͼ�д��ڽṹ���ղ�����֮������˵�����ɡ�

����鿴��
����𰸣�Ϊ����װ�䣬����Ʋ���������������ʱ��Ӧ����������
��������������Ϊ����װ�䣬����Ʋ���������������ʱ��Ӧ���������ڣ��Ա�װ��������
13���ж��� �ɵ�֧��һ��ÿ����Ҫ����һ�Σ�������֧�п�ÿ������һ�Ρ�
����鿴��
����𰸣���
���������������
14�����ʽ��� ��������
����鿴��
����𰸣���ָ�������۵ķ�����ȡ���������õļӹ�����
����������������ָ�������۵ķ�����ȡ���������õļӹ�����
15������� ��Ӳ�ʺϽ߸�������ʱ��һ�㣨����
����鿴��
����𰸣���������Һ
����������������������Һ
16���ж��� ��λ��ָ������һ�ΰ�װ�ڣ�������ͬ�о��ڻ�������ռ�е����λ�á�
����鿴��
����𰸣���
���������������
17���ж��� ����⾶�ߴ�Ĺ�������"����ԭ��"��ע��������ƫ��Ϊ�㡣
����鿴��
����𰸣���
���������������
18���ʴ��� ���õ�Ӳ�ʺϽ������ʲô������������ȴ��Բ���ʱ��Ӧѡ��ʲôӲ�ʺϽ�
����鿴��
����𰸣�K��YG����P��YT����M��YW���ࣻ
K��
��������������K��YG����P��YT����M��YW���ࣻ
K�ࣨYG�ࣩ��
19������� ������ࣨ��������ѹ��Ӧ����Ӿ�ƣ�����Ƶ���չ��
����鿴��
����𰸣���
����������������
20������ѡ���� ��λ�����Ҫ�����ڰ������ӹ�һ�����������С�
A�����з�
B��������
C�����ߴ絶�߷�
D���춯��
����鿴��
����𰸣�B
���������������
21���ʴ��� �����ߴ�����ʲô��
����鿴��
����𰸣���ָ������ɻ��ͷ�ջ�ֻ���ڸóߴ����������������ߴ�����ɵ�
����������������ָ������ɻ��ͷ�ջ�ֻ���ڸóߴ����������������ߴ�����ɵijߴ�����
22���ж��� ���ߵ��������Լӹ�������ֱ��Ӱ�졣
����鿴��
����𰸣���
���������������
23������ѡ���� ���ڼн���������������ȷ���ǣ�����
A.ʵ�������У�һ�����ֶ�б���н�����
B.���õ�ƫ�ļн�����������ƫ�ļн�����
C.�����н��������÷dz��㷺
D.ƫ�ļн����������ڳߴ繫�����ij���
����鿴��
����𰸣�C
���������������
24�����ʽ��� ��Ҫ�ߴ�
����鿴��
����𰸣������Ǿ���������ڲ�Ʒװ�䵥Ԫ��λ�õijߴ磬�Dz���ijһ
�������������������Ǿ���������ڲ�Ʒװ�䵥Ԫ��λ�õijߴ磬�Dz���ijһװ��ߴ�����Ӱ��װ�侫�ȵijߴ磬��˶�Ҫ��ע����ƫ�
25������� ��������������ģ����û���ú����õ���ƽ�������Ƴɿ��ڿ��ļ���һ�ֳ�ѹ������
����鿴��
����𰸣�����
������������������
26���ʴ��� ʲô���������죿
����鿴��
����𰸣���һ���ƻ�����Ӧ�������IJ�Ʒ�IJ�����Ϊ�������졣
����������������һ���ƻ�����Ӧ�������IJ�Ʒ�IJ�����Ϊ�������졣
27������ѡ���� ��״���ӵ����ë��������壩Ӧѡ�ã���
[A]������
[B]���ͼ�
[C]���Ͳ�
[D]������
����鿴��
����𰸣�A
���������������
28������� ����������������Ա��εĽ����ǿ�Ⱥ�Ӳ����ߣ����Ժ����Խ��ͣ��Ӷ��ڹ��������γ�һ����ȵ�Ӳ���������
����鿴��
����𰸣�����ǿ��
������������������ǿ��
29������� ��ͳ����ˮ�ߡ��Զ�����������ù����ɢ����֯��ʽ������ʵ�֣�����
����鿴��
����𰸣�������������
��������������������������
30������ѡ���� ���ڼн�������������ȷ���ǣ�����
A.ʵ�������У�һ�����ֶ�б���н�����
B.���õ�ƫ�ļн�����������ƫ�ļн�����
C.�����н��������÷dz��㷺
D.ƫ�ļн����������ڳߴ繫�����ij���
����鿴��
����𰸣�C
���������������
31���ж��� ���������϶����������նȡ�
����鿴��
����𰸣���
���������������
32���ʴ��� ��Ҫ�Ĺ����ļ���ʲô��
����鿴��
����𰸣����չ��̿�Ƭ������Ƭ��������Ƭ�ͼ��鹤��Ƭ��
�����������������չ��̿�Ƭ������Ƭ��������Ƭ�ͼ��鹤��Ƭ��
33������� ������ָ�������ļӹ������������ܱ�֤�ļӹ����ȡ�
����鿴��
����𰸣��ӹ����þ���
���������������ӹ����þ���
34���ʴ��� ֱ�߳ߴ�����ʲô��
����鿴��
����𰸣���ָȫ����ɻ�ƽ���ڷ�ջ��ijߴ��������dzߴ����������
����������������ָȫ����ɻ�ƽ���ڷ�ջ��ijߴ��������dzߴ�����������ġ������һ�ֳߴ�����
35�����ʽ��� ����ʱ��
����鿴��
����𰸣�ֱ�����ڸı乤���ijߴ磬��״�ͱ������������ĵ�ʱ�䡣<
��������������ֱ�����ڸı乤���ijߴ磬��״�ͱ������������ĵ�ʱ�䡣
36������� �����ת��������������Ư��ʱ�����۳��Ŀ��ǣ�����
����鿴��
����𰸣���Բ��
����������������Բ��
37���ж��� ��λ�������������������
����鿴��
����𰸣���
���������������
38���ʴ��� ��ȷ����װ��ߴ�������������
����鿴��
����𰸣�1.��ȷװ�侫�ȵĺ��壬����װ��ߴ����ķ�ջ�����װ�����
��������������1.��ȷװ�侫�ȵĺ��壬����װ��ߴ����ķ�ջ�����װ����ӵõ��ijߴ磨��λ�ù����
2.������װ�侫����ص�װ�䵥Ԫ��װ��ͼ�������������װ���ϵ���������ط�ջ��ߴ緽���ϵ�װ�侫��
3.���ս���װ��ߴ����Ĺ��ɡ�
39������� ����IJ��ϴ��¿���ȷ��ë�������࣬������������ͭ�����ã�����
����鿴��
����𰸣�����ë��
�������������������
40���ʴ��� ʲô��װ��ߴ��������·��ԭ��ΪʲôӦ�������ԭ��
����鿴��
����𰸣��ڲ���װ��ߴ���ʱ��ÿ����ص��㡢����ֻ��һ���ߴ���Ϊ��ɻ�
���������������ڲ���װ��ߴ���ʱ��ÿ����ص��㡢����ֻ��һ���ߴ���Ϊ��ɻ�����װ��ߴ�������������ɻ�����Ŀ�͵����й��㡢��������Ŀ������һ��һ�����������װ��ߴ��������·��ԭ����Ϊ�ɳߴ����Ļ������ۿ�֪����װ�侫�ȼȶ�ʱ����ɻ���Խ�٣������ɻ����ֵ��Ĺ���ֵ��Խ������ӹ�Խ���ס�Խ���á�����Ҫ��ѭ����ԭ��
41���ʴ���
ͼ��ʾ��������ӹ��ļ���װ��������Է�������������Щ���ɶȣ�

����鿴��
����𰸣���a��ͼ��צ�������ƹ����� �������a��ͼ��צ�������ƹ�����
�������a��ͼ��צ�������ƹ�����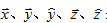 ������ɶȡ�������
������ɶȡ������� �������ɶȡ�
�������ɶȡ�
��b��ͼ��צ�������ƹ����� �ĸ����ɶȣ����ļ�������
�ĸ����ɶȣ����ļ������� �������ɶȡ�
�������ɶȡ�
��c��ͼ��צ�������ƹ����� �������ɶȣ���������
�������ɶȣ��������� �������ɶȡ�
�������ɶȡ�
42������ѡ���� �켣���еĹ켣ָ������
A.�����˶��켣
B.�����˶��켣
C.�����˶��켣
D.����˶��켣
����鿴��
����𰸣�A
���������������
43���ж��� ͨ�������������̽������������ĸ���ɲ��֣������������̡������������̡��������������̡�����������̡�
����鿴��
����𰸣���
���������������
44������� �������ڹ������ʵ�λ���ϲ�������֧�ŵ㣬��Ӧ���ƹ������������ɶȣ��Ӷ�ȷ������Ψһȷ��λ�õĹ���
����鿴��
����𰸣����㶨λԭ��
�����������������㶨λԭ��
45���ж��� �ִ��������켼������������Զ����Ρ�
����鿴��
����𰸣���
����������ִ��������켼�������루�����Զ����Σ���
46������� ���������ڽϸ߾��ȵĽ϶�ߴ����Ĵ�����������װ���С�
����鿴��
����𰸣���������װ�䷨
����������������������װ�䷨
47���ж��� �ֲ����ߵ���״ֻ�볣ֵϵͳ����ֵϵͳ����йء�
����鿴��
����𰸣���
���������������
48���ʴ���
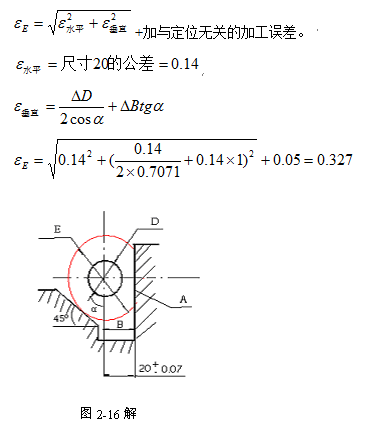
����ģ�мӹ�φ20+0.0450mm�ף��䶨λ������ͼ2—16��ʾ�����빤����λ�صļӹ����Ϊ0.05mm��ָ�ӹ�ʱ�������Բ���ĵ�ͬ�����������ӹ�������Բ�����ͬ������Ϊ���٣�
����鿴��
����𰸣���ƻ�Ϊφ60��Բ�����ߣ���ӹ��������Բ��
����������������ƻ�Ϊφ60��Բ�����ߣ���ӹ��������Բ�����ͬ�������������ƻ������䶯��������ͼ����Բ����E�Ķ�λ��
49���ж��� Ϊ��֤���ӹ�������ӹ�����֮������λ��Ҫ��һ��Ӧѡ��ӹ�����Ϊ�ֻ���
����鿴��
����𰸣���
���������������
50������� ������ָ���������У�ֱ�Ӹı�����������״���ߴ硢���λ�á������ʵĹ��̡�
����鿴��
����𰸣����չ���
�����������������չ���
51������� ���������ֵĹ��ɲ�ͬ���Է�Ϊϵͳ��������
����鿴��
����𰸣�������
��������������������
52���ʴ��� �켣����ʲô?
����鿴��
����𰸣������������˶��켣��������蹤����״�ķ�����
�������������������������˶��켣��������蹤����״�ķ�����
53������ѡ���� ���²����ڼӹ�������ȷ���������ǣ���
A.���鷨
B.�����
C.������
D.���ʷ�
����鿴��
����𰸣�D
���������������
54���ж��� �������ӹ�ʱ�����ͬʱ�ü��ѵ��ӹ�����ļ������棬�����ֹ����������Ϲ�����
����鿴��
����𰸣���
���������������
55������� ͨ�������ӹ������л�ù����ߴ�ķ��������з��������������������������Զ��������Ʒ���
����鿴��
����𰸣����ߴ絶�߷�
�����������������ߴ絶�߷�
56���ʴ���
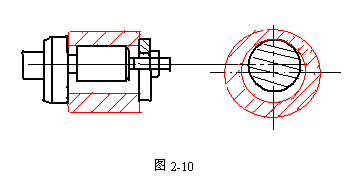
��һ����Ͳ�������Բ����Բ�������϶�λ����Բ����ͼ2-10��Ҫ��֤����ͬ��ȹ���Ϊφ0.06mm���������Բ�����������Ŀ�ͬ��ȹ���Ϊφ0.01mm���������ᾶ��������Ϊ0.01mm����ȷ������ijߴ�������֪Բ��ֱ��Ϊφ30+0.0210mm����
����鿴��
����𰸣� �����
�����
57������� ǰ�����ϳ��ֻ�м��ʱ�ԣ���������
����鿴��
����𰸣��ּӹ�
���������������ּӹ�
58������ѡ���� Ҫ���ӳ��������쳤�������´�ʩ�����е��ǣ�����
A.�����������
B.���ӵ��˺����ߴ�
C.���ӵ�Ƭ���
D.���ø�ǿ�ȼӹ�����
����鿴��
����𰸣�B
���������������
59������� ����ļӹ����Ȱ����ߴ羫�ȣ���״���Ⱥͣ�������������ݡ�
����鿴��
����𰸣�λ�þ���
��������������λ�þ���
60���ʴ��� ͨ�����о���ʲô��ɣ�
����鿴��
����𰸣���λԪ�����н�Ԫ��������Ԫ�����о������ɡ�
����������������λԪ�����н�Ԫ��������Ԫ�����о������ɡ�
61������ѡ���� �ߴ�����������ɻ����䣬ijһ����������ʹ��ջ�����
A������
B����С
C�����ֲ���
D���ɴ��С
����鿴��
����𰸣�B
���������������
62���ж��� �������ӹ��У������˶�ֻ����һ����
����鿴��
����𰸣���
���������������
63���ʴ��� ������ָʲô��
����鿴��
����𰸣��ڼӹ����桢�������ߡ������ٶȺͽ��������������£���������
���������������ڼӹ����桢�������ߡ������ٶȺͽ��������������£���������ɵ���һ���ּӹ���
64������ѡ���� �����㲿����Ҫ�������Ƴɵ��ǣ�����
A.������
B.��̥
C.����
D.�DZ���
����鿴��
����𰸣�D
���������������
65���ж��� ʱ�䶨����ָ��ɣ�ÿһ�����������ʱ������������
����鿴��
����𰸣���
���������������
66������� �ڲ���װ��ߴ���ʱ����ɻ�����ĿӦ�������й��㡢��������Ŀ������ǣ�����ԭ��
����鿴��
����𰸣�װ��ߴ������·��
��������������װ��ߴ������·��
67���ʴ��� �ⶨ����·�ߵ���Ҫ������ʲô��
����鿴��
����𰸣��ⶨ����·�ߵ���Ҫ�����ǣ�
��1��ѡ��λ����
���������������ⶨ����·�ߵ���Ҫ�����ǣ�
��1��ѡ��λ����
��2��ȷ���ӹ�������
��3�����żӹ�˳���ȴ������������������
��4��ȷ����������֯��ʽ��
��5�����ּӹ��Ρ�
68���ʴ��� �������ı���û������ɫ�Ƿ��˵������ı����û�б��������ˣ�Ϊʲô��
����鿴��
����𰸣�����û������ɫ�������ڱ����û�������ˡ�����ĥ������������
������������������û������ɫ�������ڱ����û�������ˡ�����ĥ������������������ĥ������ĥȥ�˱�������ɫ����ȴû��ȥ�����˲㣬���ڹ����Ͼͻ��Ϊʹ���е�������
69���ʴ��� ������ʱ����ĺ��壿
����鿴��
����𰸣�������ʱ��һ����������ģ������������������֯�������£�Ϊ���
��������������������ʱ��һ����������ģ������������������֯�������£�Ϊ���ijһ������ijһ��������Ҫ��ʱ�䡣
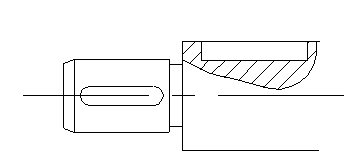
70���ʴ���
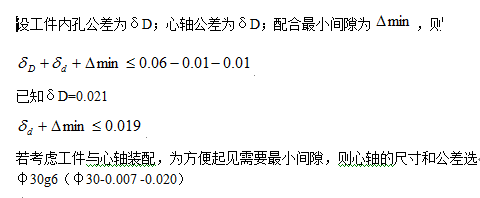
ͼʾ��Ͳ�������ڳ������Ѿ��ӹ�����Բ���ڿ������棬������Ҫ��ϳ�����Զ���A��λϳ������C����֤�ߴ� ���Լ���ϳ��ȱ��ʱ�Ĺ���ߴ硣
���Լ���ϳ��ȱ��ʱ�Ĺ���ߴ硣

����鿴��
����𰸣�
 �����
�����
71���ʴ��� �����ļ�����ʽ��
����鿴��
����𰸣���Ҫ�����ļ��й��չ��̿�Ƭ������Ƭ��������Ƭ�ͼ��鹤��Ƭ
����������������Ҫ�����ļ��й��չ��̿�Ƭ������Ƭ��������Ƭ�ͼ��鹤��Ƭ�ȡ�
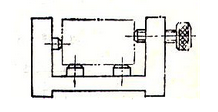
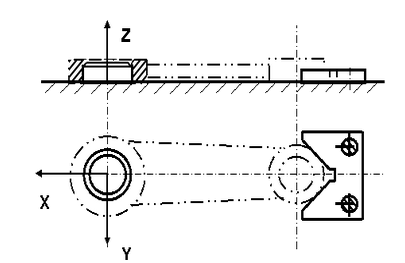
72�������
��ͼ1��ʾһ����������4—φ15��ʱ��������1���ף�Ȼ��ʹ������ת90������һ���ף����ѭ��������ֱ����4�������ꡣ��ù������У�������������������λ��

����鿴��
����𰸣�1��4
��������������1��4
73������ѡ���� ij��ë�����ȣ���ֳ��������������
A��Բ�����
B���ߴ����
C��Բ�������
D������
����鿴��
����𰸣�C
���������������
74���ж��� �ȴ������ʹ���һ�㰲���ڴּӹ�֮��,�뾫�ӹ�֮ǰ���С�
����鿴��
����𰸣���
���������������
75������� ��Ҫ�Ĺ����ļ��й��չ��̿���������������������
����鿴��
����𰸣����������������鿨
�����������������������������鿨
76���ж��� ���õ�����װ��ʱ��ѡ��IJ���������Ϊ��������
����鿴��
����𰸣���
���������������
77�����ʽ��� ����ǿ��
����鿴��
����𰸣����������������Ա��εĽ����ǿ�Ⱥ�Ӳ����ߣ����Ժ�����
�����������������������������Ա��εĽ����ǿ�Ⱥ�Ӳ����ߣ����Ժ����Խ��ͣ��Ӷ��ڹ��������γ�һ����ȵ�Ӳ���㣬��Ϊ����ǿ��
78������� ����������ԭ�������ڹ����Ĺ�����붨λ�����غ���������غ�����j��b������λ�������棩�ͼо߶�λԪ������������������С��ϼ�϶���������ڿ����ʱ����ʹ��λ��ƫ������λ�á�������λ������j��y��
����鿴��
����𰸣���λ���
������������������
79������� ������������������������ˮƽ������ƽ������ʱ�������ᱻ����Բ�塣�����������������������ڴ�ֱ������ƽ�ж����ʱ�������Ĺ����ǣ�����
����鿴��
����𰸣�˫�����ת��
��������������˫�����ת��
80���ʴ��� �����оߵĻ�����ɺͼн�װ�õ���ɣ�
����鿴��
����𰸣������оߵĻ�����ɣ�
�ٶ�λԪ��
��
�������������������оߵĻ�����ɣ�
�ٶ�λԪ��
�ڼн�װ��
�۶Ե�����Ԫ��
������ԭ��
������Ԫ����װ��
���
�н�װ�õ���ɣ�
����Դװ��
�ڼн�Ԫ��
���м䴫������
81���ʴ���
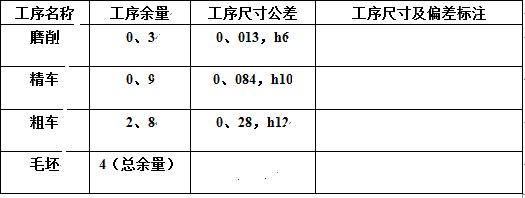
ijС������һ��Բ��ֱ��Ϊ ������ֲڶ�Ϊ0��8μm����ӹ�����Ϊ�ֳ�-����-���-ĥ������������Ϊ����������ë��Ϊ��ͨ������Բ�֣��Լ�����μӹ��Ĺ���ߴ����������±���
������ֲڶ�Ϊ0��8μm����ӹ�����Ϊ�ֳ�-����-���-ĥ������������Ϊ����������ë��Ϊ��ͨ������Բ�֣��Լ�����μӹ��Ĺ���ߴ����������±���
����鿴��
����𰸣������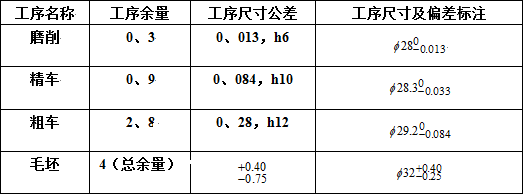
82������ѡ���� �ڳ�������������װ�г��ᳵ��Բʱ��������նȽϵ� ���������У�������״���繤���նȽϵͣ�������У�������״������
A.��
B.����
C.��
D.
����鿴��
����𰸣�A
���������������
83������ѡ���� �оߵ�����У����Ǽо߱ز���ȱ�ٵ���ɲ��֡�����
A.��λԪ���ͼн�Ԫ��
B.��λԪ��������Ԫ��
C.��λԪ���ͼо���
D.����Ԫ���ͼо���
����鿴��
����𰸣�A
���������������
84���ʴ��� ��������Щѡ��ԭ��
����鿴��
����𰸣���1�����غ�ԭ��Ӧѡ����ƻ���Ϊ��λ����
����������������1�����غ�ԭ��Ӧѡ����ƻ���Ϊ��λ����
��2����ͳһԭ��Ӧ�������ڶ���������ѡ��һ��ͳһ�Ķ�λ�����ӹ����������档
��3����Ϊ��ԭ����Щ���ӹ�������ӹ�����Ҫ������С�����ȣ�Ӧѡ��ӹ����汾����Ϊ��λ����
��4����Ϊ��ԭ����λ�þ���Ҫ��ߵı��棬���Բ��û�Ϊ���������ӹ��ķ�����
��5���ɿ�������ԭ��Ӧѡ��λ�ɿ���װ�з���ı�������
85���ж��� ��������С���ߴ�С���ṹ��״�����һ����ù����ɢ��
����鿴��
����𰸣���
���������������
86���ж��� һ����˵����λ���ڼн�֮ǰʵ�ֵġ�
����鿴��
����𰸣���
���������������
87������� ��Ʒװ�乤���жԡ��������̶�Ҫ����ָ�ṹ�ģ�����������ϵ�л���
����鿴��
����𰸣�ͨ�û���������
��������������ͨ�û���������
88���ж��� ������ֻ����Դ������������ĵ����ܱ������������ȡ�
����鿴��
����𰸣���
���������������
89���ж��� ����ȫ��λ�ڻ�е�ӹ���λ�������Dz��������ֵġ�
����鿴��
����𰸣���
���������������
90������� ���ͼ���ϱ�����Ƴߴ缶�伫��ƫ���Ӧ������ع��ұ��⣬��Ӧ�����������㣺����������Ҫ��
����鿴��
����𰸣��ṹ�ߴ�
���������������ṹ�ߴ�
91���ж��� һ������Ҫ�ﵽ�ӹ�Ҫ�����ж��ּӹ���������
����鿴��
����𰸣���
���������������
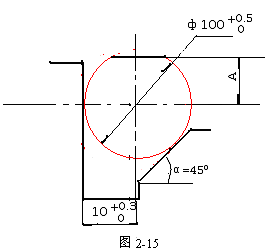
92���ʴ���
������ϳһƽ�棬������λ������ͼ2-15��ʾ������ߴ�A�Ķ�λ��
����鿴��
����𰸣������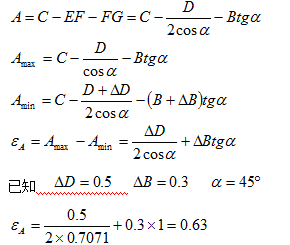
93���ж��� ֻҪ�ӹ��������涨�Ĺ������Ϳ��Բ��ý��Ƶļӹ�������
����鿴��
����𰸣���
���������������
94���ʴ��� ���õ��ѡ��Ӧ���ǣ�
����鿴��
����𰸣�1��Ӧ����֧��Ԫ���ϣ����ɼ���֧��Ԫ�����γɵ�֧��ƽ���ϡ�
��������������1��Ӧ����֧��Ԫ���ϣ����ɼ���֧��Ԫ�����γɵ�֧��ƽ���ϡ�
2��Ӧ���ڹ������ԽϺõIJ�λ��
3�������ܿ����ӹ��档
95���ʴ��� ���������� ʲô��
����鿴��
����𰸣���ָ�������ߵķ���
����������������ָ�������ߵķ���
96���ж��� ���տ�Ƭ�����ǹ淶���ģ�ͳһ�ġ�
����鿴��
����𰸣���
���������������
97������ѡ���� ����ʱ�����ȴ�����;������ռ���������ǣ���
A������
B������
C����м
D����������
����鿴��
����𰸣�B
���������������
98������� ���������ü��������������Ա��������ë������Ʒ�����췽��������ҵ�IJ�Ʒ�������ת��Ϊ��Ʒ�������ݵ�һ�ּ�����
����鿴��
����𰸣�������������չ�����ƣ�CAPP��
��������������������������չ�����ƣ�CAPP��
99���ʴ��� �ӹ��ο��Ի���Ϊ�ļ����Σ�
����鿴��
����𰸣�1���ּӹ��Ρ�������Ҫ�������г��ּӹ�������Ӧ���ؿ���
��������������1���ּӹ��Ρ�������Ҫ�������г��ּӹ�������Ӧ���ؿ�����λ�øߵ������ʡ�
2���뾫�ӹ��Ρ�����ɴ�Ҫ����ļӹ�����Ϊ��Ҫ����ľ��ӹ���������
3�����ӹ��Ρ���ʹ����Ҫ����ﵽͼֽ�涨������Ҫ��
4�������ӹ��Ρ�����������Ҫ��ܸߵı��棬����й����ӹ�����Ҫ���Խ�һ����߳ߴ羫�Ⱥͼ�С����ֲڶ�ֵ��
100���ʴ��� ������������û������֧��ʱ����������д��ᾶ����״����Ҫ��dz��ߣ����Ի�����е����߿���״����Ҫ�ߣ�˵��Ϊʲô��
����鿴��
����𰸣�������Բʱ�������������ķ��䣬������תʱ�������ᾱʼ�ձ�
��������������������Բʱ�������������ķ��䣬������תʱ�������ᾱʼ�ձ�ѹ�����߿�ijһ�࣬�������ᾱ��Բ����ֱ�Ӵ����������Ĺ����������߿�Բ����������Ӱ���������ߵĻ�ת���ȡ��ʣ��Գ��������ᾶ����״����Ҫ��dz��ߣ����Ի�����е����߿���״����Ҫ�ߡ�
101������ѡ���� �������ӹ�һ��������ijߴ������̬�������ҷ�ɢ������ֲ�������غϣ����������൱�����Ĺ������������ԭ����Ҫ�ǣ���
A.��ֵϵͳ���
B.������
C.����ĥ��̫��
D.��̬����
����鿴��
����𰸣�B
���������������
102������ѡ���� ������λ֧�У���������������ǣ�����
A.��λ֧���Ի��
B.��λ֧���ǹ̶���
C.��λ֧����һ����λ֧�е������
D.��λ֧�п��빤�����֧��
����鿴��
����𰸣�B
���������������
103���ʴ��� �����ߴ����������������жϷ�����
����鿴��
����𰸣�һ�Ǹ��ݶ��壬��һ��˳�ųߴ�����һ���������ųߴ��ߵ��ն˻�
��������������һ�Ǹ��ݶ��壬��һ��˳�ųߴ�����һ���������ųߴ��ߵ��ն˻���ͷ�������ջ�ͬ�����ɻ�Ϊ��������֮��Ϊ������
104���ʴ��� Ӱ���е�ӹ������е�������ʲô��
����鿴��
����𰸣��ӹ�ԭ������������������ĥ�𡢼о�������������
���������������ӹ�ԭ������������������ĥ�𡢼о�������������������ϵͳ�������Ρ�����ϵͳ���ȱ��Ρ���������Ӧ���������ȡ�
105���ʴ��� �����ߴ�����ʲô��
����鿴��
����𰸣���ָ�����ɸ��ߴ���������һ�𣬳ߴ����以����Ӱ��ijߴ�����
����������������ָ�����ɸ��ߴ���������һ�𣬳ߴ����以����Ӱ��ijߴ�����
106���ж��� ��ѹ�ӹ���ʹ�������������֯ϸ�����γ�ѹ������Ӧ����
����鿴��
����𰸣���
���������������
107���ʴ��� ����������ѡ��ԭ��
����鿴��
����𰸣���ѡ��ʱ����Ҫ���Ǽ��ٶ�λ����֤�ӹ����Ⱥ�װ�з���
����������������ѡ��ʱ����Ҫ���Ǽ��ٶ�λ����֤�ӹ����Ⱥ�װ�з��㡢ȷ����˾�����ѡ��ԭ��Ϊ
��1�����غϡ���ƻ��Ͷ�λ���غϡ�
��2��ͳһ�����ڸ������У����ù����������һֱ��
��3����Ϊ�����Լӹ�����������Ϊ��λ����
��4����Ϊ���������������滥Ϊ����������μӹ����ﵽ���ͼ����Ҫ��
��5�����������������Ϊ�˹�����Ҫ��ר���������Ķ�λ�档
108������ѡ���� �����ն��ǵ���λ�õĺ�����һ���õ����ڹ����ģ���λ��ʱ�ĸն�ֵ����Ϊ����ƽ���ն�ֵ��
A.ǰ��
B.�е�
C.���
D.�ϵ�
����鿴��
����𰸣�B
���������������
109������ѡ���� ���ջ�����������
A����ƻ����ֻ�������
B����ƻ�����λ��������
C����λ������������װ���
D�����������ֻ�������
����鿴��
����𰸣�C
���������������
110������� ���������ֵģ�����ͬ���Է�Ϊϵͳ�������
����鿴��
����𰸣�����
������������������
111���ʴ���
����ͼʾ�мн�������������ԭ�����ԸĽ���
����鿴��
����𰸣��н������õ�λ�ڶ�λԪ��֮�⣬��ʹ����������ת���ƻ���
���������������н������õ�λ�ڶ�λԪ��֮�⣬��ʹ����������ת���ƻ������Ķ�λλ�á�
�Ľ���ʹ�н������õ�����֧��Ԫ����
112������� ��е�ӹ����չ��������ɸ�������ɣ�ÿ�����������η�Ϊ�������������������ߵ���
����鿴��
����𰸣���װ����λ
����������������װ����λ
113�����ʽ��� �����Ķ�λ
����鿴��
����𰸣���ȷ�������ڻ����ϻ�о���ռ����ȷλ�õĹ��̡�
����������������ȷ�������ڻ����ϻ�о���ռ����ȷλ�õĹ��̡�
114���ʴ��� λ�þ�����ʲô��
����鿴��
����𰸣���ָ���������ߵ�ʵ��λ�ú�����λ�õĽӽ��̶ȡ�
����������������ָ���������ߵ�ʵ��λ�ú�����λ�õĽӽ��̶ȡ�
115���ʴ��� ����Ӳ���ĺ��弰��Ӱ�����أ�
����鿴��
����𰸣���е�ӹ������У��ӹ������������������ö��������Ա��Σ�ʹ����
����������������е�ӹ������У��ӹ������������������ö��������Ա��Σ�ʹ����Ť������������������ά�����������飬�����õ�ǿ������Ӳ�Ⱥ�ǿ�ȶ�������ߣ����������Ϊ����Ӳ����
Ӱ������Ӳ���������У�
1�����ߵ�Ӱ��
2������������Ӱ��
3���������ϵ�Ӱ��
116������� �ӹ����ȵľ��������ǣ�������״���ȡ�λ�þ��ȡ�
����鿴��
����𰸣��ߴ羫��
���������������ߴ羫��
117���ʴ��� �����İ�װ��ʽ����Щ��
����鿴��
����𰸣��ڸ��ֲ�ͬ�Ļ����ϼӹ����ʱ�������в�ͬ�İ�װ��ʽ���ܵĹ���
���������������ڸ��ֲ�ͬ�Ļ����ϼӹ����ʱ�������в�ͬ�İ�װ��ʽ���ܵĹ���Ϊ���ַ�ʽ��
1��ֱ��������װ��
2������������װ��
3�����üо߰�װ��
118������� ���˶����У�������˶��������ĵ��Ʒ�������˶�������ͬʱ����ĥ�ԣ��������˶����У�������˶� �������ĵ��Ʒ�������˶�����ֱʱ����ĥ�ԣ�����
����鿴��
����𰸣��Ϻã����
���������������Ϻã����
119���ʴ���
��ͼ�д��ڽṹ���ղ�����֮����˵��ԭ��ͼ��
����鿴��
����𰸣����۵ijߴ硢��λ��ͬ������һ��װ���мӹ���ȫ�����ۣ�Ч
�����������������۵ijߴ硢��λ��ͬ������һ��װ���мӹ���ȫ�����ۣ�Ч�ʽϸߡ�
120������ѡ���� ÿ������ӹ�ʱ�IJ����ļ���Ϊ����
A.���չ��̿�Ƭ
B.����Ƭ
C.��������״���λ�ú����ʵĹ���
D.���κ�ʱ��ı�ԭ���ϵijߴ磬��״���λ�ú����ʵĹ���
����鿴��
����𰸣�B
���������������
12 1������ѡ���� ���������ľ仰����ȷ��
A.���������е����ӳ�һ�ֳ�����ָ
B.���ӳ��ĴºŽ�“���”
C.���ӳ��ո�ɥ��
D.���ӳ���һ��Ŀ�ð����ķ�������ԡ�������
����鿴��
����𰸣�D
���������������
122������� ����������һ��������ͨ��һ��װ�к���ɵ���һ���ֹ��չ��̡�
����鿴��
����𰸣���װ
����������������װ
123���ж��� ��Ʒ����ͨ����ȫ���ӹ����ݳ�Ϊ����·�ߡ�
����鿴��
����𰸣���
��������������������ͨ����ȫ���ӹ����ݳ�Ϊ����·�ߡ�
124���ʴ��� ����ϵͳ�ı����а�����
����鿴��
����𰸣������о߱��Ρ����߱��Ρ��������Ρ�
�������������������о߱��Ρ����߱��Ρ��������Ρ�
125������� ����ļӹ����ָԽ�ӹ����Ⱦ�Խ������
����鿴��
����𰸣���
����������������
126������ѡ���� �������ӹ�һ��������ijߴ������̬�������ҷ�ɢ������ֲ�������غϣ����Ƿ������൱�����Ĺ������������ԭ����Ҫ�ǣ���
[A]����ֵϵͳ���
[B]��������
[C]������ĥ��̫��
[D]����̬����
����鿴��
����𰸣�B
���������������
127���ж��� ������װ�г�����Բ�����������ȱ��ε�Ӱ�죬�����ӹ����а���
����鿴��
����𰸣���
���������������
128���ж��� ��ɫ�����ľ��ӹ����˲���ĥ���ӹ���
����鿴��
����𰸣���
���������������
129������ѡ���� �ӹ����ȵľ������ݰ���������
A.���澫�ȣ���Ծ��ȣ�λ�þ���
B.�ߴ羫�ȣ���״���ȣ���Ծ���
C.�ߴ羫�ȣ���״���ȣ�λ�þ���
D.���澫�ȣ���״���ȣ�λ�þ�
����鿴��
����𰸣�C
���������������
130���ʴ��� ��λ���Ĺ��ɼ�����ԭ����ʲô��
����鿴��
����𰸣���Ҫ���������棺
1�������غ����
����������������Ҫ���������棺
1�������غ����
2�������
131���ж��� ����֧���붨λ֧��ͬʱ����Թ�����֧�С�
����鿴��
����𰸣���
���������������
132���ж��� ��ֱ����������"����ԭ��"��ע��������ƫ��Ϊ�㡣
����鿴��
����𰸣���
���������������
133������� �н�������Ҫ���ǣ����������ͣ�����
����鿴��
����𰸣���С���������õ�
����������������С���������õ�
134���ʴ��� ���ߴ絶�߷���ʲô��
����鿴��
����𰸣���ָ���õ�����Ӧ�ߴ�����ñ��ӹ�����ߴ�ķ�����
����������������ָ���õ�����Ӧ�ߴ�����ñ��ӹ�����ߴ�ķ�����
135������� ��������ģ��������ӹ����Ⱥͱ���������
����鿴��
����𰸣���е�ӹ�����
����������������е�ӹ�����
136���ʴ��� װ�侫����ʲô��
����鿴��
����𰸣���ָ��е��Ʒ��װ�䲿����װ���ͬ���������γɵļ��β�����
����������������ָ��е��Ʒ��װ�䲿����װ���ͬ���������γɵļ��β�������������������ֵ�Ľӽ��̶ȡ�
137���ʴ��� �����ӹ����ȵľ�����������Щ��
����鿴��
����𰸣��ߴ羫�ȡ���״���ȡ�λ�þ��ȡ�
���������������ߴ羫�ȡ���״���ȡ�λ�þ��ȡ�
138���ʴ��� �DZȽϹ��ݺͲ���ڼӹ������������ʷ�����к��ص㣿
����鿴��
����𰸣�1���ڼӹ����棺��Ӱ�촫���˶���ȷ�Է�����������ݺ���ֵ�
��������������1���ڼӹ����棺��Ӱ�촫���˶���ȷ�Է�����������ݺ���ֵijݾ��ۻ��������߳��ȱ䶯���Ȳ��С����Ӱ�촫��ƽ���Է����������ݺ�ij������ȹ���С�����ݺ�ij���ֲڶ�ֵ�Ȳ�ݴ���һ����Ա�֤7~9���ȵij��֣�����ֲڶȴ�Ra2.5~10um����ݿ��Ա�֤6~9�����ȵij��֣�����ֲڶȴ�Ra0.5~1.25um���˶����Ƚϵ͡�
2���������ʷ��棺����ʺ�������Сģ�������ֵļӹ��������ʺ��������еȼ��е�����ģ�����ֺͶ�����ӱ����ֵļӹ�������
139������� ����IJ��ϴ��¿���ȷ�����������࣬������������ͭ����������ë����
����鿴��
����𰸣�ë��
���������������
140������� �ߴ����������������ͣ�����������Ȼ�γɵijߴ��С�;�����ֱ�ӵõ��ijߴ��С�;��ȵ�Ӱ�죬������Ȼ�γɵijߴ羫�ȱ�Ȼ�����κ�һ��ֱ�ӵõ��ijߴ�ľ��ȡ�
����鿴��
����𰸣���ջ�����ɻ�
����������������ջ�����ɻ�
141������ѡ���� �������й���������������ʷ�ĵ�һ�����������ǣ�����
A.�����Ƹ��γ�
B.����EQ1090���ػ�����
C.���CA10���ػ�����
D.ɣ����2000�ͽγ�
����鿴��
����𰸣�C
���������������
142������ѡ���� �ӹ����������Ķ����ʱ��Ӧѡ�õĻ����ǣ���
[A]����ʽ����
[B]��̨ʽ�괲
[C]����ʽ�괲
[D]��ҡ���괲
����鿴��
����𰸣�D
���������������
143���ж��� �ӹ������Ҫ�ɵ��ߣ������İ�װ��ɡ�
����鿴��
����𰸣���
���������������
144���ʴ��� �ӹ�������ʲô��
����鿴��
����𰸣��ܰѶ��ֲ�ͬ�ӹ����ݼ�����һ̨�����Ͻ��У����е�����Զ�����
���������������ܰѶ��ֲ�ͬ�ӹ����ݼ�����һ̨�����Ͻ��У����е�����Զ�������е�֣����䱸�������͵����ػ�����
145������ѡ���� ��óߴ緽���������֣�����
A.���з����������ߴ絶�߷�����������
B.���з����������ߴ絶�߷�����������
C.���з����������ߴ絶�߷��켣��
D.���η����������ߴ絶�߷�����������
����鿴��
����𰸣�C
���������������
146������� ���ݹ���Ķ��壬ֻҪ���ˡ������ص㡢������������֮һ�����仯��Թ����ӹ����ǣ�����ɣ���Ӧ��Ϊ��һ������
����鿴��
����𰸣�����
������������������
147������ѡ���� �ڳ�������������װ�г������ᣬ�ӹ�����鷢�ֹ������м����ͷС����������ܵ�ԭ���ǣ���
A.��������նȲ���
B.������նȲ���
C.���ܸնȲ���
D.�����նȲ���
����鿴��
����𰸣�D
���������������
148���ʴ��� ���������ľ��������ǣ�
����鿴��
����𰸣������ۼ�����״�����ͱ�����������ѧ���ܺͻ�ѧ���ܡ�
�������������������ۼ�����״�����ͱ�����������ѧ���ܺͻ�ѧ���ܡ�
149������� �����ӹ�ʱ��������������ʹ����ֲڶȱ��
����鿴��
����𰸣�����
������������������
150�����ʽ��� ĥ��
����鿴��
����𰸣�ָ��ĥ������ɰ�����������Ĺ���
��������������ָ��ĥ������ɰ�����������Ĺ���
151������ѡ���� ������Բ�����ڶ�V�ο��϶�λʱ�������˹������������ɶȡ�
A��5
B��4
C��3
D��2
����鿴��
����𰸣�D
���������������
152������� ĥ����������ʱ�����ڱ���㣨���Ľ����
����鿴��
����𰸣�����Ӧ������
������������������Ӧ������
153���ʴ��� �ƶ����չ�̵�ǰ�ᡣ
����鿴��
����𰸣���1���Բ�Ʒ�Ķ�����е��������
��a���˽��Ʒ
����������������1���Բ�Ʒ�Ķ�����е��������
��a���˽��Ʒ�����ܡ���;��������ã��������������ܣ�Ӧ�÷�Χ���������������ӹ�����ڻ�����
��Ӧ�á�
��b��������Ʒͼֽ�뼼��Ҫ���ϼ��ȴ�����ͼ�α����Ƿ���������ߴ缰������ƫ���״��λ��
�������ֲڶ�ָ���Ƿ���������ϵ�ѡ���ȴ���Ҫ���Ƿ������
��c�����������װ��Ľṹ�����ԣ�����ܷ�ӹ����ɷ���ø������ʵķ����ӹ����Ƿ��ʺϱ�������
���������ò���װ�䣬�ܷ����װ����װ�䡣����Ӧ�Խṹ�����ġ�
��d���ӹ��е��ص㡢�����ѵ��뼼����չ���ƣ�
��e���г�����������û����������
��2�����鱾������������
��a�������Ļ����豸����������װ�������
��b���������˵ļ���ˮƽ��
��c�����������ڿ������ӵ��豸��
��3�����Ҽ�������ͬ���Ʒ�Ĺ���
�����ڲ�ͬ��ʱ���в�ͬ�ļ������ߣ���Ҫ��ʱ�����˽⡣ͬʱҪ�˽��������Ƚ����գ���Ҫʱ��������������߾���Ч�档
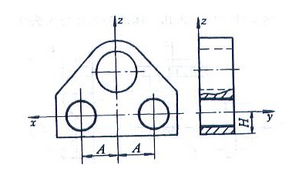
154���ʴ���
����С�ף��Ϸ�����Ѽӹ�������֤�ߴ�A��H��ָ��������λӦ���Ƶ����ɶȡ�
����鿴��
����𰸣������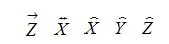
155���ж��� һ������Ҫ�ﵽ�ӹ�Ҫ��ֻ��һ�ּӹ�������
����鿴��
����𰸣���
���������������
156���ж��� �ڴ��������У�������ʱ����ɺ��������ս�ʱ��
����鿴��
����𰸣���
���������������
157���ʴ��� ĥ������ʱ�����ܻ������Щ������֯�仯������Ӧ�Ŀ��ƺͱ����ʩ
����鿴��
����𰸣��ػ����ˡ�������ˡ��˻����ˡ�
��ʩ���ټ���ĥ��
���������������ػ����ˡ�������ˡ��˻����ˡ�
��ʩ���ټ���ĥ���ȵIJ������ڼ���ĥ���ȵIJ�����
158������ѡ���� ����չ�ɷ��ӹ����εĵ����ǣ���
[A]����״ģ��ϳ��
[B]��ָ״ģ��ϳ��
[C]������ɰ��
[D]������
����鿴��
����𰸣�D
���������������
159������ѡ���� ĥ���ϳ��ı�Ƭ����ʱ�����ڳ��ȷ������˶�λ����ĥ���ȵ�Ӱ���£������ᷢ�������ı��Σ���ȴ���������������״������
A.����
B.���°�
C.�°����°�
D.�°�����
����鿴��
����𰸣�B
���������������
160�����ʽ��� ĥ��
����鿴��
����𰸣�����ɰ�ְ�չ�ɷ�����η�ĥ�������ֳݳ���ľ��ӹ�������
������������������ɰ�ְ�չ�ɷ�����η�ĥ�������ֳݳ���ľ��ӹ�������
161������� ��е��Ʒ���������Ը���Ϊ�����������ͣ����������档
����鿴��
����𰸣�ʵ���ԣ��ɿ��ԣ�������
��������������ʵ���ԣ��ɿ��ԣ�������
162���ж��� ��������Ӧ����Ӱ��ӹ����ȡ�
����鿴��
����𰸣���
���������������
163���ж��� �о߿���ר������Ҳ���Ա���������
����鿴��
����𰸣���
���������������
164���ʴ��� װ�����ʲô��
����鿴��
����𰸣�װ��ʱ����ȷ��������ڲ�Ʒ�еĵ����λ�������õĻ���
��������������װ��ʱ����ȷ��������ڲ�Ʒ�еĵ����λ�������õĻ���
165�����ʽ��� ���
����鿴��
����𰸣������ɸ�����ͺϼ���ɵ���ϼ�
�������������������ɸ�����ͺϼ���ɵ���ϼ�
166������� ��֤��Ʒװ�侫�ȵķ����У��������������䷨�͵�������
����鿴��
����𰸣���������ѡ��
����������������������ѡ��
167������� ��������ʵ�ʾ����ÿ�������ļӹ��������֤��Ʒ�ģ�����
����鿴��
����𰸣�װ�侫��
��������������װ�侫��
168������� ��תʽ��ģ�Ľṹ�ص��ǣ������ǰ�ʽ��ģ�Ľṹ�ص���û�мо��塣
����鿴��
����𰸣��о߾��зֶ�װ��
���������������о߾��зֶ�װ��
169���ʴ��� ��ν�D���㶨λԭ�����������ĺ�����λ�Ƿ�һ��Ҫ�������ڼо��е��������ɶȣ�
����鿴��
����𰸣����ʵ��ֲ�������֧�ŵ���Լ���������������ɶȣ�ÿ��֧�ŵ���Ӧ
�����������������ʵ��ֲ�������֧�ŵ���Լ���������������ɶȣ�ÿ��֧�ŵ���Ӧ����������һ�����ɶȣ�����ǹ����ĨD���㶨λԭ�������ڻ�����о��ϵ���ȷ��λ��������ζ�ŶԹ������������ɶȶ�����������ƣ����DZ���������Щ�Լӹ�������Ӱ������ɶȣ�������һ�����ɶȡ��Թ����ĵڶ������ɶȾ�����Ҫ�������ƣ���Ϊ��������������һ�����ɶȣ������ڼо��ϾͿ���ʹ�ṹ�������С���������ᡢ���ڲ�����
170������ѡ���� ���ڹ���·������˵������ȷ���ǣ���
A.����·�ߵĹ�����ƶ������ȵ���
B.����·�ߵĹ�����ƶ����ɴֵ���
C.����·�����ƶ����չ����ؼ���һ��
D.һ�㹤��·��ֻ���һ������
����鿴��
����𰸣�D
���������������
171���ʴ��� ʲô�����Ҫ�أ�ʲô�ǻ���
����鿴��
����𰸣��κ����������һЩ�㡢�ߡ��湹�ɵģ�������Ϸ�ӳ�����������
���������������κ����������һЩ�㡢�ߡ��湹�ɵģ�������Ϸ�ӳ������������ĵ㡢�ߡ��汻��ΪҪ�ء������������������ȷ������Ҫ��λ��ʱ�����ݵ���ЩҪ�ء�
172������� �����������Ҹ��ݹ��Ҽƻ����û������ͱ���ҵ�������������ڼƻ�����Ӧ������������Ʒ�IJ����ͽ��ȼƻ���
����鿴��
����𰸣���������
����������������������
173���ж��� ������Ϊ����ӹ�����֮�͡�
����鿴��
����𰸣���
���������������
174������ѡ���� Ϊʹ�ӹ��������У������չܹ����ص������ĵ�ʱ��ƣ���
A.����ʱ��
B.����ʱ��
C.���ù�����ʱ��
D.��Ϣ��������Ҫʱ��
����鿴��
����𰸣�C
���������������
175���ʴ��� �ӹ����漸����״��������ʲô��
����鿴��
����𰸣��ٱ���ֲڶ�
�ڲ���
����������<
���������������ٱ���ֲڶ�
�ڲ���
����������
��ȱ��
176�����ʽ��� �ṹ������
����鿴��
����𰸣�ָ����Ƶ����������ʹ��Ҫ���ǰ��������ά�Ŀ����Ժ�
��������������ָ����Ƶ����������ʹ��Ҫ���ǰ��������ά�Ŀ����Ժ;����͡�
177������ѡ���� ������λ��������ԣ���
A.���Կ�ʼ�ӹ�������Զ�λ���Ƚ��з�������㡣
B.һ����Կ�ʼ�ӹ�����ʱ��Զ�λ���Ƚ��з�������㡣
C.һ����Զ�λ���Ƚ��з�������㣬��ʱ�������Ͻ��мӹ���
D.����Զ�λ���Ƚ��з�������㡣
����鿴��
����𰸣�D
���������������
178���ж��� �ӹ��ľ��þ���ָ����������ʱ�������ܴﵽ�ļӹ����ȡ�
����鿴��
����𰸣���
���������������
179�����ʽ��� ����ʱ��
����鿴��
����𰸣�����ָ��һ��������ʵ�ֹ��չ�����������еĸ��ָ�������
������������������ָ��һ��������ʵ�ֹ��չ�����������еĸ��ָ�����������װж����������ͣ�����ı��������������˵��ߣ����������ȣ������ĵ�ʱ�䡣
180���ʴ��� ���㶨λ������ʲô��
����鿴��
����𰸣����������ʵ�λ���ϲ�������֧�ŵ㣬��Ӧ���ƹ������������ɶȣ�
�����������������������ʵ�λ���ϲ�������֧�ŵ㣬��Ӧ���ƹ������������ɶȣ��Ӷ�ȷ������Ωһȷ��λ�õĹ���
181���ʴ��� ����ɰ������������ѡ��ԭ��
����鿴��
����𰸣�1��������Ӧ��������ƽ������棻
2�����������
��������������1��������Ӧ��������ƽ������棻
2��������������������٣�
3������ʹ����ȫ����ַ���ͬһɰ���У�
4��Ӧ��������ɰо�ͻ���������
182������ѡ���� ���¶Թ�������������ȷ���ǣ�����
A.�����пɼ��ټ�װ����
B.��������������
C.�����п�ʹ�����ṹ��
D.��������������������֯�ͼƻ�
����鿴��
����𰸣�C
���������������
183���ʴ��� �Գߴ���Ƴߴ��ע����ЩҪ��
����鿴��
����𰸣��ٷ�����ع��ұ����ڷ�����ƽṹҪ�۷��Ϲ���Ҫ��
���������������ٷ�����ع��ұ����ڷ�����ƽṹҪ�۷��Ϲ���Ҫ��
184������ѡ���� ��������ʱ�������ݾ���Ӱ������С����Ҫ�����ǣ���
��A�������ת����
��B���������
��C�����������
��D���������
����鿴��
����𰸣�C
���������������
185������ѡ���� ; ������λ������
A.���Կ�ʼ�ӹ�������Զ�λ���Ƚ��з��������
B.һ����Կ�ʼ�ӹ�����ʱ��Զ�λ���Ƚ��з��������
C.һ����Զ�λ���Ƚ��з�������㣬��ʱ�������Ͻ��мӹ�
D.����Զ�λ���Ƚ��з��������
����鿴��
����𰸣�D
���������������
186������� �ڼӹ���װ�����������γɡ������ijߴ��Ϊ��ջ���
����鿴��
����𰸣���ӱ�֤
����������������ӱ�֤
187������� ����ߴ�Ĺ���һ�㰴����ԭ���ע��ë���ߴ�Ĺ���һ���ȡ������ע��
����鿴��
����𰸣����壻�Գ�ƫ��
�����������������壻�Գ�ƫ��
188���ж��� ����������ҪӰ��ӹ�����Բ�������״���ȡ�
����鿴��
����𰸣���
���������������
189���ж��� ��ͨ���������ڴ�ֱ���ڵ�ֱ�߶����Լӹ�����Ӱ�첻��
����鿴��
����𰸣���
���������������
190������� �����������Ȼ�еװ��������ӹ������У�������ӵijߴ��γɷ�յijߴ��顣
����鿴��
����𰸣��ߴ���
���������������ߴ���
191���ʴ���
�������㶨λԭ�����Է�����ͼ�и�����λԪ�������������ɶȡ���ָ�����ں��ֶ�λ��ʽ��ָ��ȫ��λ������ȫ��λ������λ��Ƿ��λ���� ��������x��y��z�ѱ�ע��ͼ�С���
����鿴��
����𰸣���ƽ�棺Z�����ƶ����ɶȡ�X��Y�����ת�����ɶ�����������������ƽ�棺Z�����ƶ����ɶȡ�X��Y�����ת�����ɶ�
���Y��Z�����ƶ����ɶ�
�̶�V�ο飺Z����ת�����ɶȡ�Y�����ƶ����ɶ�
����λ
192������� ��е�ӹ����չ��ʵ���Ͼ���ָ�涨�����е�ӹ����չ��̺Ͳ��������ȵģ�����
����鿴��
����𰸣������ļ�
�������������������ļ�
193���ж��� ���ճߴ����У���ɻ��ɷ�Ϊ�����������
����鿴��
����𰸣���
���������������
194������� �����ǽ�������������ڹ�����λ������
����鿴��
����𰸣�����
������������������
195���ʴ��� �Զ����ĺ��塣
����鿴��
����𰸣��Զ������ָ�ɼо߶�λԪ����о��ڻ����ϵİ�װ����ϵ�����
���������������Զ������ָ�ɼо߶�λԪ����о��ڻ����ϵİ�װ����ϵ������о��ڻ�
���ϵİ�װ���������ϵ�����������о߶�λԪ����ϵ������������ļӹ���
�
196������ѡ���� ���ְ�����ɷ�Ϊ����
A��һ����
B��������
C��������
D���ļ���
����鿴��
����𰸣�A, B, C
���������������
197������� �۴�������û������ʱ��Ӱ�������ת���ȵ�����Ҫ�����ǣ�����
����鿴��
����𰸣���п�Բ�����
����������������п�Բ�����
198���ʴ��� �н�������Ҫ����ʲô��
����鿴��
����𰸣����õ㡢��С�ͷ���
�����������������õ㡢��С�ͷ���
199������ѡ���� ���ͻ��������������ϵ�ƫ����������������������
A.���ͱ�
B.�ֵ���
C.���ͱ�
D.���ͱúͷֵ���
����鿴��
����𰸣�B
���������������
200���ʴ��� ������������ѧ���ܺͻ�ѧ���ܵı仯��Ҫ�������ļ������棿
����鿴��
����𰸣�1������������Ա��������ǿ��������Ӳ����
2��
��������������1������������Ա��������ǿ��������Ӳ����
2��������еIJ���Ӧ��
3������������������Ľ�����֯�仯
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
������רҵ�����
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
����רҵ���������칤��ѧ����⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




