�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1������ѡ���� ���˵������λ��ĥ��ʹ���˵�����о��������ķ����У�����
A.������λ�����պ��Ӹ�
B.����ģ��
C.���������
D.�Ӹ߶���
E.�Ӻ���о�̶���
����鿴��
����𰸣�A, B, D
���������������
2������� ����ģ�ĺ�ģ����װ����Ҫ�е���������涨λ��ͨ���ã�������
����鿴��
����𰸣�����
������������������
3������ѡ���� ���өp����һ���ѡ�ã�����
A.SKD11
B.S45C
C.YK30
D.A3
����鿴��
����𰸣�A
���������������
4������� ţ�����������ճ�����塢ճ��������ͣ������塣
����鿴��
����𰸣�ʱ��������
��������������ʱ��������
5���ʴ��� �������ģ�ߵij����������Щ��
����鿴��
����𰸣�ͨ��������ģ��ģ����о��������о��
��������������ͨ��������ģ��ģ����о��������о��
6���ʴ��� �������Ͽ��ȵ�ȷ��ԭ��
����鿴��
����𰸣���С���Ͽ���Ҫ��֤���ʱ�����ܱ����㹻�Ĵ��ֵ�������
����������������С���Ͽ���Ҫ��֤���ʱ�����ܱ����㹻�Ĵ��ֵ��������Ͽ���Ҫ���ڳ��ʱ˳�����ڵ��ϰ�֮���ͽ������뵼�ϰ�֮����һ���ļ�϶��
7������� ���ϵ�ճ�ȸߣ����������Բ��ǻ��䣨����
����鿴��
����𰸣�����
������������������
8������� ���¶ȵ�Ӱ�죬�ͷ��ӻ����������������״̬����̬��Һ̬��������
����鿴��
����𰸣���̬
����������������̬
9������ѡ���� �ܽ�ע��ģ�У���ģͨ����ģ�ߵģ�����
A.��ģ����
B.��ģ����
C.��������
D.��ע����
����鿴��
����𰸣�A
���������������
10������� ���ģ�Ͱ�ģ֮��ļ�϶�������Գ�ü��������м���Ҫ��Ӱ�죬���һ�Ӱ��ģ�ߣ������������ж�������Ƽ����ȡ�
����鿴��
����𰸣�����
������������������
11���ʴ���
˵������ģ��ģ����ԭ����

����鿴��
����𰸣���ģʱ����ģ���ˣ�ģ�ߴӷ�����ֿ����ܼ���������о����
����������������ģʱ����ģ���ˣ�ģ�ߴӷ�����ֿ����ܼ���������о���涯ģ����һ�������ƶ���������ǻ��ͬʱ.��עϵͳ���������ϸ˵������£��������Ƽ�һ�������ƶ����ƶ�һ�������ע����Ķ��˽Ӵ��ư�ʱ����ģ������ʼ�������Ƹ��ƶ��ܼ�����о������������עϵͳ����ͬʱ�����ϸ��Ƴ���Ȼ���˹��������Ƽ�����עϵͳ���ϴӷ�����ȡ������ģʱ.�ڵ����͵��ĵ���λ�����£�����ģ�պϡ��ڱպϹ����У����ɣ����û�е������ɶ�ģ�壩�ƶ���λ��ʹ��ģ������λ��Ȼ��ע�����ʼ��һ��ע�䡣
12������� Ϊ�˱�֤�ܼ�������������ѡ��ʱ������ͬ���Ҫ����ܼ�������ͬ���Ҫ��IJ������ڣ����ڡ�
����鿴��
����𰸣�ͬһģ��
��������������ͬһģ��
13������ѡ���� ���治����ע����ι��̵��ǣ�����
A.��������
B.�ܻ�����
C.��ģ����
D.��ģ����
����鿴��
����𰸣�A
���������������
14������ѡ���� �������ĥ���߾��ȡ���ǻ���ӵ�����ģ�ߣ�����ѡ�ã�����
A.9Mn2V
B.Cr12MoV
C.4Cr5MoSiV
D.���϶�����
����鿴��
����𰸣�B
���������������
15���ж��� �κ�ģ���϶�����������ȴ�����װ�á�
����鿴��
����𰸣���
���������������
16���ʴ��� Ϊʲô�㽽���ܻ�÷dz��㷺��Ӧ�ã�����������˲��õ㽽�ڣ�
����鿴��
����𰸣���Ϊ����λ�������ڸ�������С������ǻʱ���õ㽽������ƽ��
����������������Ϊ����λ�������ڸ�������С������ǻʱ���õ㽽������ƽ�⽽עϵͳ����ͶӰ�������ܼ����ױ��ε��ܼ������ö���㽽���ܹ�ȡ�������Ч������ˣ��㽽���ܻ�÷dz��㷺��Ӧ�á�
���ڳ��������Բ��õ����������ϲ��˲��õ㽽�ڡ�
17������ѡ���� ���ѹ�����Ϊ�������������ࡣ
A�����빤��
B����ã�
C�����
D�����Ա���
����鿴��
����𰸣�A, D
���������������
18������ѡ���� ע���XS-ZY-125�еġ�125������������
A�����ע��ѹ��
B����ģ��
C�������¶�
D�����ע����
����鿴��
����𰸣�D
���������������
19���ж��� ע�ܳ��ͳ�ģ�����У���������ţ�����塣
����鿴��
����𰸣���
���������������
20������ѡ���� ģ������У�����ܼ���ģ���ϴ�ģ�߽ṹӦ��ƣ���.
A��˫���Ƴ�������
B����������
C�������Ƴ�������
����鿴��
����𰸣�C
���������������
21������ѡ���� ��ͼ�У��������ͺ�ΪBI�͵�ģ�ܡ�

����鿴��
����𰸣�A
���������������
22������ѡ���� ��ƽ�עϵͳʱ��Ӧ������
A�������ܼ�����������
B����֤������������ƽ��
C�������������������ֲڶ�
D����������ѡ��ȱ���������״Ϊ��
E��ѡ��С�ߴ罽��ʹ���ڶϺ۲�Ӱ����Ʒ�����
����鿴��
����𰸣�A, B
���������������
23������ѡ���� ѹעģ����Ҫ���ڼӹ�������ģ�ߡ�
A������������
B���ȹ�������
C��ͨ������
D����������
����鿴��
����𰸣�B
���������������
24���ʴ��� ��С�����ص����õĴ�ʩ�У�
����鿴��
����𰸣���1��У������
��2����������
����������������1��������
��2����������
25������ѡ���� ���ڽ�עϵͳ�ṹ���У���.
A��������
B��������
C������Ѩ
D������
E����Ʒ
����鿴��
����𰸣�A, B, C, D
���������������
26���ʴ���
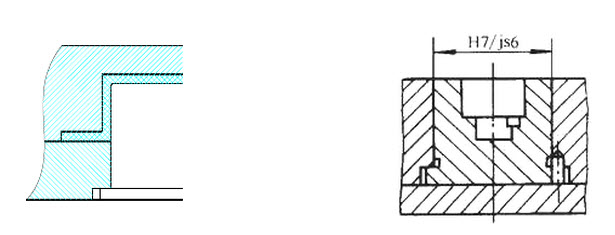
ָ�������ͼ�Ĵ�������ȷ��ͼ�����±ߡ�

����鿴��
����𰸣�ͼA�з��������о���λ�Z����ȷ��
ͼB��ȱ
��������������ͼA�з��������о���λ�Z����ȷ��
ͼB��ȱֹת����φ25��Ϲ���ӦΪ��H7/js6
27������ѡ���� �ԣ��������������е��ھͿ��Ըı�߾����ճ�ȡ�
A���¶�
B��ʪ��
C����ն�
D����ȴ����
E����������
����鿴��
����𰸣�A, E
���������������
28������ѡ���� �ڻ������üо�װ�й���ʱ���оߵ���Ҫ������ʹ���������ͣ�����
A����ת���н�
B���������
C����λ���н�
D����ת������
����鿴��
����𰸣�C
���������������
29���ʴ��� �����������Խ�����ȱ��
����鿴��
����𰸣�A.�ŵ㣺��������ֱ����������������ǻ�������������С
��������������A.�ŵ㣺��������ֱ����������������ǻ�������������С�������ٶȿ졢����ʱ�䳤�����ͱȽ����ס�
B.ȱ�㣺��ע��ѹ��ֱ���������ܼ��ϣ��ҽ��ڸ����������С����������������ڽ��ϴ������ϴ�IJ���Ӧ���������ܼ��������Σ�ȥ���������ѣ�������Ҫ���ӹ���ͨ�������ںۼ����ԣ�Ӱ���ܼ���ۡ�
30������� �������ϳ�����Ҫ����ҵ���ó��͵������з��ϡ������ϡ���Һ�ͷ�ɢ������ϡ�
����鿴��
����𰸣���
����������������
31������� ��������ijЩ����֮�ã�ʹģ�������нǶȲ�����������ģ�ߡ�
����鿴��
����𰸣���������
����������������������
32������ѡ���� �ӹ��߸���ͷʱ��ĥ��Ӧע�⣨����
A.���������ƽ
B.��֤�ߴ粢���������ƽ
C.���϶���
����鿴��
����𰸣�B
���������������
33������ѡ���� ����ǻģ���У��������IJ��Z�ԣ���Ϊ�ѡ�
A��һ��ʽ
B��ƽ��ʽ
C����ƽ��ʽ
����鿴��
����𰸣�B
���������������
34���ʴ��� �ȹ�������ģ�ܳ���ʱ��ѹģ�ļ��Ⱥ��¶ȿ��Ƶ�������ʲô��
����鿴��
����𰸣�ѹģ���ȵ����ã�һ����ʹ�������ڣ���������ԣ���һ����
��������������ѹģ���ȵ����ã�һ����ʹ�������ڣ���������ԣ���һ����ʹ���Ի�����������Ӧ�����������̻���ѹģ�¶ȿ��Ƶ����ã���С�¶���ʱ��IJ�����ʹ�¶���ģ���ڷֲ����ȣ�����ܼ�������
35������ѡ���� ����ʽ�����ڵ㽽�ڽ��ϵĵ���ǻ�����ǻ��ע��ģ�ߣ���ģʱ�������ڶ�ģ�ĵ������붨ģ������������룬�Ա�������ģ��֮��ȡ����עϵͳ���ϡ�
A.��
B.��ģ��
C.��ģ��
����鿴��
����𰸣�A
���������������
36���ʴ��� ѡ������ģ�IJ���Ӧ�������ЩҪ��
����鿴��
����𰸣���1�����и�Ӳ�Ⱥ�ǿ�ȣ��Ա�֤��������в����Σ�����������������1�����и�Ӳ�Ⱥ�ǿ�ȣ��Ա�֤��������в����Σ�
��2�����иߵ���ĥ�ԣ��Ա�֤�ڳ��ڹ�������״�ͳߴ�ı仯���������Χ��
��3���ȴ��������С���Ա�֤����Ҫ���⣬Ӧ���ݾ����������繤������״������������ģ�߹������ʼ��������������Ⱥ�����ѡ������ģ�IJ��ϡ�
37������ѡ���� �����ܼ�����ȴ�����в����������������ģǰ������ذ�סģ����о����ģǻ�е������֡�
A������
B���Ŵ�
C������
����鿴��
����𰸣�A
���������������
38���ж��� ע��ģ�ܳ��ͷ����������������������ϣ�Ҳ�������ȹ������ϵij��͡�
����鿴��
����𰸣���
���������������
39������ѡ���� & nbsp;װ�ڶ��������ϵ�����У�����
A.�Ƹ�
B.���ϸ�
C.���
D.�ƹ���С��о
E.����
����鿴��
����𰸣�A, B, C, E
���������������
40���ж��� ������о��֧��̶�������ʱ���Сʱ��о��������
����鿴��
����𰸣���
���������������
41������ѡ���� �ƹ��Ƴ��������������������ϩ����������ϩ�Ȳ����õ�һ���ƹ���ģ���ر�Ա�����Ͳ���ܼ������ã����Ƴ�������
A���ư�
B��˳��
C������
D������
����鿴��
����𰸣�C
���������������
42������ѡ���� ����ͨ���㽽��ʱ���кܸߵļ����ٶȣ����Ӽ�Ħ���������ȣ�ʹ�¶���ߣ��Ƚ��ͣ���˶��ڣ���������˵��������Ľ��ڡ�
A�������ȶ��ٶȱ仯����
B���Ƚϵ�
C���Ƚϴ�
����鿴��
����𰸣�A
���������������
43������ѡ���� ����ģ���У����м���ǻ���н�עϵ ͳ���ǣ�����
A��ѹ��ģ
B��ѹעģ
C��ע��ģ
����鿴��
����𰸣�B
���������������
44������� ���ϰ��ϳ���֬�ķ��ӽṹ�������ֿܷɷ�Ϊ�������ͣ������֡�
����鿴��
����𰸣����������ϣ��ȹ�������
�����������������������ϣ��ȹ�������
45���ʴ��� ע�����������Ӧ��������ԭ���ǣ�
����鿴��
����𰸣���Ӧ���������ܼ�����Ͳ���ܻ������Ȼ�����ǻ�и�����ȴ��
����������������Ӧ���������ܼ�����Ͳ���ܻ������Ȼ�����ǻ�и�����ȴ�ٶȲ�ͬ�����ܼ��ڲ������ģ��������ܼ����ߴ��н���Ƕ�����ܼ������ײ����ϴ����Ӧ����
46���ʴ��� ѹע�����¶�����Щ�йأ�
����鿴��
����𰸣����������ࡢģ�߽ṹ���ܼ���״�й�
�����������������������ࡢģ�߽ṹ���ܼ���״�й�
47���ʴ��� �ܼ��ı�����������Щ����Ӱ�죿
����鿴��
����𰸣��ܼ��ı�����������������ֲڶȺͱ���������Ӱ���ܼ�����ֲڶ�
���������������ܼ��ı�����������������ֲڶȺͱ���������Ӱ���ܼ�����ֲڶȵ�������Ҫ��ģ����ǻ����Ĵֲڶȡ�Ӱ���ܼ��������������أ��ܼ��������������ܼ�����ԭ���ϡ�ģ��������Ƶȡ�
48���ʴ��� ���ϵ�����������Щָ��������Գ����к�Ӱ�죿
����鿴��
����𰸣��ۺ������Է�������������ָ���������������߳��ȡ�������
���������������ۺ������Է�������������ָ���������������߳��ȡ��������Լ������ȣ����̳���/��Ʒ�ں���Է�������С������ָ���ߡ������߳��ȳ���������С�������ȴ��������Ժã������ܼ��ij��͡�
49������� ����ģ����ǻ�նȼ�������������濼�ǣ���1��������2����֤�ܼ����ȣ�3����֤�ܼ�˳����ģ��
����鿴��
����𰸣������̲������ɱ�
�������������������̲������ɱ�
50���ʴ��� ��ѡ��λ��ʱӦ�ô����¼������濼�ǣ�
����鿴��
����𰸣���1������λ��Ӧ�����ڳ�ģ�������ܼ����ں�һһ��С
����������������1������λ��Ӧ�����ڳ�ģ�������ܼ����ں�һһ��С�����������������̳���ʱ�䣬ͬʱҲ�����ڲ�����
��2������������ܼ����ܺ���۵���һһ�ܼ�����Щ�����п����ǹ������棬������ֵ��ֳݡ�Ħ������Ħ���桢��ϼ�������棬���ڵ�λ�ö�Ӧ�ñܿ���Щ���档װ�μ���װ����Ҳ��Ӧ�ÿ��载�ڣ�Ӧ�ÿ��������εĵط���
��3��������������ǻ�ڵ�����ӦС��100mm��������������ڡ�--�������Ͻ�����ǻ���������̡�
��4��������С��֯��ȡ��̶ȣ���ԲͲ���ܼ����û��ν��ڡ�--�����ܼ������������ܺ������ʵIJ��졣
51���ʴ��� ˳����ģ����Ӧ������Щ�������˫��ģ�����Ͷ�����ģ��������Щ����
����鿴��
����𰸣�˳����ģ����˫��ģ������Ӧ�����ܼ��Զ�ģ�Ͷ�ģ�ĸ������Ͱ���
��������������˳����ģ����˫��ģ������Ӧ�����ܼ��Զ�ģ�Ͷ�ģ�ĸ������Ͱ���������ʱ���ܼ������������ģб�Ȳ���ȵ�ԭ����ɶԶ���ģ�����������ж�ʱ��
˫��ģ�����Ͷ�����ģ���������𣺢�˫��ģ�����ڶ�ģ�Ͷ�ģ���������ģ�������ڶ�����ģ������ģ�߷���ʱ�ܼ����ڶ�ģ���ܼ��������ѳ����������ڶ�ģ��
52������ѡ���� �������ϲ��ϣ����ʺ�ʹ������ģ���㽽�ڣ����ǣ�����
A��ABS
B��PA
C��PMMA
D��POM
����鿴��
����𰸣�C
���������������
53���ʴ��� ע������̾�������������裿
����鿴��
����𰸣����ϡ��ܻ���ע�䡢��ģ
�����������������ϡ��ܻ���ע�䡢��ģ
54������ѡ���� �����ܼӾ�ģ��ģ��ĥ��ʧЧ�������ǣ�����
A.HF
B.O2
C.HCl
D.H2OE.H2
����鿴��
����𰸣�A, C
���������������
55���ʴ��� ����Ϊʲô����ȡ��һЩ��ͳ�IJ��϶����Թ㷺Ӧ�ã�
����鿴��
����𰸣�1.�ܶ�С
2.��ǿ�ȱȸնȸ�
3
��������������1.�ܶ�С
2.��ǿ�ȱȸնȸ�
3.��ѧ�ȶ��Ժ�
4.���Ե�����ȣ������Ժ�
5.��ĥ�������Ժ�
6.ճ������ǿ
7.���ͺ���ɫ���ܺ�
56������� ��עϵͳ��ָģ���дӽӴ�������ʼ������Ϊֹ����������ͨ����
����鿴��
����𰸣�ע�ܻ����죻���Ͼ�
��������������ע�ܻ����죻���Ͼ�
57������� ���ϰ��ϳ���֬�ķ��ӽṹ�������ܿɷ�Ϊ���������Ϻͣ������������֡�
����鿴��
����𰸣��ȹ�
���������������ȹ�
58���ʴ��� ģ��ѹ�����ص���ʲô��
����鿴��
����𰸣�����ֱ�Ӽ�����ǻ�ڣ�ѹ������ѹ��ͨ��ģֱ�Ӵ��ݸ�����
������������������ֱ�Ӽ�����ǻ�ڣ�ѹ������ѹ��ͨ��ģֱ�Ӵ��ݸ����ϣ�ģ�����������ճ���ʱ����ȫ�պ�
59�����ʽ��� ע��ѹ��
����鿴��
����𰸣�ָע��ʱΪ�˿˷������������졢������ģǻ�ȴ�ʱ��������
��������������ָע��ʱΪ�˿˷������������졢������ģǻ�ȴ�ʱ�������������ݸˣ������������洦������������ʩ�ӵ�ѹ����
60������ѡ���� ģ������һ���ļ�����״���ܹ����������������ģ���.
A.����
B.װ��
C.�豸
D.����
����鿴��
����𰸣�A, B, C
���������������
61������ѡ���� ע�ܻ�XS-ZY-125�еġ�125������������
A�����ע��ѹ��
B�����ע����
C�������¶�
D����ģ��
����鿴��
����𰸣�B
���������������
62���ʴ��� �������ν�����ȱ�㣿
����鿴��
����𰸣�i.�ŵ㣺���ν���ʹ���������ڿ��ȷ���õ����ȷ��䣬��
��������������i.�ŵ㣺���ν���ʹ���������ڿ��ȷ���õ����ȷ��䣬�ɽ����ܼ�����Ӧ�����������ã�����Ч�������ڸ����ܼ���ȱ�ݣ������ڳ��Ϳ��Ƚϴ�İ�״�ܼ���
ii.ȱ�㣺����ȥ�������ѣ��ۼ������ԡ����ڽ�����������IJ�λ�������볤��������������ٸߣ�Ϊ�˿ɼ�����������ȡ�
63������ѡ���� ��ʽע�����ע��ϵͳ����ģϵͳ�����ߣ����ֲ���
A����ˮƽ
B������ֱ
C��ע��ϵͳ��ˮƽ����ģϵͳ�Ĵ�ֱ
D��ע��ϵͳ�Ĵ�ֱ����ģϵͳ��ˮƽ��
����鿴��
����𰸣�A
���������������
64������ѡ���� ѹ��ģ������У���ϻ��ɱ�֤����ģ���λ�Z������϶һ��ȡ����
A��0.25��0.75mm��
B��0.05��0.1mm��
C��0.025��0.075mm��
����鿴��
����𰸣�C
���������������
65������� Ҫ�ﵽ�����Ŀ�ģ���Ҫ��ѹ������������������������ѹ������Ҫ��������ѹ��������ʩѹ��
����鿴��
����𰸣��������˳��
���������������������˳��
66������ѡ���� ��ע�ܻ���Ϊ���������˫������ģ���ǰ���������ġ�
A������ʹ�õ�ע�ܻ�����
B�������Ͳ���
C����ע��ģ������ṹ����
D����ģ�ߵ���ǻ��Ŀ
����鿴��
����𰸣�D
���������������
67������ѡ���� ��ȷ��ʩѹ����ʱ���������У������ء�
A��������ѹ������
B�����ڼ���
C�����ڰ�װ�̶�Ƕ��
D����������
����鿴��
����𰸣�D
���������������
68������ѡ���� �ܼ�����ߴ�ı�һ���ǣ���
A.��ƫ��
B.��ƫ��
C.˫��ƫ��
D.û�й涨
����鿴��
����𰸣�B
���������������
69������ѡ���� Ƕ����ģ���ڰ�װ�������ʽ������HS/f8����ϳ���һ��Ϊ������
A��3��5
B��4��6
C��6��8
����鿴��
����𰸣�A
���������������
70���ʴ��� д������������ģ����𣬲��������ص㡣
����鿴��
����𰸣�����ģ�ص㣺�ṹ�o����λ���ҽϼ䵥��һ������ڵ�
������������������ģ�ص㣺�ṹ�o����λ���ҽϼ䵥��һ������ڵ����������ڲ�Ʒ��һ��λ��ϼ�֮��Ʒ
����ģ�ص㣺��Ʒ�ṹ�����ҽϴ�֮����
������ģ�ص㣺��Ʒ�ṹ�ϸ���֮��Ʒ��������ģ������һ�p����ģ��������������ȳ��̹�λ��
����ģ�ص㣺һ���Կɽ���Ʒ��ѹ���֮ģ�ߩo��Ҫ���ڱ���ģ�ߣ�
71���ʴ��� ��Ϊ�ۺ���ȡ��ȡ��Ծۺ���������к�Ӱ�죿
����鿴��
����𰸣��ۺ���Ĵ���Ӽ������λ�ᾧ�ۺ������������Ӧ������
���������������ۺ���Ĵ���Ӽ������λ�ᾧ�ۺ������������Ӧ���������γɵ��������ноۺ���ȡ��
ȡ��Ծۺ�������ܵ�Ӱ�죺
�ٷǽᾧ�ۺ��ȡ���Ǵ���Ӽ������ε��������нṹ��ȡ���ۺ���������Եĸ������ԣ���ȡ��λ��ѧ����������ߣ���ֱ��ȡ��λ����ѧ���������½���
�ڽᾧ�ۺ������ѧ����Ҳ��ȡ������ָ������ԣ�����ǽᾧ�ۺ������в�ͬ��a���ᾧ�ۺ���ȡ�������Ӿ�Ƭ��˿������������ֱ�Ľ������ѧǿ�Ⱥ��ܶȶ�����ȡ��λ�õ���ߣ����Ժ�����Ҳ����ƣ����쳤��ȴ��Ϊ����ӵĹ������ж������½���b���ᾧ�ۺ����ȡ������ֻ�����۵��¶����½ᾧ���¶����ϲ���Ч���������ڽᾧ���¶�ʱ���ۺ��ﲻ�ݷ�����������������Ҳ��û��ȡ��Ч����
72������� ���ֱ���ཻ�ף���ע����ģ�ʹ���ģ���У����������߳�о���ٳ飨����
����鿴��
����𰸣�С����о�������о
��������������С����о�������о
73������ѡ���� �����������������ǣ�����
A���ۼ�ȩ
B��������
C����̼����
����鿴��
����𰸣�B
���������������
74���ʴ��� ��������ģ���ص㡣
����鿴��
����𰸣��ṹ���գ������ʸߣ�������ȸߣ��ر��dz�������ε�λ
���������������ṹ���գ������ʸߣ�������ȸߣ��ر��dz�������ε�λ�þ������ױ�֤�����Ǹ���ģ�ṹ���ӣ���ģ�߾���Ҫ��ϸߣ������ѶȽϴ���Ҫ������������Ҫ��ߵij�ü�����������װ����ģ��������Ӧ�ýϹ㡣
75���ʴ��� ģ�߲���ĥ�����������Щ�������ĸ�����Ҫ���أ�
����鿴��
����𰸣���1���������������ij�ˢ
��2���������в�
����������������1���������������ij�ˢ
��2���������в����ĸ�ʴ���������ʴ
��3����ģʱ�ܼ���ģ�ߵ�Ħ��
��4���������ӱ���ֲڶ���������Ҫ���´�ĥ�⡣
������ģʱ�ܼ���ģ�ߵ�Ħ������Ҫ���ء�
76������� ģ���л����϶��Ϊ�˱�֤����ģ����oͬʱ��֤������
����鿴��
����𰸣�˳����������Ʒ�ߴ�
��������������˳����������Ʒ�ߴ�
77�����ʽ��� һ����������
����鿴��
����𰸣��Ƕ�����������õ�һ����ʽ��ģ�ߵĶ�������һ����ɡ�
���������������Ƕ�����������õ�һ����ʽ��ģ�ߵĶ�������һ����ɡ�
78������ѡ���� ��������ճ������������أ�����������Ϊ�������塣
A������
B��������
C��ţ��
D��������
����鿴��
����𰸣�C
���������������
79���ʴ��� ;��Ϊ��ʪ��������������ʲô��
����鿴��
����𰸣���ʪ������һ�ֵ����Ƽ���ˮ���ĺ���������Ҫ������ʪ�Ժ�ǿ
����������������ʪ������һ�ֵ����Ƽ���ˮ���ĺ���������Ҫ������ʪ�Ժ�ǿ�������������ľ������������Ƽ��������ã��ڼ��Ⱥͱ�����������������Ӧ������ʹ�Ƽ��ڼ��Ƚ����дﵽ��ʪƽ�⣬��ֹ�Ƽ���ʹ�ù����з����ߴ�仯��
80���ж��� ��ǿ�ߵ��������ڲ����ӱں������£������ܼ���ǿ�Ⱥնȣ���ֹ�ܼ��������Ρ�
����鿴��
����𰸣���
���������������
81������� ע��ģ����ʱ������ͨ�����ã������������������ַ�ʽ��
����鿴��
����𰸣����÷������������ڷ������Ͽ���������������������ϼ�϶������
�����������������÷������������ڷ������Ͽ���������������������ϼ�϶��������������������
82���ʴ��� ѡ��ע�ܻ�ʱ��ӦУ����Щ��װ������سߴ磿
����鿴��
����𰸣�1��ģ�ߵıպϸ߶�Ӧ��ע����������С�պϸ߶�֮�䣻 ��������������1��ģ�ߵıպϸ߶�Ӧ��ע����������С�պϸ߶�֮�䣻
2��ע����Ŀ�ģ�г�Ӧ������ģȡ���ܼ�����Ŀ�ģ���룻
3����֤ģ�����γߴ���ͨ�����˼�ࣻ
4��ģ�߰�װ�ߴ������ע���������ģ�����ϵ��ݿ�ֱ����λ������Ӧ��
83������� �������״�ṹ�������У����νṹ��֧���ṹ������
����鿴��
����𰸣����ͽṹ
�����������������ͽṹ
84������� ��֬�����ϵ���Ҫ�ɷ֣��������������е�����һ����ɲ��֡�
����鿴��
����𰸣������
�������������������
85������ѡ���� ��ѹ�������������ƣ�������λ�ã�����֤���ˮƽ�ɱߡ�
A��������
B��ģ
C����ģ
D������
����鿴��
����𰸣�B
���������������
86������ѡ���� ����Ʒ�ֵ������Բ�ܼ�������ߴ磨����
A������̫С
B������̫��
C����ģ�����칤������
D�������ܼ���ʹ�����ܶ�ȷ������������������
����鿴��
����𰸣�B
���������������
87������ѡ���� �����ż����������ʵĸߵ��ǣ�������
A����������
B������ʱ��
C�������¶�
D�����϶�����
����鿴��
����𰸣�A
���������������
88���ʴ��� ����ģ�߰���ʲô������ʲô���ͣ���������ʲô��
����鿴��
����𰸣�����ģ����Ҫ����������ͷ�Ͷ���ģ���ֱ����ڳ��ͺͶ��͡�
������������������ģ����Ҫ����������ͷ�Ͷ���ģ���ֱ����ڳ��ͺͶ��͡����м�����ͷ���dz����ߡ�����Ҫ�����¼������ã�
��1��ʹ���Լ�����ͷ����������ת�˶���Ϊֱ���˶���
��2��������Ҫ��ѹ����ʹ������������ʵ��
��3��ʹ����ͨ��������ͷʱ��һ���ܻ���
��4��ʹ���ϻ����Ҫ�Ľ�����״���Ҿ��ȵļ�����
89������ѡ���� �������״�У�����
A.Բ����
B.�ⶥ��
C.����
D.����
����鿴��
����𰸣�A, B, C
���������������
90������ѡ���� ע��ģ�����������ص㣺����ϸ��Ϊ�������֣�����
A.���Ͳ���
B.��עϵͳ
C.�������
D.��������
E.��������
F.��ȴ�����ϵͳ
����鿴��
����𰸣�A, B, C, D, E, F
���������������
91������� ע��ʱ��ģ����ǻ����֮����Ҫ��һ���ģ���ʱ�䡣
����鿴��
����𰸣���ѹ
����������������ѹ
92������ѡ���� ���ϣ�������ɳ�Ʒ���氼�ݵ�ԭ��֮һ��
A�����Ϲ���
B�����������Թ���
C������Ӳ��̫��
D�����ϸ��ﲻ��
����鿴��
����𰸣�A
���������������
93������� ���ڻ����϶�oһ��ģ�尴�����ӹ��o��϶Ӧ���ڻ����С�
����鿴��
����𰸣�C+0.00
��������������C+0.00
94������� ͨ��ע�ܻ���ʵ��ע���������ע�ܻ������ע�����ģ������ڡ�
����鿴��
����𰸣�80%
��������������80%
95���ж��� ѡ����Ͳ��������¶ȿ��ǵ����غܶ࣬Ӧ���ʵ������������ȷ���ʵ��¶ȣ�Ȼ����ܼ�����ֱ�۷������������ĶԿ�ע���������������Ͳ�������¶Ƚ��е�����
����鿴��
����𰸣���
���������������
96���ж��� ��ע��������У�����ѹ�����㣬����Ħ����������ʹ����������.
����鿴��
����𰸣���
���������������
97������� �ƹ��Ƴ���ģ�����Ƿ���Ҫ��λ����������
����鿴��
����𰸣���Ҫ
����������������Ҫ
98���ʴ��� ���ֳ�����о�к��ص㣿
����鿴��
����𰸣�Һѹ��о�ص㣺����Һѹ�ƶ�Һѹ�Ļ����ˣ����ͬͬ���
��������������Һѹ��о�ص㣺����Һѹ�ƶ�Һѹ�Ļ����ˣ����ͬͬ��IJ���о��
99������ѡ���� ��ˮ�ļ�����ʽ�У�����
A.ֱ��ʽ
B.ѭ��ֱ��ʽ
C.����ʽ
D.����ʽ
E.��ͭ��ȴ
F.ŷʽ
����鿴��
����𰸣�A, B, C, D, E
���������������
100�����ʽ��� ���о����
����鿴��
����𰸣����Ƽ��в�ػ�ͻ��ʱ����ɲ�����о�ij����λ�Ļ�
�����������������Ƽ��в�ػ�ͻ��ʱ����ɲ�����о�ij����λ�Ļ�����
101���ʴ��� ����������ע��ģ����ȱ�㡣
����鿴��
����𰸣�A.�ŵ㣺������ע��ģ���Խ�Լ�������������������Ͷ�������
��������������A.�ŵ㣺������ע��ģ���Խ�Լ�������������������Ͷ������ʣ�������ʵ���Զ�������֤�ܼ���������B.ȱ�㣺ģ�߽ṹ���ӣ���۸ߣ�ģ�¿���Ҫ���ϸ������ڴ���������
102������ѡ���� ���Ƹ˵ĵ�������Ѩ��Բ������Ѩ�����ڣ������ϵij��͡�
A��Ӳ������ϩ
B�����ԽϺõ�
C���ᾧ��
����鿴��
����𰸣�B
���������������
103������ѡ���� ��б������о�����У�бШ�������Ш�ǡӱ����б������б������б��a����
A��0.5°��1°
B��1°��1.5°
C��2°��3°
D��2°��5°
����鿴��
����𰸣�C
���������������
104���ʴ���
��ͼ��˵������ģ��ģԭ����

����鿴��
����𰸣���ģʱ����ģ���ֺ��ˣ��ڵ���13�������£���ǻ��8Ҳͬ
����������������ģʱ����ģ���ֺ��ˣ��ڵ���13�������£���ǻ��8Ҳͬʱ�����ƶ���ģ�ߴ�A-A������ֿ������ֿ�һ�ξ����������14����ǻ����ס��ʹ��ֹͣ�˶�����ģ�������ˣ���ʱB-B������ֿ������ܼ�������ģ11�ϣ��������������ϣ���A-A�����潫����ȡ������ģ�������ˣ�ע����Ƹ˽Ӵ��¶����2ʱ����ģ������ʼ���������Ƹ�10�ƶ��Ƽ���6���ܼ���ģ11�����¡�
105�����ʽ��� �ܻ�
����鿴��
����𰸣���������Ͳ���ȣ��ɹ������ת����ճ��̬���γɾ������ÿ�
����������������������Ͳ���ȣ��ɹ������ת����ճ��̬���γɾ������ÿ����Ծ�������Ĺ��̳��ܻ���
106���ж��� ������������ͬ����£�������ƽ���ڰ�ĵ����Ʒ�����������С�����뾶��С��
����鿴��
����𰸣���
���������������
107������ѡ���� �ܼ���Ƕ���������Ǹ��λ��ǻ��Σ���ģ������������ɶ˳��Ⱦ���Ӧ������λ����ֱ���ģ�������
A��1.5
B��2
C��3
����鿴��
����𰸣�B
���������������
108������� ����������֬Ϊ��Ҫ�ɷֵģ������
����鿴��
����𰸣��߷����л���
���������������߷����л���
109������ѡ���� �ܽ�ģ��װ��ʱ�������������������5mm���ȡ����������װ�䡣
A.���־���
B.����������
C.�������
D.��ɰ�ֻ�ĥ��
����鿴��
����𰸣�C
���������������
110������� ������һ��������ѹ���³�����ǻ��������Ϊ�����ԡ�
����鿴��
����𰸣��¶�
���������������¶�
111������� �����ڼ�����������Ҫ���Ż�ͷ����������ȷֲ�������Ҫ�����٣�����
����鿴��
����𰸣����ȣ�����һ��
�����������������ȣ�����һ��
112������� ѹעģ��עϵͳ���������������������ڡ���������ɡ�
����鿴��
����𰸣����ϲ�
�����������������ϲ�
113�����ʽ��� ���
����鿴��
����𰸣�����ģ����ѹ������ʹ���ϲ�������ij�ѹ����
������������������ģ����ѹ������ʹ���ϲ�������ij�ѹ����
114������� ��λ��ָ��֤������ģ����ȷ��λ�ñպϣ����γ���Ҫ��ģ�����
����鿴��
����𰸣���ǻ
����������������ǻ
115������ѡ���� �����˵������ȥ���Ľ����ǣ�����
A�������
B���ַ�����
C���㽽��
D��צ�ν���
����鿴��
����𰸣�A
���������������
116���ж��� ������״���Ӻͱ�����Ʒ��Ϊ��֤������Ӧ���ӱ�ѹʱ�䡣
����鿴��
����𰸣���
���������������
117���ʴ��� ��ģ����װ�Z��������ʲô��
����鿴��
����𰸣���ģ����װ�Z�������ǣ�
A.����ģ�Ͷ�ģ
����������������ģ����װ�Z�������ǣ�
A.����ģ�Ͷ�ģ����ģ����ģ��ģʱ�������ǵ���������룬����������ģ���ϡ���ģȷ��ģ��������о�Ƚ��밼ģ���������о��ģ�������Ƴ������У����������֤�Ƹ˶����˶���������ϸ���ˣ��������Ƹ����Ƴ��������۶ϡ����λ�ĥ����ˡ�
B.��λ��֤������ģ���ϡ���ģ��ģλ�Z����ȷ�ԣ���֤ģ����ǻ����״�ͳߴ�ľ�ȷ�ԣ��Ӷ���֤�ܼ��ľ��ȡ�
C.����һ���IJ���ѹ����֤ģ������������
118���ʴ��� �ܼ�ΪʲôҪ����ģб�ȣ����Сȡ����ʲô��
����鿴��
����𰸣�����������ȴ��������������������ģ�������о�ϣ���
������������������������ȴ��������������������ģ�������о�ϣ�������ճ�����ã��ܼ������ڰ�ģ��ǻ�ڡ�Ϊ�˱�����ģ���������ܼ���������ģʱ���˵ȣ������ʱ����ʹ�ܼ������������ģ������к�������ģб�ȡ���ģб�ȵĴ�Сȡ�����ܼ������ܣ�������״��߶Ȼ���ȣ��ں���ǻ����״̬��ֲڶȣ��ӹ���·�ȣ�Ӳ�����ϱ�����������ģб�ȴ���״�Ƚϸ��ӣ�����Ϳ϶���ܼ�ȡ���ڴ����ģб�ȣ����ϸ߶ȴ����ȡ��С����ģб�ȣ��ں����ӣ��ڿװ�����о��������ģб��ҲӦȥ��Щ��
119������� ��ע�������Ӧ���ƺ������¶ȣ������ƣ����������ģ���¶ȡ�
����鿴��
����𰸣���Ͳ
����������������Ͳ
120������ѡ���� ��ע�ܳ���Ӱ����Ϊ��Ҫ��Ӧ���ǣ�����
A��ѹ��Ӧ��
B������Ӧ��
C������Ӧ��
D������Ӧ��
����鿴��
����𰸣�A
���������������
121������� ���ģ������ɷ�Ϊ���������������
����鿴��
����𰸣��ṹ���
���������������ṹ���
122������� �ܼ��ıں�Ҫ�������������ȴ�̻��ٶȲ�ͬ���𣨣����Ӷ����ܼ��ڲ�������Ӧ���������ܼ����������������������ѵ�ȱ�ݡ�
����鿴��
����𰸣����ȣ���������
�����������������ȣ���������
123������ѡ���� ��ʽע���SX-Z-63��ע������Ϊ������
A��6300
B��630
C��63
D��36
����鿴��
����𰸣�C
���������������
124������� ����ģ��ģ�ܷ������࣬�ɷ�Ϊע��ģ��ѹ��ģ������������ģ��
����鿴��
����𰸣�ѹעģ
��������������ѹעģ
125������ѡ���� ����ģ�ķ�����.��ǻ����о�����.��������о���Լ���о������ļ�϶���������ֵͨ������ʹ�����ϵģ����������ġ�
A.�¶�
B.��
C.���ֵ
����鿴��
����𰸣�C
���������������
126������ѡ���� ģ����������ʹ�õķ�����������״�ǣ�����
A������
B��U��
C������
D��Բ��
����鿴��
����𰸣�C
���������������
127�����ʽ��� ��о
����鿴��
����𰸣���������ڱ���������Ϊģ����о��
����������������������ڱ���������Ϊģ����о��
128������ѡ���� �ܼ�������Ƶ�ԭ����
A������������
B��������ʹ�����ܵ�ǰ���£����������ڳ��ͣ����������ò����о
C����������఼
D�����ÿ���ģ�ߵĸ��ӳ̶�
����鿴��
����𰸣�B
���������������
129������� б�����ڶ�ģ�ϣ������ڶ�ģ���ֽṹ��ͨ��������������ʵ��б�����뻬�������˶������ڻ�����Բ�����б���������Բ����Z������
����鿴��
����𰸣��Ƴ�������������ͣ����鶨λװ�Z
���������������Ƴ�������������ͣ����鶨λװ�Z
130������ѡ���� ע�����촵�ܳ��͵�ԭ���ͣ�����ԭ����ͬ��
A.˫�����챡Ĥ
B.��㴵�ܳ���
C.ע�䴵�ܳ���
D.����ȫ��
����鿴��
����𰸣�A
���������������
131������ѡ���� ������ø�����ȴʱ���������ֹת��
A.��Բ�����
B.Բ�����
C.�������
D.�������
����鿴��
����𰸣�B
���������������
132������ѡ���� ��ע��������У�����Ƕ��Ԥ�ȵ�Ŀ���ǣ�����
A.���Լ�������
B.����Ƕ����ǿ��
C.����Ƕ����Χ���ϵ�����Ӧ��
D.����������
����鿴��
����𰸣�C
���������������
133���ʴ��� �����һ�¹����������Զ�����������ã�
����鿴��
����𰸣�1.�������������۵�����
2.������������
��������������1.�������������۵�����
2.�����������Զ�����������װ�����������
3.�Զ���������Ǻ���װ��ʱ�������������éo���ױ��������߸����ˡ�
4.�������������ʱ�ܸ��õ��Ǻ���һ����Ϊһ������۵ĵײ����������ǣ���һ��������Ǽ������ǣ������ʱ������ȫ�Ǻ���һ��
134������ѡ���� ��ȴϵͳ���õ�����У�����
A.��ˮ��
B.ˮ��
C.�ܷ�Ȧ
D.��ͷ
E.ˮ��
F.����Ƭ
����鿴��
����𰸣�A, B, C, D, E, F
���������������
135������� �����б�Ҫ����Ҫ�ɷ�����֬����������ϳ���֬��ԭ����Ҫ�����ڣ�����
����鿴��
����𰸣�ʯ��
��������������ʯ��
136������� ���λ��������ϸ˲��ã�����ģ�����ϸ˹̶��ڣ����̶����ϡ�
����鿴��
����𰸣�ǿ�ƣ���ģ
��������������ǿ�ƣ���ģ
137���ʴ���
������ͼ��ʾ������
��1��ʲô�Ƕ����Ƴ�������ͼʾΪ���Ƴ�����
��2�������乤��ԭ��
��3�����Ƴ����������ã��ص㼰���÷�Χ

����鿴��
����𰸣�1�������Ƴ�������һ���ڶ�ģ��ʵ���Ⱥ������Ƴ���������
��������������1�������Ƴ�������һ���ڶ�ģ��ʵ���Ⱥ������Ƴ����������������Ƴ�������ʱ�������ض�˳����Ƴ�������ͼʾ��һ������ʽ�����Ƴ�������
2����ģʱ�ɵ���2�ĵ����ƶ��Ƽ���6��ʹ�ܼ�������о��ʵ�ֵ�һ���Ƴ��������Ƴ�����l1����λ�ݶ�3���ơ��ڶ����Ƴ����Ƹ�5��ɡ�
3�����Ƴ������ṹ�����գ��������Ƴ����벻��ij��ϡ�
138������� �����ṹ��ͬ�ݛi���Ͽɷ�Ϊ���ͣ�����
����鿴��
����𰸣��տ�
���������������տ�
139������ѡ���� �����ĸ���������ڱ����������⣨����
A.�۽Ӻ�
B.�ܼ���������
C.�ܼ�������
D.�ܼ�ǿ���½�
����鿴��
����𰸣�D
���������������
140�����ʽ��� ���ϵ�������
����鿴��
����𰸣���ָ���ֻ��������ϲ�ͬƷ�ֵ�����������״̬�²������
����������������ָ���ֻ��������ϲ�ͬƷ�ֵ�����������״̬�²���������������������
141������ѡ���� ����������һ�ֽ�������ʱģ�߱����������ʽ�ṹ������
A��ֱ�ӽ���
B���ཽ��
C���ַ�����
D���㽽��
����鿴��
����𰸣�D
���������������
142������ѡ���� ѹ���Ķ���������ѹ��ģ��ģ����ͨ�������̶�������һ��
A.����
B.����
C.�
D.�а�
����鿴��
����𰸣�C
���������������
143������ѡ���� ���в������Ƴ�����������ǣ�����
A���Ƹ�
B�����
C����о
D���ư�
����鿴��
����𰸣�C
���������������
144���ʴ��� ��������о�Ľṹ��Ƽ��̶�������ЩʲôҪ��
����鿴��
����𰸣�������о������;��Ϊֱ�ӳ����ܼ��ϵ��ݿ̶���ĸǶ��
��������������������о������;��Ϊֱ�ӳ����ܼ��ϵ��ݿ̶���ĸǶ�����֡�����������о�ڽṹ��û��ԭ�����𣬵�ǰһ��������о�����ʱ���뿼�����ϵ������ʣ�����ֲڶ�С��RaΪ0.1μm���ɣ���ʼ�˺�ĩ��Ӧ���ܼ��ṹҪ����ƣ�����һ�ֲ��ؿ������������ʣ�����ֲڶȿ��Դ�Щ��RaΪ0.8μm���ɣ�.
�̶�����ģ�Ͷ�ģ�ϵ�������оͨ����ģ��֮���Ǽ�϶��ϣ���������о����ģ�߶�Ӧ�Ŀ��м��ɡ�
�̶�����ģ�Ͷ�ģ�ϵ�������о�����е����Ļ��ڻ���������Ԫ����������о֧����ģ���ڣ����ͺ����ܼ�һ��γ�����о��ģ��֮������һ��ΪH8/h8��
145���ʴ��� Ƕ������״����Щ��
����鿴��
����𰸣�1ԲͲ��Ƕ����
2Բ����Ƕ����
3
��������������1ԲͲ��Ƕ����
2Բ����Ƕ����
3���ͻ���Ƭ�ͣ�
4ϸ�˹ᴩǶ����5�����ǽ���Ƕ��
146������ѡ���� ���Ӳ�ͨ���а�ʱ�����õĹ̶������ǣ�����
A.�������ݶ��̶�
B.502���̶�
C.���ӹ̶�
D.���̶�
����鿴��
����𰸣�A
���������������
147���ʴ��� ����������ע��ģ�ܳ��͵��ص���ʲô��
����鿴��
����𰸣�����������ע��ģ�߲��ö��������м��Ȼ���ȵİ취������
������������������������ע��ģ�߲��ö��������м��Ȼ���ȵİ취�����ִ�ע�����쵽��ǻ����֮������ϳ�����״̬����ÿ��ע���ֻ��ȡ���Ƽ���û�н�עϵͳ�M�ϡ����������ϳ�������ѹ����ʧС����˿���ʵ�ֶཽ�ڡ�����ǻ�������ܼ��ĵ�ѹע�䡣ͬʱҲ������ѹ�����ݣ��˷����ϲ���������������ۣ�����ܼ����������������ϳ��ͻ�����ʵ�������ϼӹ���ʡȥ���г���עϵͳ�M�ϵ�ʱ�䣬��˿������̳������ڣ�������Ͷ������ʡ�
148���ж��� ע��ģ�Ľ��Ͽڴ�������Ҳ���Ͽ�С������ҲС��
����鿴��
����𰸣���
���������������
149������ѡ���� ���ڵ�λ��ѡ�����ܼ������������
A.����
B.�۽Ӻ�
C.����
D.�Ѻ�
E.����
����鿴��
����𰸣�A, B, C, D
���������������
150������ѡ���� ѹעģ������������״��ȡ��ͬ�����ʱ�ܱ������״�������Σ��������ڣ�����
A��ģ��������
B������Ħ��
C���������
D����Լԭ��
����鿴��
����𰸣�D
���������������
151������� �������ϵĻ�ѧ�ṹ�ڣ��������¾��п��ܷ����仯�����ֱ仯���������õ����г̶ȳ�Ϊ���ϵ������ԡ�
����鿴��
����𰸣�����
������������������
152������ѡ���� ��ʽ������ͷ�����ϼ��ɹ�״���ڣ���������о���ϡ�
A.��ģ��
B.��ģ��
C.������
D.�����
����鿴��
����𰸣�B
���������������
153������ѡ���� �в�����ģ�ߵ���ȴ�������ǣ�����
A��ˮ��ȴ
B��������ȴ
C������ȴ
D���黯��
����鿴��
����𰸣�D
���������������
154������ѡ���� ѹ�߳��ӵIJ���һ��Ϊ������
A.S45C
B.CD65
C.SKD11
D.A6061
����鿴��
����𰸣�C
���������������
155���ʴ��� �������κ�˫������ע��ģ��������ʲô��
����鿴��
����𰸣���������ע��ģ���ֳ�����ʽע��ģ��ֻ��һ�������棬����
����������������������ע��ģ���ֳ�����ʽע��ģ��ֻ��һ�������棬��������ģ�߿�ģ���ܼ���ͬ��עϵͳ�������ڶ�ģһ�࣬����ͬһ������ȡ����˫������ע��ģ���ֳ�����ʽע��ģ�������������Σ��뵥��������ȣ��ڶ�ģ�Ͷ�ģ֮��������һ�����Զ������ƶ��������壬�ܼ��ͽ�ע���ϴ�������ͬ�ķ�����ȡ����
156������ѡ���� Ԥѹһ���ǣ������еġ�
A������
B������
C������
D��150°
����鿴��
����𰸣�A
���������������
157���ж��� ����һģ��ǻ��ע��ģ��������ǻ�����о����Ӧ��״.�ߴ綼��ȫһ�£���ͬһģ���ͺ����Ʒ����Ӧ��״.�ߴ���ȻҲ����ȫһ�µġ�
����鿴��
����𰸣���
���������������
158�����ʽ��� ��������
����鿴��
����𰸣�ָ�������ͽ���֮���һ��ͨ����������������������������
��������������ָ�������ͽ���֮���һ��ͨ��������������������������������ǻ�Ĺ��ɶ�ͨ������ʹ���ϵ�����õ�ƽ�ȵ�ת����
159���ж��� ���ܼ��ļӹ������ظ���λ���ȿɴﵽ0.001mm��
����鿴��
����𰸣���
���������������
160���ʴ��� ����������Ͳ���϶���ʼ����ͷ���¶ȷֲ���������ģ�
����鿴��
����𰸣��ɵ͵��ߣ��ﵽ���ϵ������¶�
���������������ɵ͵��ߣ��ﵽ���ϵ������¶�
161�����ʽ��� ע������̷��ļ����Σ�
����鿴��
����𰸣����������ϡ������ܻ���ע�䡢��ѹ����ȴ���͡���ģȡ����
�����������������������ϡ������ܻ���ע�䡢��ѹ����ȴ���͡���ģȡ���ȹ���
162������� ������Ʒ��ʹ����Ӧ���֣���״̬��
����鿴��
����𰸣�����̬
������������������̬
163������� ע�ܻ���ģ�����Ļ�����������ģ����ģ�����ߴ磬�����г̣�������
����鿴��
����𰸣�������
��������������������
164������ѡ���� ij��Ʒ��15g����עϵͳ������20g����ǻ��Ϊ8������ѡ�����������ͺŵ�ע�ܻ�������
A��50��
B��100��
C��200��
D��500��
����鿴��
����𰸣�C
���������������
165���ʴ��� �����ཽ�ڵ���ȱ�㣿
����鿴��
����𰸣�A.�ŵ㣺�ཽ���Ǿ��ν��潽�ڣ��ı佽�ڵĿ���b�ͺ��
��������������A.�ŵ㣺�ཽ���Ǿ��ν��潽�ڣ��ı佽�ڵĿ���b�ͺ��t���Ե�����ģʱ��������ļ������ʺͽ��ڷ�յ�ʱ�䡣�ཽ�ڿ��Ը����ܼ�����״����ѡ��λ�ã��ӹ����ף��������㣬ȥ�����ڷ��㣬���ںۼ�С����˲ཽ�ڹ㷺��Ӧ������С���ܼ���
B.ȱ�㣺�ܼ������γ��۽Ӻۡ����ס����ݵ�ȱ�ݣ�ע��ѹ����ʧ�ϴ����ܼ���������������
166������ѡ���� �����������ڳ����£��ʼ�Ӳ��̬���ڣ�����
A������̬
B���ߵ�̬
C��ճ��̬
D����̬
����鿴��
����𰸣�A
���������������
167���ʴ��� ʲô�в崩��ʲô��������
����鿴��
����𰸣�����������ģ�����Щ����û�а�ģб�ȵ������һ��
������������������������ģ�����Щ����û�а�ģб�ȵ������һ��
�崩������ģ�����Щ�����а�ģб�ȵ������һ��
168�����ʽ��� �����ʵ�ʱ�����ʲô��
����鿴��
����𰸣������ʵ���Ǵ�����������˽ṹ�仯��������������Ͳ��
�������������������ʵ���Ǵ�����������˽ṹ�仯��������������Ͳ���ı仯�ȡ�
169�����ʽ��� ���ʽ��ģ
����鿴��
����𰸣���ɰ�ģ��ÿ����鶼�ǻ�ģ�����Ʒ�ij��ι����п�����
����������������ɰ�ģ��ÿ����鶼�ǻ�ģ�����Ʒ�ij��ι����п���������װ�ù�����һ���γɱպ�ģǻ
170������ѡ���� �������ϵ�������Ϊ�֣����Ͽ��Է�Ϊ������
A���ȹ�������
B������������
C������������
D������������
E������������
����鿴��
����𰸣�A, E
���������������
171������ѡ���� ģ�������������ܵ��µ��ܼ�ȱ���ǣ�����
A������
B���
C��ƴ�Ϸ�
D���ս���
����鿴��
����𰸣�D
���������������
172������� ע��ģ���������ʱ����ѹ����ʧ���濼�ǣ�Բ�ν����������ã��Ӽӹ����㷽�濼�������Ρ�U�ͻ�������
����鿴��
����𰸣���Բ��
����������������Բ��
173������� ��������ģ�ļ�϶��С��һ��˫���϶Ϊ���Ϻ�ȵģ�����
����鿴��
����𰸣�0.5%��3%
��������������0.5%��3%
174������� �ӳ����ճ���������������ճ�ȣ���Ҫȡ���ڶ��¶ȡ�������ѹ�������������ĺ���ѡ��Ϳ��ơ�
����鿴��
����𰸣���������
����������������������
175������ѡ���� ������ȴ��·�ij������ȴҺ�²������Ʒ�²�Ӧ�����ڣ�����
A��8°C����
B��5°C����
C��2°C����
����鿴��
����𰸣�C
���������������
176������ѡ���� ע��ģ��С���ڵ��ŵ����������
A���������ϵij�ģ����
B����С����ѹ����ʧ
C����������
D�����ڲ���
E�����ڶ���
����鿴��
����𰸣�A, E
���������������
177������� �Զ����Ļ������Ҫ�ؾ��ǣ�����
����鿴��
����𰸣���е���
������������������
178������ѡ���� �ܼ���С��ģб������������.������С.�ܼ��ģ����������йء�
A.������
B.���γߴ�
C.�ߴ羫��
����鿴��
����𰸣�C
���������������
179���ʴ��� �ȹ������ϵĹ����Ա�������Щ���棿
����鿴��
����𰸣��ȹ������ϵĹ����������Բ�ͬ�����������ϣ�����Ҫ����ָ
���������������ȹ������ϵĹ����������Բ�ͬ�����������ϣ�����Ҫ����ָ���������ʣ������ԣ�ˮ�ּ��̻��ٶȵȡ�
180���ʴ��� ע��ѹ���ĸߵͶ�����������ģ���Ƽ������к�Ӱ�죿
����鿴��
����𰸣�����ע��ѹ�������ӣ���Ʒ��ȡ��̶����ӣ��������������������
������������������ע��ѹ�������ӣ���Ʒ��ȡ��̶����ӣ�������������������������ӣ�����������������ʽ��ͣ����õ���ȴʱ���ӳ����۽Ӻ�ǿ����ǿ���ȱ����¶��½�����ע��ѹ��ѡ����ͣ�ע�������������ѹ����ʧ���������ģǻѹ�����㣬���彫���ѳ���ģǻ��ע��ѹ��ѡ��ù������ʹѹ����ʧ��Լ�С����ȴ���ܳ�����ģ�����ϵȲ�����������ϴ��ѹ���������������������ȶ����ƣ�������ʹ�������ֹ�������
181������ѡ���� ��ģ�Ľṹ��ʽһ���У������֡�
A������ʽ
B������Ƕ��ʽ
C���ֲ���Ƕʽ
D���������Ƕ���ʽ
E���ı�ƴ�ϵ����ʽ
����鿴��
����𰸣�A, B, C, D, E
���������������
182���ʴ��� �����������Ǽ��֣�
����鿴��
����𰸣�Բ�ζ��룬���ζ���.��Ͳ����.���ʽ����q
��������������Բ�ζ��룬���ζ���.��Ͳ����.���ʽ����q
183���ж��� ֱ��С��1.5mm�Ŀ����̫��Ŀ������ֱ�ӳ��͵ķ�����á�
����鿴��
����𰸣���
���������������
184������ѡ���� ע��װ�õ���ɰ���������
A.�ݸ�
B.��Ͳ
C.����
D.����Ȧ
E.�϶�
F.������
����鿴��
����𰸣�A, B, C, D, E, F
���������������
185������� �ṹ�����ָ���˳�����������ģ�ߵ�����������������̶��塢�����������������עϵͳ������������о�������Ƴ����������Ȼ���ȴװ�á������ȡ�
����鿴��
����𰸣�֧�а�
��������������֧�а�
186������� ע����͵�����������Ϊ���¶ȡ�ѹ����������
����鿴��
����𰸣�ʱ��
��������������ʱ��
187������� ����ǻ���϶࣬��ģ�߳ߴ�����ʱ��ͨ�����÷�ƽ�Ⲽ�á����ڸ����������Ȳ�ͬ���ɲ��ý������Ľ���ߴ���ʵ�־�����ϣ����ַ����辭�����ģ��������ʵ�֡�
����鿴��
����𰸣�������Ƴɲ�ͬ
��������������������Ƴɲ�ͬ
188���ʴ��� ��ʽ������ʲô�ص㣿����ʲô���ϣ�
����鿴��
����𰸣��ص㣺���ƻ��Ƽ��ı��棻�����Զ����ϣ�ģ�ӹ��ѶȽϴ�
���������������ص㣺���ƻ��Ƽ��ı��棻�����Զ����ϣ�ģ�ӹ��ѶȽϴ���Ӧ����̫�û����̫������ϡ�
189������ѡ���� ģ���ȴ�������ȴ�ٶȹ��죬�����������
A���������
B����̼��ʴ
C���������
D���ػ���
����鿴��
����𰸣�C
���������������
190���ж��� ͬһ�����ڲ�ͬ�ij��������£�������������ͬ�ġ�
����鿴��
����𰸣���
���������������
191���ж��� ģ�dz����ܼ��ڱ������Ҫ�����
����鿴��
����𰸣���
���������������
192���ʴ��� �пմ��ܺ�������ܵ�ԭ�������ò�Ʒ����Щ��
����鿴��
����𰸣�һ���пմ��ܳ���
�ǰѼ������ߵ�̬����������
��������������һ���пմ��ܳ���
�ǰѼ������ߵ�̬��������������ģ���ڣ�Ȼ��պ�ģ�ߣ�����ѹ��������ʹ�����������ͽ�������ǻ���棬������ѹ��ȴ���ͺ�ģȡ�����õ�һ����״���п��ܼ������ϳ��ͷ�����
���Ի�ø�����״���С���пձ���������Ʒ��������ƿ�ӡ���������Ͱ����ߵȡ�
193������� �����ܼ��ijߴ磬������������ǻ�ijߴ磬ȷ����ǻ�ģ�ȷ����������Ļ��ӹ����ȴ�����װ���Ҫ��Ҫ�Թؼ��IJ�λ���У����ͣ���У�ˡ�
����鿴��
����𰸣�ǿ�ȣ��ն�
��������������ǿ�ȣ��ն�
194���ʴ��� Һѹ��о�к��ص㣿
����鿴��
����𰸣����ֳ�����о�ص㣺һ�����ÿ�ģ�����϶�ԭ��������ԭ����
�����������������ֳ�����о�ص㣺һ�����ÿ�ģ�����϶�ԭ��������ԭ�������������֣����ɳ���������о������ɳ�о���������ȿɳ�ֱ��о��Ҳ�ɳ�����о��Ҳ���������˻�������ԭ��������ת�ġ��ɻ�ýϴ�ij�о��ͳ�о����
195���ʴ��� ��ȷ����ģ�пڳߴ�Ӧ��ѭ��Щԭ��ԭ��
����鿴��
����𰸣���1�������ģ��ʱ����ȷ����ģ�пڳߴ磬��ģΪ����
����������������1�������ģ��ʱ����ȷ����ģ�пڳߴ磬��ģΪ������϶ȡ��ģ�ϣ�����ü�϶ͨ����Сģ�пڳߴ���ȡ�á���Ƴ��ģʱ����ȷ��ģ�пڳߴ磬��ģΪ������϶ȡ�ڰ�ģ�ϣ�����ü�϶ͨ������ģ�пڳߴ���ȡ�á�
��2�����ݳ�ģ��ʹ�ù����е�ĥ����ɣ��������ģʱ����ģ�Ļ����ߴ�Ӧȡ�ӽ�����ڹ�����С���ߴ磻��Ƴ��ģʱ��ģ�Ļ����ߴ�Ӧȡ�ӽ�����ڳ������ߴ硣����������ģ��ĥ��һ���̶�ʱ�����ܳ���ϸ�������
��3���������ϻ��dz�ף�����ģ�����ü�϶һ�ɲ�����С�ĺ�����϶ֵ��
��4��ѡ��ģ���пڳߴ�����칫��ʱ��Ҫ���dz��������ģ�߾��ȵĹ�ϵ��
��5��������ģ�пڳߴ������ƫ�ԭ���϶�Ӧ��“����”ԭ���עΪ����ƫ�
196���ʴ��� �ᾧ��������ǽᾧ�������ڼ������ڡ���ȴ���̺ͳߴ������ȷ�����ʲô���
����鿴��
����𰸣�����У�
�ٽᾧ��������������۵��¶����ϲ�
�������������������
�ٽᾧ��������������۵��¶����ϲ��ܴﵽ����״̬����˽ᾧ�����ϼ������ڱȷǽᾧ�����ϼ������������ĸ����������
���Ƽ���ģ����ȴʱ���ᾧ������Ҫ�ȷǽᾧ�����Ϸų�������������ᾧ�����ϱȷǽᾧ����������ȴ����ʱ��Ҫ�ϳ�����ȴʱ�䡣
�۽ᾧ�����Ϲ�̬���ܶ�������ʱ���ܶ����ϴᾧ�����ϵijߴ���������ʴǽᾧ�����ϵijߴ����������һ��С��
�ܽᾧ�����ϸ���������������Ӧ������ģ����Ʒ��δ�ᾧ�ķ����м����ᾧ��������ˣ��ᾧ�����ϱȷǽᾧ�����ϸ���ʹ��Ʒ���κ�������
197������ѡ���� ���������뾶Ӧ����������뾶С����mm��
A.0.5~1
B.1~2
C.2~3
����鿴��
����𰸣�B
���������������
198������� ��ģ����Щo���ӵ�Ӳ��Ҫ��һ��Ϊ�����ȡ�
����鿴��
����𰸣�58~60
��������������58~60
199������� ���ģ��ʱ���뱣֤Ƕ����ģ���еģ����ͣ������Է�ģ��ʱ����λ�ƻ���䡣
����鿴��
����𰸣���λ����λ
����������������λ����λ
200���ʴ��� �Ƽ����Ƴ������к��ص㣿�Ƽ��������ƣ�
����鿴��
����𰸣��Ƽ��������ص㣺�Ƴ������Ҿ��ȡ����Ƴ��ۼ�������Բ��
���������������Ƽ��������ص㣺�Ƴ������Ҿ��ȡ����Ƴ��ۼ�������Բ�μ��Ƽ�������о��ϲ��ֵļӹ����鷳�����и
�Ƽ������ܼ��Ӵ���λҪ��һ����Ӳ�������ֲڶȣ����ڴ������ĸ߾����ܼ����ͣ������Ƽ�����Ƴɾֲ���Ƕ����Ͻṹ��
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
�����������
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
��е���̣�����ģ���������⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




