�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1���ʴ���
��ͼ�д��ڽṹ���ղ�����֮����˵��ԭ��ͼ��
����鿴��
����𰸣����۵ijߴ硢��λ��ͬ������һ��װ���мӹ���ȫ�����ۣ�Ч
�����������������۵ijߴ硢��λ��ͬ������һ��װ���мӹ���ȫ�����ۣ�Ч�ʽϸߡ�
2������ѡ���� �ڳ�������������װ�г��ᳵ��Բʱ��������նȽϵͣ��������У�������״���繤���նȽϵͣ�������У�������״������
A.��
B.����
C.��
D.
����鿴��
����𰸣�A
���������������
3�����ʽ��� ����ͨ����
����鿴��
����𰸣�ָ�������㹻�ߵ�ƽ������ͨ�����ֻ�·����·�ش���������
��������������ָ�������㹻�ߵ�ƽ������ͨ�����ֻ�·����·�ش��������ϰ���������
4������� ��Ʒװ�乤���жԡ��������̶�Ҫ����ָ�ṹ�ģ�����������ϵ�л���
����鿴��
����𰸣�ͨ�û���������
��������������ͨ�û���������
5������ѡ���� ������λ��������ԣ���
A.���Կ�ʼ�ӹ�������Զ�λ���Ƚ��з�������㡣
B.һ����Կ�ʼ�ӹ�����ʱ��Զ�λ���Ƚ��з�������㡣
C.һ����Զ�λ���Ƚ��з�������㣬��ʱ�������Ͻ��мӹ���
D.����Զ�λ���Ƚ��з�������㡣
����鿴��
����𰸣�D
���������������
6������� ���������ü��������������Ա��������ë������Ʒ�����췽��������ҵ�IJ�Ʒ�������ת��Ϊ��Ʒ�������ݵ�һ�ּ�����
����鿴��
����𰸣�������������չ�����ƣ�CAPP��
��������������������������չ�����ƣ�CAPP��
7������� �ڳߴ����У����������⣬�������л�����֮Ϊ��ɻ���
����鿴��
����𰸣���ջ�
����������������ջ�
8���ж��� �����������Զ����̶Ƚϸߣ�Ҫ���˵ļ���ˮƽҲ�ߡ�
����鿴��
����𰸣���
������������������У�ʹ����ˮ����ҵ���Զ����̶Ƚϸߣ�����ֻ����Ϥijһ��λ�IJ�������
9������ѡ���� ���������Ͻ�����Ӧ���ȴ���ʱ���ɸ�����ɼӹ��Եķ����ǣ���
A������ʱЧ����
B����̼�����˻���
C����̼�ֵ��ʴ���
D����̼�ֹ��䴦��
����鿴����Դ:91������ 91eXAm.org��
����𰸣�B
���������������
10������� �����ӹ��У��������ȴ�����м�������ӹ�ʱ�����������ӻ�ʹ����ֲڶ�ֵ������
����鿴��
����𰸣�����
������������������
11���ʴ��� ����ƽ�涨λ�Ķ�λԪ����Ҫ����Щ��
����鿴��
����𰸣�����ƽ�涨λ�Ķ�λԪ����Ҫ�У�
1��֧�ж���
������������������ƽ�涨λ�Ķ�λԪ����Ҫ�У�
1��֧�ж���
2��֧�а壻
3���ɵ�֧�У�
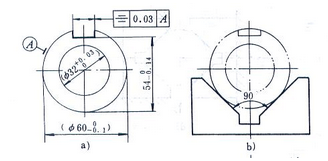
4����λ֧�У�
5������֧�С�
12������ѡ���� ���ߵ���Դ��Ҫ�ǣ�����
A.������
B.Ħ����
C.������
D.������
����鿴��
����𰸣�A
���������������
13���ʴ���
ͼ��ʾ��������ӹ��ļ���װ��������Է�������������Щ���ɶȣ�

����鿴��
����𰸣���a��ͼ��צ�������ƹ����� �������a��ͼ��צ�������ƹ�����
�������a��ͼ��צ�������ƹ����� ������ɶȡ�������
������ɶȡ������� �������ɶȡ�
�������ɶȡ�
��b��ͼ��צ�������ƹ����� �ĸ����ɶȣ����ļ�������
�ĸ����ɶȣ����ļ������� �������ɶȡ�
�������ɶȡ�
��c��ͼ��צ�������ƹ����� �������ɶȣ���������
�������ɶȣ��������� �������ɶȡ�
�������ɶȡ�
14������ѡ���� ���㶨λԭ��ָ���ǣ���
A.���ɰѹ�����Ϊͳһ��������з������ֿ���Թ�����ijһ�������
B.���ܰѹ�����Ϊͳһ��������з�����Ҳ������Թ�����ijһ�������
C.���ѹ�����Ϊͳһ��������з�������������Թ�����ijһ�������
D.���ܶԹ�����Ϊͳһ��������з�����������Թ�����ijһ�������
����鿴��
����𰸣�C
���������������
15���ʴ���
�����⣺��ͼ��ʾ���������ڿ���Բ�Ѽӹ��ϸ�

�����ڲ崲���Ե������ӹ��ڼ��ۣ�Ҫ��֤�ߴ�
���Լ���ͼʾ��λ�����Ķ�λ��������Բ���ڿ�ͬ�������
����鿴��
����𰸣�1�� �ߴ�H�Ĺ����Ϊ��D��ĸ��A����λ��Ϊ��Բd
��������������1�� �ߴ�H�Ĺ����Ϊ��D��ĸ��A����λ��Ϊ��Բd��Բ�ģ����Դ��ڡ�jb����
��jb = TD/2 =0.025/2 =0.0125 mm
2��V�Ϳ鶨λ��Բ�����ڡ�jw����
��jw = Td/2sin��α/2�� = 0.1/2sin45 = 0.0707 mm
3�� ��λ��ΪA���ڳߴ�H�����ϵ����䶯����
��dw = ��jb + ��jw = 0.0832 mm
16������ѡ���� ���²����ڼӹ�������ȷ���������ǣ���
A.���鷨
B.�����
C.������
D.���ʷ�
����鿴��
����𰸣�D
���������������
17���ʴ��� �����ļ�����ʽ��
����鿴��
����𰸣���Ҫ�����ļ��й��չ��̿�Ƭ������Ƭ��������Ƭ�ͼ��鹤��Ƭ
����������������Ҫ�����ļ��й��չ��̿�Ƭ������Ƭ��������Ƭ�ͼ��鹤��Ƭ�ȡ�
18���ʴ��� �ߴ�����Ӧ�÷�Χ�ķ��ࣿ
����鿴��
����𰸣��ٹ�����Ƽ���
�ڹ���У�˼���
���������������ٹ�����Ƽ���
�ڹ���У�˼���
19������ѡ���� �ڶ�������ͬ�Ĺ��շ������о���������ʱ������Ҫ�������ǣ�������Ҫ�������ǵģ������Ĵ�С������
A.���սṹ������֧��
B.���ճɱ�������Ͷ��
C.���սṹ������Ͷ��
D.���ճɱ�������֧��
����鿴��
����𰸣�B
���������������
20������ѡ���� ����һ�����ĸ�������ɣ������ǣ�����
A.�����������̡������������豸
B.�����������̡���ʻ�ҡ������豸
C.�����������̡����塢�����豸
D.�����������̡���ʻ�ҡ�����װ��
����鿴��
����𰸣�A
���������������
21���ʴ��� ����װ���յ����ԭ��
����鿴��
����𰸣�һ���ˡ����������������������·��ԭ��
������
��������������һ���ˡ����������������������·��ԭ��
������λʱ�����ԭ��
�������Ի�ԭ��
�ġ�������ԭ��
�塢���ܽ���ԭ��
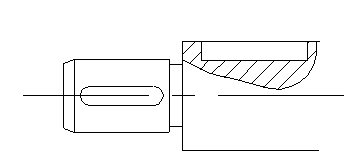
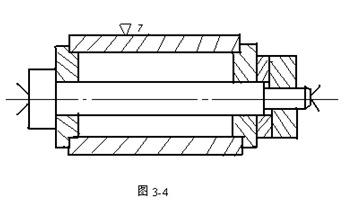
������װ���������ɢ���ϵ�ԭ��
22���ʴ��� �Լн��Ļ���Ҫ��
����鿴��
����𰸣��ټн�ʱ���ƻ������ڶ�λʱ��������ȷλ�á�
�ڼ�
���������������ټн�ʱ���ƻ������ڶ�λʱ��������ȷλ�á�
�ڼн�����СҪ�ʵ���Ӧ��֤�����ڻ�е�ӹ���λ���ȶ����䣬���������������κͱ������ˡ�
�ۼн������ĸ��ӳ̶ȡ�����Ч����������������Ӧ�����������ṹ��������ȫʡ���ͷ��㣬���������ά�ޡ�
�ܾ������õ��������ܡ�
23���ж��� ���ӹ�ʱʹ�õĶ�λ����Ϊ������
����鿴��
����𰸣���
���������������
24���ʴ��� ���������Ĺ����ص���ʲô��
����鿴��
����𰸣���������֯������ͨ�����õ��������мӹ���
����������������������֯������ͨ�����õ��������мӹ���
25������ѡ���� �����ڽ��ж���������ʱ���������غ�Ϊ������
A.����
B.����
C.����
D.�γ�Ϊ���أ�����Ϊ����
����鿴��
����𰸣�C
���������������
26���ʴ��� �ӹ�������ʲô��
����鿴��
����𰸣���ָ����ӹ����ʵ�ʼ��β��������뼸�β����Ľӽ��̶ȡ�
����������������ָ����ӹ����ʵ�ʼ��β��������뼸�β����Ľӽ��̶ȡ�
27���ж��� �ڲ�ͬ�ij��ϡ���ͬ�Ķ������ڣ�ϵͳ����������Ķ����ǿ����ת���ġ�
����鿴��
����𰸣���
���������������
28������� װ��ߴ�����ջ�����һ�������£������ɻ���Ŀ�٣���ֵ���������ɻ�ƽ������ͣ���������ӹ������ף��ӹ��ɱ��͵͡�
����鿴��
����𰸣���
����������������
29���ж��� һ������Ҫ�ﵽ�ӹ�Ҫ��ֻ��һ�ּӹ�������
����鿴��
����𰸣���
���������������
30���ж��� ��ͨ���������ڴ�ֱ���ڵ�ֱ�߶����Լӹ�����Ӱ�첻��
����鿴��
����𰸣���
���������������
31���ж��� һ������Ҫ�ﵽ�ӹ�Ҫ�����ж��ּӹ���������
����鿴��
����𰸣���
���������������
32������ѡ���� ������λ֧�У����������д�����ǣ�����
A.��λ֧���Ի�ġ�
B.��λ֧���ǹ̶��ġ�
C.��λ֧����һ����λ֧�е�����á�
D.��λ֧�п��빤�����֧�С�
����鿴��
����𰸣�B
���������������
33������� ��Ʒװ�侫��һ����������������ͣ�����
����鿴��
����𰸣��λ�þ��ȣ�����˶����ȣ����Ͼ���
���������������λ�þ��ȣ�����˶����ȣ����Ͼ���
34������ѡ���� ���㶨λ�����Ǽ��㣨��Ҫ�ؼӹ������ϵģ����䶯��������
A.��ƻ����λ��
B.���ջ���Сλ��
C.���ջ�ʵ��λ��
D.��ƻ���Сλ��
����鿴��
����𰸣�A
���������������
35������ѡ���� �ڳ�������������װ�г������ᣬ�ӹ�����鷢�ֹ������м����ͷС����������ܵ�ԭ���ǣ���
[A]����������նȲ���
[B]��������նȲ���
[C]�����ܸնȲ���
[D]�������նȲ���
����鿴��
����𰸣�D
���������������
36���ʴ��� ĥ����ʲô��
����鿴��
����𰸣���ָ��ĥ������ɰ�����������Ĺ��̡�
����������������ָ��ĥ������ɰ�����������Ĺ��̡�
37������� ������ͨ����������ĥ����ĥ�������ӹ�����ȷ�����
����鿴��
����𰸣���������ӹ�
����������������������ӹ�
38������ѡ���� �ִ������ŷſ���ϵͳ�У�����
A.����ת��ϵͳ
B.ABSϵͳ
C.����������ϵͳ
D.����̼����������ϵͳ
����鿴��
����𰸣�D
���������������
39������ѡ���� �������ڲ�����õ��ǣ���
A.���Ϸ�
B.�������˹���
C.�������˹���
D.��������
����鿴��
����𰸣�B
���������������
40������� ���üн������еģ������ֶ��н���Ӧ����㷺��һ�ּн�������
����鿴��
����𰸣������н�����
�����������������������
41������� ���������ֵĹ��ɲ�ͬ���Է�Ϊϵͳ��������
����鿴��
����𰸣�������
��������������������
42���ж��� ��������С���ߴ�С���ṹ��״�����һ����ù����ɢ��
����鿴��
����𰸣���
���������������
43���ж��� ���������У���е�ӹ����չ�̶���û�е�ӹ�����Ƭ����ʽ��
����鿴��
����𰸣���
���������������
44������ѡ���� ������һ���Dz����ڹ��չ��̣���
A.����
B.����
C.��λ
D.����
����鿴��
����𰸣�B
���������������
45������� ������ͨ�����С������������������У�����η������е����ӹ��ߴ�ﵽҪ��Ϊֹ�ķ�����
����鿴��
����𰸣����з�
�����������������з�
46�����ʽ��� ����ǿ��
����鿴��
����𰸣����������������Ա��εĽ����ǿ�Ⱥ�Ӳ����ߣ����Ժ�����
�����������������������������Ա��εĽ����ǿ�Ⱥ�Ӳ����ߣ����� �����Խ��ͣ��Ӷ��ڹ��������γ�һ����ȵ�Ӳ���㣬��Ϊ����ǿ��
47���ʴ��� ʵ�ֹ�����ȷװ�еķ�����
����鿴��
����𰸣�������װ�з�
��ר�û����о�װ�з�
��������������������װ�з�
��ר�û����о�װ�з�
48������ѡ���� ����ͬ��ĥ�������£��������ֲ��ϵĹ���ĥ���Ժ�õ��ı���ֲڶ���ֵ��С������
A����
B����
C��ͭ
D������
����鿴��
����𰸣�D
���������������
49���ʴ��� �н�������Ҫ�ضԼн���Ӱ�죿
����鿴��
����𰸣�����üн��������õ㡢��С�ͷ����Ǽн����������Ҫ���ȿ���
������������������üн��������õ㡢��С�ͷ����Ǽн����������Ҫ���ȿ��ǵ����⡣�н������õ��ѡ�н������õ㣬Ӱ��н����ȶ��Ժ������Ρ�
50���ж��� ��Ϊ�ֻ��ı�������зɱߣ����ڣ�ð�ڻ�����ȱ�ݡ�
����鿴��
����𰸣���
���������������
51���ʴ��� ��ν���չ��̳ߴ�������νװ��ߴ�����
����鿴��
����𰸣��о���е�ӹ����������и���سߴ�Ĺ�ϵ�ijߴ����й���
���������������о���е�ӹ����������и���سߴ�Ĺ�ϵ�ijߴ����й��չ��̳ߴ������о�����װ������и�����㲿���ߴ�Ĺ�ϵ�ijߴ�����װ��ߴ�����
52������ѡ���� �ȿɼӹ��������ֿɼӹ����ϣ�Ҳ�ʺϼӹ�����ֵ��Ѽӹ����ϵ�Ӳ�ʺϽ��ǣ���
��A��YW��
��B��YT��
��C��YN��
��D��YG��
����鿴��
����𰸣�A
���������������
53������ѡ���� ѡ��λ�ֻ��Ļ���Ҫ�����ǣ�ʹ���ӹ����涼����һ���ĺͱȽϾ��ȵģ�������֤�� �������벻�ӹ����������ȷ�ģ������ȡ�����
A.�ӹ��������ӹ�
B.�ӹ�������λ��
C.�ӹ����ӹ�
D.�ӹ���λ��
����鿴��
����𰸣�B
���������������
54������� ����ʱһ��Ӧ��ѭ��֤�λ��Ҫ��֤�ӹ�����ӹ������������䡢�ֻ�һ�㲻���ظ�ʹ��ԭ��ͱ��ڹ���װ��ԭ��
����鿴��
����𰸣�ѡ��ֻ�
��������������ѡ��ֻ�
55������� ������ָ����ӹ����ʵ�ʼ��β������ߴ硢��״�����������λ�õȲ����������뼸�β����Ľӽ��̶ȡ�
����鿴��
����𰸣��ӹ�����
���������������ӹ�����
56�����ʽ��� �ṹ������
����鿴��
����𰸣�ָ����Ƶ����������ʹ��Ҫ���ǰ��������ά�Ŀ����Ժ�
��������������ָ����Ƶ����������ʹ��Ҫ���ǰ��������ά�Ŀ����Ժ;����͡�
57������ѡ���� �������С�Ϳͳ��������ã���������
A.����ʽ
B.�����ʽ
C.�dz���ʽ
D.����ʽ
��Դ:91exam .org
����鿴��
����𰸣�A
���������������
58������� ��������ӹ���ͨ�������У�������ĥ�������ӹ��������ȷ�����
����鿴��
����𰸣���ĥ����
����������������ĥ����
59������� ��Ʒװ�乤���жԡ��������̶�Ҫ����ָ�ṹ��ͨ�û��������ͣ�����
����鿴��
����𰸣�ϵ�л�
��������������ϵ�л�
60���ʴ���
����Բĥ����ĥ��������Ͳ��������װ�ڼо��ϣ���ĥ����Բ��ͼֽҪ��ijߴ磨�ϸ�ж�¹������ֹ�����Բ�ʰ��Σ��Է�����ɴ�������ԭ��
����鿴��
����𰸣��������˴�Сͷ��ʱ����������Ҫ��λ��ʾ���˵Ķ��档����
���������������������˴�Сͷ��ʱ����������Ҫ��λ��ʾ���˵Ķ��档����ĥ���˶���ʱ������治ƽ���н�������ϸ���ĸ��������ζ���ѹƽ��ѹƽ���ۿĿ༰����ƽ�ζ���Ȼ��ȷ�ģ����ɿ������������Իָ����������ײ�ƽ�С�
61������� ����ߴ�Ĺ���һ�㰴����ԭ���ע��ë���ߴ�Ĺ���һ���ȡ������ע��
����鿴��
����𰸣����壻�Գ�ƫ��
�����������������壻�Գ�ƫ��
62������� ȫ�깤�ճɱ��У��������ͬ�������ķ��ó�Ϊ����������Ϸѡ�ͨ�û����۾ɷѵȡ�
����鿴��
���� �𰸣�ȫ��ɱ����
��������������ȫ��ɱ����
63���ж��� ���û���װ��ʱ��ѡ���Э��������Ϊ����������
����鿴��
����𰸣���
���������������
64������� ��������ʵ�ʾ����ÿ�������ģ�������֤��Ʒ��װ�侫�ȡ�
����鿴��
����𰸣��ӹ����
���������������ӹ����
65���ʴ���
�����⣺��ͼa��ʾ�����ϼӹ����ۣ�Ҫ��֤�ߴ�

�ͶԳƶ�0.03���ֲ���ͼb��ʾ��λ�������Լ�����ַ����Ķ�λ��
����鿴��
����𰸣�1�����ڳߴ� �����1�����ڳߴ�
�����1�����ڳߴ�
��dw�� ��jw - ��bc =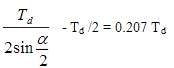 ��TdΪ������Բֱ�������dw��0.207 × 0.1 =0.0207 mm
��TdΪ������Բֱ�������dw��0.207 × 0.1 =0.0207 mm
2�����ڶԳƶ�0.03������Ͷ�λ����Ϊ��Բ�����ߣ����� ��bc = 0������V�Ϳ鶨λ�Ķ����Ժã����ԡ�jw = 0������ ��dw�� 0
66������� ��λ���Ĺ��ɼ�����ԭ����Ҫ���������棺�����ͣ�����
����鿴��
����𰸣������غ�����λ�����
�������������������غ�����λ�����
67������� ����IJ��ϴ��¿���ȷ��ë�������࣬������������ͭ�����ã�����
����鿴��
����𰸣�����ë��
�������������������
68���ʴ���
ͼʾ�����A��B��C�棬

���Ѿ��ӹ����Է����ӹ�

��ʱ��ѡ����Щ���涨λ�ȽϺ�����Ϊʲô��

����鿴��
����𰸣�ѡA�棨��λԪ��Ϊ֧�а壩�� �����ѡA�棨��λԪ��Ϊ֧�а壩��
�����ѡA�棨��λԪ��Ϊ֧�а壩�� �ף���λԪ��ΪԲ��������
�ף���λԪ��ΪԲ�������� ����λԪ��Ϊ����������Ϊ��λ����ѡ
����λԪ��Ϊ����������Ϊ��λ����ѡ ��A����Է��ϻ��غ�ԭ��
��A����Է��ϻ��غ�ԭ��
69���ʴ��� �����İ�װ��ʽ����Щ��
����鿴��
����𰸣��ڸ��ֲ�ͬ�Ļ����ϼӹ����ʱ�������в�ͬ�İ�װ��ʽ���ܵĹ���
���������������ڸ��ֲ�ͬ�Ļ����ϼӹ����ʱ�������в�ͬ�İ�װ��ʽ���ܵĹ���Ϊ���ַ�ʽ��
1��ֱ��������װ��
2������������װ��
3�����üо߰�װ��
70���ʴ��� ������Է���ѡ��װ�䷨�����⣬��������ѡ��װ�䷨��ԭ����
����鿴��
����𰸣�����ջ��ľ��Ⱥܸߣ�������ȫ������װ��ʹ�ӹ����ѣ���ʱ���Բ�
������������������ջ��ľ��Ⱥܸߣ�������ȫ������װ��ʹ�ӹ����ѣ���ʱ���Բ�ȡ�����ջ��Ĺ��������ɻ������þ��ȼӹ����ٽ��з���װ�䡣Ҳ�з��黥������
71���ʴ��� ��ν�D���㶨λԭ�����������ĺ�����λ�Ƿ�һ��Ҫ�������ڼо��е��������ɶȣ�
����鿴��
����𰸣����ʵ��ֲ�������֧�ŵ���Լ���������������ɶȣ�ÿ��֧�ŵ���Ӧ
�����������������ʵ��ֲ�������֧�ŵ���Լ���������������ɶȣ�ÿ��֧�ŵ���Ӧ����������һ�����ɶȣ�����ǹ����ĨD���㶨λԭ�������ڻ�����о��ϵ���ȷ��λ��������ζ�ŶԹ������������ɶȶ�����������ƣ����DZ���������Щ�Լӹ�������Ӱ������ɶȣ�������һ�����ɶȡ��Թ����ĵڶ������ɶȾ�����Ҫ�������ƣ���Ϊ��������������һ�����ɶȣ������ڼо��ϾͿ���ʹ�ṹ�������С���������ᡢ���ڲ�����
72������� ����ʱ�����ȴ���;������ռ���������ǣ�����
����鿴��
����𰸣���м
����������������м
73������� ������λ�����ڶ�λ����������غ϶������ļӹ�����Ϊ������
����鿴��
����𰸣������غ����
�������������������غ����
74������� ���ݹ���Ķ��壬ֻҪ���ˡ������ص㡢������������֮һ�����仯��Թ����ӹ����ǣ�����ɣ���Ӧ��Ϊ��һ������
����鿴��
����𰸣�����
������������������
75������� ����Һ����������ȴ������ϴ�����������á�
����鿴��
����𰸣�����
������������������
76���ʴ��� �ⶨ����·�ߵ���Ҫ������ʲô��
����鿴��
����𰸣��ⶨ����·�ߵ���Ҫ�����ǣ�
��1��ѡ��λ����
���������������ⶨ����·�ߵ���Ҫ�����ǣ�
��1��ѡ��λ����
��2��ȷ���ӹ�������
��3�����żӹ�˳���ȴ������������������
��4��ȷ����������֯��ʽ��
��5�����ּӹ��Ρ�
77������ѡ���� Ϊʹ�ӹ��������У������չܹ����ص������ĵ�ʱ��ƣ���
A.����ʱ��
B.����ʱ��
C.���ù�����ʱ��
D.��Ϣ��������Ҫʱ��
����鿴��
����𰸣�C
���������������
78���ж��� �������ӹ��У��ܴﵽ�ľ���Խ��Խ�á�
����鿴��
����𰸣���
���������������
79���ж��� �о߿���ר������Ҳ���Ա���������
����鿴��
����𰸣���
���������������
80������ѡ���� �ֳ�̼�ֹ���ʱ�����ߵ�ĥ��λ��Ҫ�����ڣ�����
A��ǰ����
B������
C��ǰ������
����鿴��
����𰸣�A
���������������
81������� ���������ӹ��е�����Ҫ�У����������������͡�
����鿴��
����𰸣��������Լ���
���������������������Լ���
82���ʴ��� ������ʲô��
����鿴��
����𰸣����Թ�������ת��Ϊ���˶����������ƶ���Ϊ�����˶��������ӹ���
�����������������Թ�������ת��Ϊ���˶����������ƶ���Ϊ�����˶��������ӹ�������
83������� ������������������������ˮƽ������ƽ������ʱ�������ᱻ����Բ�塣�����������������������ڴ�ֱ�����У������ʱ�������Ĺ�����˫�����ת�塣
����鿴��
����𰸣�ƽ�ж�
��������������ƽ�ж�
84������� ĿǰӦ����㷺�ļӹ�����Ϊ�����������ӹ����ġ�
����鿴��
����𰸣������ӹ�����
�������������������ӹ�����
85���ʴ��� װ�侫����ʲô��
����鿴��
����𰸣���ָ��е��Ʒ��װ�䲿����װ���ͬ���������γɵļ��β�����
����������������ָ��е��Ʒ��װ�䲿����װ���ͬ���������γɵļ��β�������������������ֵ�Ľӽ��̶ȡ�
86������ѡ���� �ֻ�ѡ��ʱ����Ҫ��֤ij��Ҫ�����������ȣ���Ӧѡ��
[A]������С�ı���
[B]������Ҫ����
[C]���뾫�ӹ�֮��
[D]������
����鿴��
����𰸣�B
���������������
87������� ˳��ʽ�н����������ڣ�����������ڹ����ļӹ�����ͼн���������ƽ�еij��ϡ�
����鿴��
����𰸣������ߴ��������δ���
�������������������ߴ��������δ���
88���ʴ��� �Ƕȳߴ�����ʲô��
����鿴��
����𰸣���ָȫ�����ļ�������Ϊ�Ƕȳߴ�ijߴ�����
����������������ָȫ�����ļ�������Ϊ�Ƕȳߴ�ijߴ�����
89������� ����ļӹ����Ȱ�������������ݣ���������״���Ⱥ�λ�þ��ȡ�
����鿴��
����𰸣��ߴ羫��
���������������ߴ羫��
90������ѡ���� �ڳ�������������װ�г������ᣬ�ӹ�����鷢�ֹ������м����ͷС����������ܵ�ԭ���ǣ���
A.��������նȲ���
B.������նȲ���
C.���ܸնȲ���
D.�����նȲ���
����鿴��
����𰸣�D
���������������
91������ѡ���� Ҫ��óߴ緽���ǣ���
A.���з����������ߴ絶�߷�����������
B.���з����������ߴ絶�߷�����������
C.���з����������ߴ絶�߷��켣��
D.���η����������ߴ絶�߷�����������
����鿴��
����𰸣�C
���������������
92������� ���չ�����ָ���������У�ֱ�Ӹı��������������������λ�á������ʵĹ��̡�
����鿴��
����𰸣���״���ߴ�
����������������״���ߴ�
93���ж��� ������ָ���ӹ�ʱ��ʹ�õĻ���
����鿴��
����𰸣���
���������������
94���ʴ��� ����Ӳ���ĺ��弰��Ӱ�����أ�
����鿴��
����𰸣���е�ӹ������У��ӹ������������������ö��������Ա��Σ�ʹ����
����������������е�ӹ������У��ӹ������������������ö��������Ա��Σ�ʹ����Ť������������������ά�����������飬�����õ�ǿ������Ӳ�Ⱥ�ǿ�ȶ�������ߣ����������Ϊ����Ӳ����
Ӱ������Ӳ���������У�
1�����ߵ�Ӱ��
2������������Ӱ��
3���������ϵ�Ӱ��
95������ѡ���� ����ת��뾶ԽС���������ģ�����
A.������Խ��
B.������Խ��
C.����Ժ�
D.����Բ�
����鿴��
����𰸣�A
���������������
96���ж��� ���ø��Ϲ������Խ�ʡ����ʱ�䣬�Ӷ��������Ч�ʡ�
����鿴��
����𰸣���
���������������
97������� Ϊ�˸����������ܶ����е��ȴ����������˻����𡢵��ʵȣ�Ӧ�����������ӹ�������
����鿴��
����𰸣�֮ǰ
��������������֮ǰ
98�����ʽ��� ���
����鿴��
����𰸣�������һ��ƽ����Բ�����ָ�����ԭ����ʹ�ò�ݵ������г�
��������������������һ��ƽ����Բ�����ָ�����ԭ����ʹ�ò�ݵ������гݵ�һ�ּӹ�����
99������� ���������ó��ģʹ���ϲ��������һ�ֳ�ѹ���ա�
����鿴��
����𰸣����
�����������������
100������ѡ���� Ϊ�˵�����ȴǿ�ȣ��������ɸı�����ɢ�����ģ�����
A.��ȴˮ������
B.��ȴˮ��ѹ��
C.��ȴˮ������
D.��ȴˮ���¶�
����鿴��
����𰸣�A
���������������
101���ʴ��� ��������Щѡ��ԭ��
����鿴��
����𰸣���1�����غ�ԭ��Ӧѡ����ƻ���Ϊ��λ����
����������������1�����غ�ԭ��Ӧѡ����ƻ���Ϊ��λ����
��2����ͳһԭ��Ӧ�������ڶ���������ѡ��һ��ͳһ�Ķ�λ�����ӹ����������档
��3����Ϊ��ԭ����Щ���ӹ�������ӹ�����Ҫ������С�����ȣ�Ӧѡ��ӹ����汾����Ϊ��λ����
��4����Ϊ��ԭ����λ�þ���Ҫ��ߵı��棬���Բ��û�Ϊ���������ӹ��ķ�����
��5���ɿ�������ԭ��Ӧѡ��λ�ɿ���װ�з���ı�������
102������� �����ת�����Էֽ�Ϊ����������Բ��������ǰڶ����ֻ�����ʽ��
����鿴��
����𰸣�����Բ����
������������������Բ����
103���ʴ��� ʲô�Ǽн�����Ҫ�أ�
����鿴��
����𰸣��н��������õ㡢�н����ķ���ͼн����Ĵ�С�Ǽн�����Ҫ
���������������н��������õ㡢�н����ķ���ͼн����Ĵ�С�Ǽн�����Ҫ�ء�
104������� ĥ���ӹ���ʵ����ĥ���Թ������У�����������Ħ���⣩�ͣ����������õ��ۺϹ��̡�
����鿴��
����𰸣��̻�������
���������������̻�������
105���ж��� ��ƻ�һ����ʵ�ʴ��ڵġ�
����鿴��
����𰸣���
�����������ƻ�����ʵ�ʴ��ڵģ�Ҳ�����Ǽ���ġ���
106���ʴ��� ��ν���������ת���ɽ���ֽ�Ϊ�ļ��ֻ�����ʽ��
����鿴��
����𰸣����������ת���ָ���������ʵ�ʻ�ת���������������������λ
�����������������������ת���ָ���������ʵ�ʻ�ת���������������������λ�õ����ƫ���������������ת���ߵ�����˶� �ɷֽ�Ϊ��
��������������ʵ�������ת������ƽ�е��뿪�����ת����ijһ�����롣
����ڶ���ʵ�������ת�������������ת���߹���һ���Ƕȡ�
����ܶ���ʵ�ʵ������ת�������������ת����ǰ��ܶ���
107���ʴ���
�������˴�Сͷ��ʱ���䰲װ�����ͼ��ʾ�����ۺ��ڻ����ϲ����������ľ࣬ƽ�жȶ��ϸ���ж�º��ڲ�����������ƽ�жȳ��������ʲôԭ������ģ�
����鿴��
����𰸣����ڹ����ĸ��Բ�н�ʱ��������γ������Ρ�ĥ��ʱ����
�����������������ڹ����ĸ��Բ�н�ʱ��������γ������Ρ�ĥ��ʱ�������в��������Ӵ�ĥ��ȥ��ĥ���ߴ�Ҫ���ж�¹��������Իָ��������ʰ��Ρ�
108���ʴ��� ʲô��ʾ��λ��
����鿴��
����𰸣�Ϊ���ڹ����ϼӹ������Ϲ涨����Ҫ��ı��棬�ڻ�е�ӹ�ǰ������
��������������Ϊ���ڹ����ϼӹ������Ϲ涨����Ҫ��ı��棬�ڻ�е�ӹ�ǰ������ʹ�����ڻ���
�ϻ�о���ռ��ijһ��ȷ��λ�ã�ͨ�����ǰ�������̳�Ϊ�����ġ���λ����
109������ѡ���� �������������¼��֣���
A.����������������������������
B.���������������������������
C.����������������������������
D.����������������������������
����鿴��
����𰸣�D
���������������
110���ж��� �ӹ�������ѡ����Ҫȡ����ÿ���ӹ�����ļ���Ҫ��
����鿴��
����𰸣���
���������������
111���ж��� �ƶ����չ�̿��Ա�֤����ﵽ�涨�ļӹ�Ҫ��ͬʱ���ٹ�ʱ���ģ���
����鿴��
����𰸣���
���������������
112���ж��� ͨ�������������̽������������ĸ���ɲ��֣������������̡������������̡��������������̡�����������̡�
����鿴��
����𰸣���
���������������
113������� ��������£����������ƻ�������
����鿴��
����𰸣��غ�
���������������غ�
114���ж��� һ����˵���о����Լӹ������λ�����Ӱ�����
����鿴��
����𰸣���
���������������
115���ʴ��� ����ϵͳ��ʲô��
����鿴��
����𰸣��ڻ�е�ӹ�ʱ�������������оߡ����ߺ����γ���һ�������ļӹ�
���������������ڻ�е�ӹ�ʱ�������������оߡ����ߺ����γ���һ�������ļӹ�ϵͳ��
116���ʴ��� �ƶ����չ�̵�ǰ�ᡣ
����鿴��
����𰸣���1���Բ�Ʒ�Ķ�����е��������
��a���˽��Ʒ
����������������1���Բ�Ʒ�Ķ�����е��������
��a���˽��Ʒ�����ܡ���;��������ã��������������ܣ�Ӧ�÷�Χ���������������ӹ�����ڻ�����
��Ӧ�á�
�� b��������Ʒͼֽ�뼼��Ҫ���ϼ��ȴ�����ͼ�α����Ƿ���������ߴ缰������ƫ���״��λ��
�������ֲڶ�ָ���Ƿ���������ϵ�ѡ���ȴ���Ҫ���Ƿ������
��c�����������װ��Ľṹ�����ԣ�����ܷ�ӹ����ɷ���ø������ʵķ����ӹ����Ƿ��ʺϱ�������
���������ò���װ�䣬�ܷ����װ����װ�䡣����Ӧ�Խṹ�����ġ�
��d���ӹ��е��ص㡢�����ѵ��뼼����չ���ƣ�
��e���г�����������û����������
��2�����鱾������������
��a�������Ļ����豸����������װ�������
��b���������˵ļ���ˮƽ��
��c�����������ڿ������ӵ��豸��
��3�����Ҽ�������ͬ���Ʒ�Ĺ���
�����ڲ�ͬ��ʱ���в�ͬ�ļ������ߣ���Ҫ��ʱ�����˽⡣ͬʱҪ�˽��������Ƚ����գ���Ҫʱ��������������߾���Ч�档
117������� ������ɻ��Ĺ���ʱ���ߴ�������ӹ�������ͬ����ɻ����乫��ֵ�������Ѽӹ����Ѳ�������ɻ����乫��ֵȡ������ֵ��
����鿴��
����𰸣���ȣ��ϴ�
����������������ȣ��ϴ�
118���ʴ��� �����ߴ�����ʲô��
����鿴��
����𰸣���ָ������ɻ��ͷ�ջ�ֻ���ڸóߴ����������������ߴ�����ɵ�
����������������ָ������ɻ��ͷ�ջ�ֻ���ڸóߴ����������������ߴ�����ɵijߴ�����
119���ʴ��� ���ջ���ʲô��
����鿴��
����𰸣��ڹ��չ����в��õĻ���
���������������ڹ��չ����в��õĻ���
120���ж��� ������װ�г�����Բ�����������ȱ��ε�Ӱ�죬�����ӹ����а���
����鿴��
����𰸣���
���������������
121���ʴ��� �������ö�λԪ������Щ��
����鿴��
����𰸣�������ƽ��Ϊ��λ��ʱ���õĶ�λԪ����a.֧�ж�b.֧�а�c
��������������������ƽ��Ϊ��λ��ʱ���õĶ�λԪ����a.֧�ж�b.֧�а�c.�ɵ�֧��d.��λ֧��e.����֧��
�������ڿ�Ϊ���泣�õĶ�λԪ����a.��λ��b.����
��������ԲΪ��λ����ʱ�����õĶ�λԪ����a.�̶�ʽV�ο�b.�ʽV�ο�c.��λ��
122���ж��� ��������Ӧ����Ӱ��ӹ����ȡ�
����鿴��
����𰸣���
���������������
123�����ʽ��� ��ȫ����װ�䷨
����鿴��
����𰸣�װ��ʱ��ص����������ѡ�����������䣬���ܴﵽ�涨��װ
��������������װ��ʱ��ص����������ѡ�����������䣬���ܴﵽ�涨��װ�侫��Ҫ��Ϊ��ȫ����װ�䷨��
124���ж��� �ӹ����������IJ���ѹӦ��������������ƣ��ǿ�ȡ�
����鿴��
����𰸣���
���������������
125���ж��� ���ӻ���������λ���õĻ���
����鿴��
����𰸣���
���������������
126���ж��� �ӹ������Ҫ�ɵ��ߣ������İ�װ��ɡ�
����鿴��
����𰸣���
���������������
127������ѡ���� ij��ë�����ȣ���ֳ��������������
A��Բ�����
B���ߴ����
C��Բ�������
D������
����鿴��
����𰸣�C
���������������
128���ж��� ����ijߴ羫���ܻ��������Լ�������װ������Ӱ�졣
����鿴��
����𰸣���
���������������
129���ʴ��� ������Ʒ������������������ͣ�
����鿴��
����𰸣��ٵ�������
�ڳ�������
�۴�������
���������������ٵ�������
�ڳ�������
�۴�������
130������ѡ���� �����ӹ��ߴ���̬�ֲ����ߵ�������������������������������������״�ɣ�������������
A.���ʴ�С�������ߴ硢ƽ��ֵ
B.�����ܶȡ�������С����������
C.�����ܶȡ������ߴ硢��������
D.���ʴ�С��������С��ƽ��ֵ
����鿴��
����𰸣�C
���������������
131������ѡ���� ����������ӹ��������������ļӹ������������ʷ��࣬ͨ��������������������ڣ���������ĥ�����ڣ�������������Ӳ�ȱ仯���ڣ���������
A.��ֵϵͳ���������ֵϵͳ
B.��ֵϵͳ���������ֵϵͳ
C.��ֵϵͳ����ֵϵͳ�����
D.��ֵϵͳ����ֵϵͳ�����
����鿴��
����𰸣�D
���������������
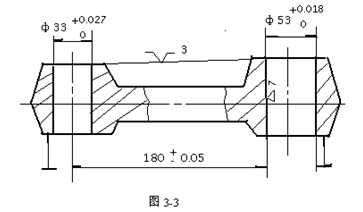
132���ʴ���
ָ����ͼ��ʾ��������Ƶ����ɶȡ�

����鿴��
����𰸣���ͼA������4�����ɶȼ����������ͼA������4�����ɶȼ���
��ͼB������5�����ɶȼ���
133������� ���ӹ��ε���Ҫ�����ǣ�����
����鿴��
����𰸣�ȷ������ﵽ������ﵽͼֽ�涨������Ҫ��
��������������ȷ������ﵽ������ﵽͼֽ�涨������Ҫ��
134���ж��� ����������������ƻ���
����鿴��
����𰸣���
���������������
135������ѡ���� ������һ����ڹ��չ��̣���
A.����
B.����
C.��λ
D.����
����鿴��
����𰸣�B
���������������
136������� ����6����һ�������õ�Լ���������ƹ������������ɶȣ�ʵ�֣�������֮Ϊ���㶨λԭ����
����鿴��
����𰸣���ȫ��λ
����������������ȫ��λ
137���ж��� ����ϸ���Ṥ��������ȡ��ʩ���ᳵ�������ι�����
����鿴��
����𰸣���
���������������
138������� ��е��Ʒ���������Ը���Ϊ�����������ͣ����������档
����鿴��
����𰸣�ʵ���ԣ��ɿ��ԣ�������
��������������ʵ���ԣ��ɿ��ԣ�������
139���ж��� �Ӵ�������ȼӴԵ��������ڼ�С��������
����鿴��
����𰸣���
���������������
140������� �����ĵ���Ҫ�أ��������ٶȡ��������ͣ�����
����鿴��
����𰸣�������
��������������������
141������ѡ���� �о��в��������ã���
A.���ٹ���
B.��֤�ӹ�����
C.���������
D.���Ṥ���Ͷ�ǿ��
����鿴��
����𰸣�A
���������������
142������� ��е�ӹ����չ��������ɸ�������ɣ�ÿ�����������η�Ϊ�������������������ߵ���
����鿴��
����𰸣���װ����λ
����������������װ����λ
143������� ʹ���֣��������Ʒ��Ϊ��Ʒ�ķ������̳�Ϊ���ա�
����鿴��
����𰸣�ԭ������
��������������ԭ������
144������ѡ���� ���㶨λ�����Ǽ��㣨���ؼӹ������ϵģ����䶯��������
A.��ƻ������λ��
B.���ջ�����Сλ��
C.���ջ���ʵ��λ��
D.��ƻ�����Сλ��
����鿴��
����𰸣�A
���������������
145���ʴ���
ָ����ͼ��ʾ����������Ƶ����ɶȡ�

����鿴��
����𰸣���ͼA������4�����ɶȼ����������ͼA������4�����ɶȼ���
��ͼB������5�����ɶȼ���
146���ж��� ��λ֧�е㲻�����������Ͳ�����ֹ���λ��
����鿴��
����𰸣���
���������������
147������ѡ���� ����չ�ɷ��ӹ����εĵ����ǣ���
[A]����״ģ��ϳ��
[B]��ָ״ģ��ϳ��
[C]������ɰ��
[D]������
����鿴��
����𰸣�D
���������������
148���ʴ��� ������ʱ����ĺ��壿
����鿴��
����𰸣�������ʱ��һ����������ģ������������������֯�������£�Ϊ���
��������������������ʱ��һ����������ģ������������������֯�������£�Ϊ���ijһ������ijһ��������Ҫ��ʱ�䡣
149������ѡ���� ���ڹ���·������˵������ȷ���ǣ���
A.����·�ߵĹ�����ƶ������ȵ���
B.����·�ߵĹ�����ƶ����ɴֵ���
C.����·�����ƶ����չ����ؼ���һ��
D.һ�㹤��·��ֻ���һ������
����鿴��
����𰸣�D
���������������
150���ʴ��� �ߴ羫����ʲô��
����鿴��
����𰸣���ָ�����ֱ�������Ⱥͱ�������ȳߴ��ʵ��ֵ������ֵ
����������������ָ�����ֱ�������Ⱥͱ�������ȳߴ��ʵ��ֵ������ֵ�Ľӽ��̶ȡ�
151���ʴ���
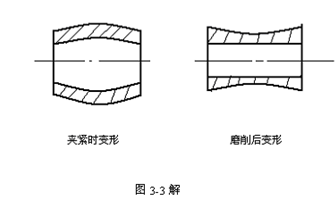
ijһ��������ڳ����ϵ�װ����ͼ1��a����ʾ��ͼ�У�ǰ����Ϊ�̶����⣬��Ϊ����⡣�ʣ�����ӹ��������ͼ1��b����ʾ����״���Է�����ɸ���״���Ŀ���ԭ����ʲô��
����鿴��
����𰸣������̶��֣����Ժã����������������²��ױ��Σ���ǰ��
�������������������̶��֣����Ժã����������������²��ױ��Σ���ǰ����һ�����ԣ����������������»����һ�������λ�ƣ��ʵ���λ����ͷλ�ƽϴ�����ӹ���ͳ�����ͼ1��b����ʾ����״���
152���ʴ��� ������������û������֧��ʱ����������д��ᾶ����״����Ҫ��dz��ߣ����Ի�����е����߿���״����Ҫ�ߣ�˵��Ϊʲô��
����鿴��
����𰸣�������Բʱ�������������ķ��䣬������תʱ�������ᾱʼ�ձ�
��������������������Բʱ�������������ķ��䣬������תʱ�������ᾱʼ�ձ�ѹ�����߿�ijһ�࣬�������ᾱ��Բ����ֱ�Ӵ����������Ĺ����������߿�Բ����������Ӱ���������ߵĻ�ת���ȡ��ʣ��Գ��������ᾶ����״����Ҫ��dz��ߣ����Ի�����е����߿���״����Ҫ�ߡ�
153������� �ߴ�������������ջ�����ɻ���������Ȼ�γɵģ����;�����ֱ�ӵõ��ijߴ��С�;��ȵ�Ӱ�죬������Ȼ�γɵijߴ羫�ȱ�Ȼ�����κ�һ��ֱ�ӵõ��ijߴ�ľ��ȡ�
����鿴��
����𰸣��ߴ��С
���������������ߴ��С
154���ж��� ʱ�䶨����ָ������й��������ʱ����������
����鿴��
����𰸣���
���������������
155������� һ������ӹ��ߴ������̬�ֲ�ʱ�����������ֲ����ߵ�λ�ò������ı���ֵ�ֲ����߽��غ������ƶ������ı�����״���������DZ����ֲ����ߵ���״��������ֵ��С���ֲ����������м��ս�����֮��ƽ̹��
����鿴��
����𰸣��̣���
���������������̣���
156���ж��� ���������Dz��ϵ������ߵ�λ�á�
����鿴��
����𰸣���
���������������
157������ѡ���� ��λ����ָ����
[A]�������ϵ�ijЩ�㡢�ߡ���
[B]���о��ϵ�ijЩ�㡢�ߡ���
[C]�������ϵ�ijЩ�㡢�ߡ���
[D]�������ϵ�ijЩ�㡢�ߡ���
����鿴��
����𰸣�C
���������������
158������ѡ���� Ҫ���ӳ��������쳤�������´�ʩ�����е��ǣ�����
A.�����������
B.���ӵ��˺����ߴ�
C.���ӵ�Ƭ���
D.���ø�ǿ�ȼӹ�����
����鿴��
����𰸣�B
���������������
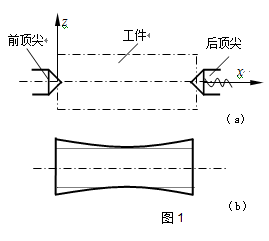
159���ʴ���
����һ���������ڿף�ͼ3-2a����������ӹ�������ܻ���������ļ�����״�������Ӧ�ĸĽ���ʩ��

����鿴��
����𰸣����ڹ����Ŀױ��������ȣ���˱����Ҷ˺������Ǿ�
�����������������ڹ����Ŀױ��������ȣ���˱����Ҷ˺������Ǿ����������Σ�������Ҳ�Dz����ȵģ���˱��δ��Ҷ˱���С�����Լӹ��������ƫ��Ҷ˿�С����˿�����˱�ȻӰ����ֿ�װ��ʱ�������Ͼ��ȡ�Ϊ���ٿ������ɰѿ����ɽ��ݿף�����˱��ڴ����Դ�������װ��ʱ��������ϡ�
160�����ʽ��� ����������
����鿴��
����𰸣�ָ�������ռ�ʻԱ�IJ�����Ը��ά�ֻ�ı�ԭ��ʻ���������
��������������ָ�������ռ�ʻԱ�IJ�����Ը��ά�ֻ�ı�ԭ��ʻ�����������
161������ѡ���� ���¹��ڶ�λ�ľ仰����ȷ�ģ���
A.��λ֧�е㳬�������ͻ���ֹ���λ�������������Ͳ�����ֹ���λ��
B.û����ȫ��λ���Ͳ�����ֹ���λ��
C.��������λ֧�е������ȫ��λ��
D.��λ֧�е㲻����������Ҳ����ֹ���λ��
����鿴��
����𰸣�D
���������������
162���ʴ��� ��λ�����ָʲô��
����鿴��
����𰸣����ڶ�λ�IJ�ȷ��ԭ��ʹ���������ƫ������λ�ã��������
�����������������ڶ�λ�IJ�ȷ��ԭ��ʹ���������ƫ������λ�ã�������ߴ�仯�ļӹ���
163������ѡ���� ���չ�̱�ʾ����
A.�ļ���ʽ�Ĺ���·��
B.���ֹ��յĹ滮
C.���յĹ淶���̶�
D.����·�ߵ�һ����
����鿴��
����𰸣�A
���������������
164������� ������״���ȵĻ�÷����У�����������������
����鿴��
����𰸣��켣�������η���չ�ɷ�
���������������켣�������η���չ�ɷ�
165���ж��� �������ӹ�ʱ�����ͬʱ�ü��ѵ��ӹ�����ļ������棬�����ֹ����������Ϲ�����
����鿴��
����𰸣���
���������������
166���ʴ��� ���������о��ڻ�е�ӹ��е����á�
����鿴��
����𰸣������о��ڻ�е�ӹ��е����ÿɹ������£�
1�����
�������������������о��ڻ�е�ӹ��е����ÿɹ������£�
1������Ͷ������ʣ����ͼӹ��ɱ���
2�����ڱ�֤�ӹ����ȣ��ӹ������ȶ���
3������������շ�Χ��
4�����ͶԹ��˵ļ���Ҫ�����Ͷ�ǿ�ȡ�
167���ж��� ��λ��������ڼо߶�λԪ�����첻ȷ����ɵļӹ���
����鿴��
����𰸣���
���������������
168���ʴ��� �Է�����̼�ֹ������ϵ������ӹ��ԣ���������������ӹ��ԵĴ�ʩ��
����鿴��
����𰸣���̼�ֲ��ϵ������ӹ��Է��������ϵ�ǿ�Ⱥ�Ӳ�ȵͣ��������Ժ���
����������������̼�ֲ��ϵ������ӹ��Է��������ϵ�ǿ�Ⱥ�Ӳ�ȵͣ��������Ժ����Դ������ӹ�ʱ���dz����׳��ֻ�м�����۴̣�����Ӱ��ӹ������ͼӹ����ȣ��Ҳ���м���ʼӹ��Բ
���ƴ�ʩ��
�ٶԵ�̼�ֽ���������������߲��ϵ�Ӳ�ȣ����������ԣ�
�ں�����ѡ�õ��߲��ϡ������β���������������
169���ж��� һ����˵����λ���ڼн�֮ǰʵ�ֵġ�
����鿴��
����𰸣���
���������������
170������� ����������λ��ʽ������������������������
����鿴��
����𰸣�ƽ�涨λ���ڿ�λ����Բ��λ����ϱ��涨λ��
��������������ƽ�涨λ���ڿ�λ����Բ��λ����ϱ��涨λ��
171���ж��� ��λ�㳬���������ǹ���λ��
����鿴��
����𰸣���
���������������
172���ж��� �ֻ�һ������δ�ӹ����ı��档
����鿴��
����𰸣���
���������������
173���ж��� �ִ���е�ӹ����չ�����ָ��������ĥ�������ӹ�����Ĺ��̡�
����鿴��
����𰸣���
���������������
174������� ʹ����ԭ�����������Ʒ��Ϊ��Ʒ�ķ������̳�Ϊ������
����鿴��
����𰸣�����
������������������
175���ʴ��� ���չ��̵��������Щ��
����鿴��
����𰸣����չ��̵���ɲ��֣�
1������
�����������������չ��̵���ɲ��֣�
1������
2��������
3���ߵ���
4����װ��
5�����
176���ж��� �ۿ�ʱ���۸˵ľ���������Ȼ���۳�������Բ�ס�
����鿴��
����𰸣���
���������������
177���ж��� ��������ϵ���뱻�ӹ����������ء�
����鿴��
����𰸣���
���������������
178�����ʽ��� ���
����鿴��
����𰸣������ɸ�����ͺϼ���ɵ���ϼ�
�������������������ɸ�����ͺϼ���ɵ���ϼ�
179���ʴ��� ���ε��߷���ʲô��
����鿴��
����𰸣���ָʹ�ó��ε���ù�����״�ķ�����
����������������ָʹ�ó��ε���ù�����״�ķ�����
180������� ��Ӳ�ʺϽ߸�������ʱ��һ�㣨����
����鿴��
����𰸣���������Һ
����������������������Һ
181������� ������ָij�ּӹ��������������������£����÷������������豸������ װ����ʹ�ñ������ȼ��Ĺ��ˣ����ӳ��ӹ�ʱ�䣩���ܱ�֤�Ĺ���ȼ���
����鿴��
����𰸣��ӹ����þ���
���������������ӹ����þ���
182���ж��� �����о��ǰѰ�����ӹ����ݼ��е�һ������һ̨����������ɡ�
����鿴��
����𰸣���
���������������
183������� �ӹ���������ʱ������ǰ�ǼӴ��ϵ����Ա��μ�С����������С��
����鿴��
����𰸣����Ͻ�
�����������������Ͻ�
184������� �����ӹ�ʱ����ƫ�����ӻ�ʹ����ֲڶȣ�����
����鿴��
����𰸣����
�����������������
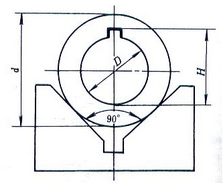
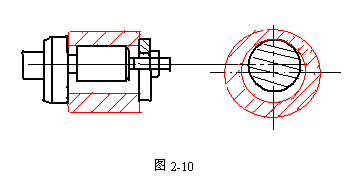
185���ʴ���
��һ����Ͳ�������Բ����Բ�������϶�λ����Բ����ͼ2-10��Ҫ��֤����ͬ��ȹ���Ϊφ0.06mm���������Բ�����������Ŀ�ͬ��ȹ���Ϊφ0.01mm���������ᾶ��������Ϊ0.01mm����ȷ������ijߴ�������֪Բ��ֱ��Ϊφ30+0.0210mm����
����鿴��
����𰸣� �����
�����
186���ʴ��� ʲô�ǵ������������ص���ʲô��
����鿴��
����𰸣����������ڼӹ�һ������֮ǰ���ȵ����õ����빤���ڻ����ϵ����
�����������������������ڼӹ�һ������֮ǰ���ȵ����õ����빤���ڻ����ϵ����λ�ã����ڼ�
���б������λ�ò��䣬�Ӷ���֤��ù涨�ߴ硣
�������ӹ����ص��������ʸߣ��ߴ��ȶ��Ժã��Թ��˼���Ҫ��ϵͣ�����������
������
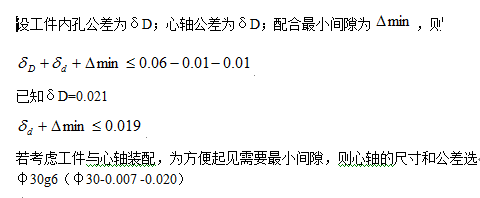
187���ʴ���
��װ�乤�����ص�ָ��ͼʾ�ṹ���ĸ������Ϻã���˵�����ɣ�
����鿴��
����𰸣�ͼʾb�����Ϻã����������Ϊ��ӯ��ϣ���ѹ������ʱ��b
��������������ͼʾb�����Ϻã����������Ϊ��ӯ��ϣ���ѹ������ʱ��b���������ڿ����ų���
188���ж��� ������������Ҫʹ�þ��ܵ�������
����鿴��
����𰸣���
���������������
189�����ʽ��� ��������Ӧ��
����鿴��
����𰸣�������ĥ�������мӹ��������Ի�����Ϸ�����״�������
��������������������ĥ�������мӹ��������Ի�����Ϸ�����״������������֯�仯ʱ������������������ϵĽ��紦�����ƽ�е�Ӧ����
190������ѡ���� �������ּӹ����������ڲ����ϴ�ij��ϣ���
A.���з�
B.������
C.���ߴ絶�߷�
D.����������
����鿴��
����𰸣�A
���������������
191���ж��� ����ƽ��ĥ��,���������ڴ�ֱ���ֱ�߶�Ҫ��Ӧ�ø���ˮƽƽ���ڵ�ֱ�߶�Ҫ��
����鿴��
����𰸣���
���������������
192���ʴ��� ��ȫ����װ�䷨��ʲô��
����鿴��
����𰸣�װ��ʱ������������ѡ�����������䣬���ܴﵽ�涨��װ�侫�ȵ�
��������������װ��ʱ������������ѡ�����������䣬���ܴﵽ�涨��װ�侫�ȵ�Ҫ��
193���ʴ��� �н�����ѡ��ԭ��
����鿴��
����𰸣����õ�Ӧ����֧��Ԫ���ϡ��������ԺõIJ�λ�ϡ������ӹ��档����
�����������������õ�Ӧ����֧��Ԫ���ϡ��������ԺõIJ�λ�ϡ������ӹ��档����Ӧ��ֱ��λ�桢���ڼ��ټн�������С��֤�������о߲����Σ�����Ӧ�ι̿ɿ���
194�����ʽ��� ����
����鿴��
����𰸣������Ǻ����ⲿ�ṹ�����õ��Ľṹ��λ���ɱʻ���ɣ�����
�������������������Ǻ����ⲿ�ṹ�����õ��Ľṹ��λ���ɱʻ���ɣ��������人�ֹ��ܣ�����“��”��“�̡���”�����������ɡ�
195���ж��� ���һ�㰲����ĥ���ӹ�֮ǰ���С�
����鿴��
����𰸣���
���������������
196������ѡ���� ���������칤��ѧ���о��Ķ�����Ҫ�������ӹ��е��������⣬������
A.��������������������
B.�����������ʣ�������
C.�����������ʣ�������
D.�����������ʣ����þ���
����鿴��
����𰸣�C
���������������
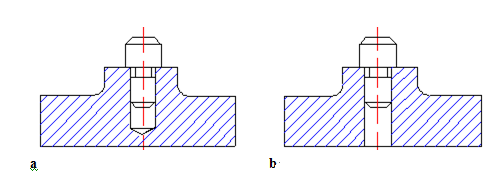
197���ʴ���
����ģ�ϼӹ�φ20+0.0450mm�ף��䶨λ������ͼ2—16��ʾ�����빤����λ�صļӹ����Ϊ0.05mm��ָ�ӹ�ʱ�������Բ���ĵ�ͬ�����������ӹ�������Բ�����ͬ������Ϊ���٣�

����鿴��
����𰸣������
198���ж��� �����������ӹ�����ʱ�������û�ͳһԭ��
����鿴��
����𰸣���
���������������
199������ѡ���� �ӹ�����ʱ����������ֲڶ���Ҫԭ���Dz��������������ġ�����
��A�����Ա���
��B�����Ա��κͻ�м��
��C�����
��D�������
����鿴��
����𰸣�D
���������������
200������� ���������Ӧ����Ӿ�ƣ�����Ƶģ�����
����鿴��
����𰸣���չ
����������������չ
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
������רҵ�����
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
����רҵ���������칤��ѧ����⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




