�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
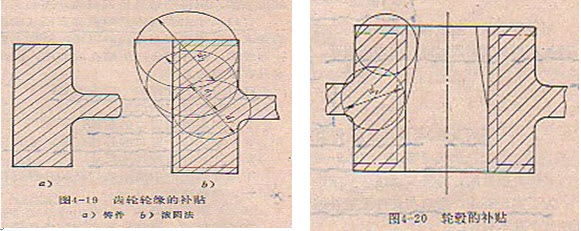
1���ʴ��� ��������Ӧ������ε�ԭ����ʲô��
����鿴��
����𰸣����ӹ��̵ľֲ����ȵ��±����ṹ�����ϴ���¶Ȳ����ȣ���
�����������������ӹ��̵ľֲ����ȵ��±����ṹ�����ϴ���¶Ȳ����ȣ��������ͷ��֯�����ܲ������⣬�����������Ӧ������Ρ�
2������ѡ���� ��������ͬʱ���̵���ҪĿ���ǣ���
A.����Ӧ��
B.��ֹ��ɰ
C.��������
D.��������
����鿴��
����𰸣�A
���������������
3���ʴ��� �����ھ��ֱ�Ϊ60mm��120mm���߾�Ϊ30mm�Ĵ������ϣ��ֱ�����ֱ��Ϊ60mm��о�������ף�������С�������ɷ�������ʲô���ֵ�Ч����
����鿴��
����𰸣�ֱ��ԽС������Խ���ھ�Ϊ60mm�Ĵ��������ܵ�������
��������������ֱ��ԽС������Խ���ھ�Ϊ60mm�Ĵ��������ܵ��������ϴ������Ч������Բ�Σ����ھ�Ϊ120mm�Ĵ��������ܵ���������С��������ԭ������״���ƣ���Բ��.
4���ʴ��� ���쳧������һ����������������⣬��¯������ע�Ħ�30���Ŀ���ǿ��Ϊ205��210MPa������ͼֽ�ó���HT200��Ҫ���û�����ʱ����������ͬ��λȡ��������������������ϱں�Ϊ8mm���Ħ�bΪ200MPa��15mm���Ħ�bΪ196MPa��25mm����bΪ175MPa��30mm���Ħ�bΪ168MPa���ݴˣ��û���Ϊ�����������ϸ������ǣ�1��������ѧ���ܲ�����HT200Ҫ��2����������ǿ�Ȳ����ȡ����ж��û�������Ƿ���ȷ��Ϊʲô��
����鿴��
����𰸣�����ȷ������¯������ע��Φ30���Ŀ���ǿ��Ϊ
������������������ȷ������¯������ע��Φ30���Ŀ���ǿ��Ϊ205��210MPa���Ѵﵽͼֽ��Ҫ���ҷ��Ϲ��Ҷ��������ܵļ��Ҫ���������űں�����ӣ���ȴ�ٶȼ����������ִ���ѧ���ܽ��͡�
5������ѡ���� ���������д�ֱ�ڷ���������ھ�Ӧ��б�ȡ������ڵı���Ϊ�ӹ�����ʱ����б�ȳ�Ϊ������
A.��ģб�ȣ�
B.�ṹб�ȣ�
C.��ģб�Ȼ�ṹб�ȡ�
����鿴��
����𰸣�A
���������������
6���ʴ��� ���ϼ�����������ʽ��Ͳ��ʲô�ص㣿
����鿴��
����𰸣��ŵ㣺���ȴӹ�Ҫ��Ƚϸߣ������쾫�Ⱥ�װ��������
���������������ŵ㣺���ȴӹ�Ҫ��Ƚϸߣ������쾫�Ⱥ�װ�������õ���֤��Ҳ���Լ�װ�乤�������ڼ�����ȴϵͳ�����ú�װ�𣬶�����Ͳ���Ⱦ��ȡ�
ȱ�㣺Ҫ���нϸӹ���������������ڱ���ĥ���������
7���ʴ��� �ɽ����Ͳ��ϵ�������������������������������ص㡣
����鿴��
����𰸣��������谭�����������������ڽ���Һ��ȴ�������ǽ���ᾧ
���������������������谭�����������������ڽ���Һ��ȴ�������ǽ���ᾧ���䣬��ʼ�������������������ܵ��谭���Ϳ����γ����ѡ����ѵ�ȱ�ݡ�
8���ʴ��� Ӱ���������ص������غͼ��ٻص����Ĵ�ʩ��ʲô��
����鿴��
����𰸣���1�����ϵĻ�е���ܲ��������������ߣ�����ģ����С����
����������������1�����ϵĻ�е���ܲ��������������ߣ�����ģ����С����������ص���Δα=α-α0����
��2����������뾶r/tֵ��������뾶ԽС��������ֵԽС��
��3�����������Ľ�αֵ���Ľ�αԽ������������r·αԽ�ص�����ֵԽ��������ص���ΔαҲ����
��4�������״��״���ӵ���������������ص���Δα��С��
��5��������ʽУ�������Ļص�������������С����ģ�߽ṹҲ�����еĹ�ϵ��
��ʩ��
��1���Ľ���������ƺͺ���ѡ��
��2��������3��������
��4�����䷨
9���ʴ��� ʲô������ϵ�����æ�250������1.5�����İ����ܷ�һ�������ֱ��Ϊ��50���������Ӧ��ȡ��Щ��ʩ���ܱ�֤����������
����鿴��
����𰸣�����ϵ����������Ƽ���ֱ����ë��ֱ��֮�ȣ����ܣ���Ϊ��
������������������ϵ����������Ƽ���ֱ����ë��ֱ��֮�ȣ����ܣ���Ϊ����ϵ��̫С���γ̶�̫���Խ��ж���������������ϵ����ѡ�ô�һЩ�����ɰ����м��˻�
10�����ʽ��� ģ�Ͷ���
����鿴��
����𰸣�������ģ�ͺ���ͣ����ǽ����Ȼ��ȵ��������ڶ�ģģ��
��������������������ģ�ͺ���ͣ����ǽ����Ȼ��ȵ��������ڶ�ģģ���ڣ�Ȼ��ʩ�ӳ������ѹ��ʹ���Ϸ������Ա��ζ���öͼ��Ķ�������̡�
11���ʴ��� ����������ð�ڵ����ú�ð����Ʊ�������Ļ���ԭ��
����鿴��
����𰸣�����������������ֹ������������ȱ�ݣ�������ͨ��������
������������������������������ֹ������������ȱ�ݣ�������ͨ��������ԭ������ʵ��Ӧ���ڻ�����������������֣�������ʱ�䣻���㹻�Ľ���Һ������������������������������λ֮�������۲���ͨ����
12������ѡ���� ̼��������������̼��������0.8���ĸ�̼�����̼����ȣ��ɶ��Խϲ��ѡ���ն��¶�ʱ����̼�ֵ��ն��¶�ȴ���ڵ�̼�ֵ��ն��¶ȣ�����Ҫԭ����Ϊ�ˣ�����
A.ʹ��̼�־���ϸ�����ǿ�ȣ�
B.ʹ��̼�ֻ�������ı���������
C.�����̼���ڲ�����״̼���
����鿴��
����𰸣�C
���������������
13���ʴ��� ��k��ʲôָ�ꣿΪʲô��k��������Ƽ��㣿
����鿴��
����𰸣�αk�����������ϵij���Ͷȣ�������ȱ�ڵײ�
��������������αk�����������ϵij���Ͷȣ�������ȱ�ڵײ�����ϵij�����չ��������ֿ�����غ����ö����ƻ�����������Ϊαkֵ��Ӱ�����ض࣬�ظ��Բ�ҹ��������С������γ���¹�������ʱ��������Ҫȡ����ǿ�ȡ����ԣ���ֱ��������Ƽ��㡣
14������� �����п��ܴ��ڵ������У�������������Ӧ�������֡�
����鿴��
����𰸣��������ס���������
���������������������ס���������
15������ѡ���� ��������ȱ����Ͻ������Բ���Ĺ�ϵ���أ�����
A.�����ƣ�
B.�����㣻
C.�����
D.��©��
����鿴��
����𰸣�D
���������������
16���ʴ��� ʲô�ǽ������Լӹ������е��ȱ��Σ�������ص���ʲô��
����鿴��
����𰸣��ȱ��Σ��ȱ����¶����ٽᾧ�¶�����ʱ�����β����ļӹ�Ӳ
���������������ȱ��Σ��ȱ����¶����ٽᾧ�¶�����ʱ�����β����ļӹ�Ӳ�����漴�������ٽᾧ�����������κ���������ٽᾧ�ĵ��ᾧ��֯�����κμӹ�Ӳ���ۼ���
�ȱ����ص㣺
�ٱ��ο���С
�ڱ��γ̶ȴɼӹ��ߴ�ϴ����״���ӵĹ���
�ۻ�þ��и�е���ܵ��ٽᾧ��֯
�ܱ�������������Ƥ���ߴ羫�Ⱥͱ��������ϵ͡�
���Ͷ�������
17���ʴ��� ʲô�Ƿ����棿ѡ�������ʱ��ע�����
����鿴��
����𰸣������棺����������Ӵ��ı��档
�������ȷ
�������������������棺����������Ӵ��ı��档
�������ȷ������뽽עλ�õ�ѡ��ͬʱ���ǣ�����Э����ʹ���ռ���֤����������
һ��˵����Ӧ���������Ľṹ�ص㡢����Ҫ�������������ֳ���������Ͻ�עλ��ѡ��
ѡ�������ʱ��ע���ԭ��1��ʹȫ������������ӹ����桢��Ҫ�ӹ��洦��ͬһ�����ڣ�2���������ٷ���������������û����û�飻3����������ɰо������������ɰ̥����ɰȡ��ɰо��4������ѡ��ƽֱ�����棻5����ʹijһɰ����ߣ�������Ӧ�����������洦��6����������о������ͼ�����ǻ�ߴ磻7�����������������治Ӧ���������Ľṹǿ�ȡ�
18������� CO2���屣�������ں��ӣ����ͣ������ϣ�Ӧ���õĺ�˿�ֱ��ǣ����ͣ�����
����鿴��
����𰸣��ͺϽ�֣���̼�֣�H08MnSiA��H08Mn2SiA
���������������ͺϽ�֣���̼�֣�H08MnSiA��H08Mn2SiA
19���ʴ��� Ϊʲô��ͨ�������ȴ�����Ч��������ī�����ã���ͨ���������õ��ȴ�����������Щ����Ŀ����ʲô��
����鿴��
����𰸣���������֯�дִ�ʯīƬ�Ի�����ƻ����ò��������ȴ�����
����������������������֯�дִ�ʯīƬ�Ի�����ƻ����ò��������ȴ�����������Ľ��������ߵĻ���Ϊ������������Ļ����֯������ͨ��������������壬�Ի���������֯�����ܡ�����ʱЧ��������������Ӧ������ֹ�ӹ�����Σ����������˻��������ڣ�����Ӳ�ȣ����������ӹ����ܡ�
20���ʴ���
�а������ԲͲ�ε�ѹ��������Ӧ�������ֺ��ӷ�����
��1��Q215-A�ְ壬��20mm������������
��2��20�ְ壬��2mm������������
��3��45�ְ壬��6mm������������
��4����ͭ�壬��4mm������������
��5�����Ͻ�壬��20mm������������
��6��16Mn����20mm������������
��7������ְ壬��10mm��С��������
����鿴��
����𰸣���1���������Զ�����
��2�����÷캸������������������1���������Զ�����
��2�����÷캸��
��3�������ֻ������ۻ���벻�����
��4�������ټ�벻�����
��5�������ۻ���벻�����
��6�����������ֻ�����
��7�������ۻ���벻�����
21������� һ��ɰ�����켼���Ľ�עϵͳ�ṹ��Ҫ�ɣ�����ֱ�������ڽ�����ɡ�
����鿴��
����𰸣����ڱ�
�����������������ڱ�
22���ʴ��� ֱ������������ʲô�����ֱ����Ӧע����Щ���⣿
����鿴��
����𰸣�ֱ���������ã�1����Һ̬�����ӽ��ڱ�����ώ�����ڽ���
��������������ֱ���������ã�1����Һ̬�����ӽ��ڱ�����ώ�����ڽ�����
2���ṩ�㹻��ѹ��ͷ��ʹ����Һ�ܹ��˷��س������ڹ涨��ʱ���ڳ������͡�
ֱ�������ԭ��
1����ڴ�������—Բ�����ӣ�r>0.25dֱ��
2��ֱ��������״—�ϴ���С���μ�����ȣ����ݹ�ʽ��

��v2>v1����ʹP23������ֱ������ʹh1-2������֤P24����ֱ������
���ã��ٻ��ͽ���Һ�ij���������̸߶���������ʹ����Һƽ�ȵ���ώ����
�۸��ƺώ���ڵ�ѹ���ֲ���ʹ�ڽ����������ȣ�
�������ڼ����������ϸ����ώ��������
ֱ�����ѵ���ȣ�Ϊһ���ώ���ĸ߶Ȼ����ֱ������ֱ����
ֱ�����ѵ�ֱ����Ϊ2���ώ���Ŀ��ȡ�
23������� ѹ����ʱҲ��Թ�����ͷ���м��ȣ���ҪĿ���ǣ�����
����鿴��
����𰸣�����ͷ�������ȵ�������״̬
������������������ͷ�������ȵ�������״̬
24���ʴ��� ģ��ģ�ź�����Ĥ�ŵ����ø���ʲô�����Ǹ����ֿɷ�Ϊ���ࣿ
����鿴��
����𰸣�ģ��ģ�Ű����ն�ģ�ź�Ԥ��ģ�š�
�ն�ģ����
��������������ģ��ģ�Ű����ն�ģ�ź�Ԥ��ģ�š�
�ն�ģ���Ƕͼ����ճ��ε�ģ�š�ģ�ųߴ�ӦΪģ�ͼ�ͼ����Ӧ�ߴ���������������ƶͼ���������ԼΪ1.5������
ģ�ŷ�ģ����Χ�зɱ߲ۣ�������������͵��ڽ������Ա�֤�նͳ��Ρ��ߴ羫�ȵ����á�
Ԥ��ģ���ǵ��ͼ���״�ϸ���ʱ���辭��Ԥ�ͣ��Ա�֤�նͳ��α������ӳ�ģ��ʹ��������Ԥ��ģ�ŵ���״���ߴ����ն�ģ������������нϴ��б�Ⱥ�Բ�ǣ�û�зɱ߲ۡ�
����ģ�ţ�Ϊʹ���Ͼ�����ͼ�����Ӧ�Ľ���仯����״��������״�Ķͼ�����Ԥ��������
25���ʴ��� ʲô�ǰ��ϵ��������Σ�
����鿴��
����𰸣������ǽ��������һ���Ƕȡ�һ�����ʣ��γ�һ����״�����
�������������������ǽ��������һ���Ƕȡ�һ�����ʣ��γ�һ����״����Ĺ���
26������ѡ���� ȷ����עλ��ʱ�����������ڲ������������²�����ҪĿ���ǣ���
A.���⽽���㣻
B.�������ƣ�
C.���ڲ���������
D.�����ų�����
����鿴��
����𰸣�A
���������������
27���ʴ��� �������õ��ֹ���������Щ��
����鿴��
����𰸣���ģ���ͣ���ģ���ͣ���ɰ���ͣ�������ͣ��ΰ����ͣ�����
����������������ģ���ͣ���ģ���ͣ���ɰ���ͣ�������ͣ��ΰ����ͣ��������͡�
28���ʴ��� �ӱ���ȱ�ݷ����������ṹӦע����Щ���⣿
����鿴��
����𰸣�1������Ӧ�к����ıں�2�������ڵ�����Ӧ���ɣ�<
��������������1������Ӧ�к����ıں�2�������ڵ�����Ӧ���ɣ�
3���ṹԲ�ǵ���ƣ�4���ڱں��ӦС����ڣ�
5���ں�Ӧ������ȣ�6������ˮƽ��ƽ�棻
7��������˳�����̣�
8�������ṹӦ�ܷ�ֹ���Ѻͱ��Ρ�
29���ʴ��� ���������ͺ�ȶ�������ȴ�ٶȵ�Ӱ�죿
����鿴��
����𰸣����ڽ��������Ⱥ͵����������������λ3
�����������������ڽ��������Ⱥ͵����������������λ3�ܴ�x3������Ϊ�������������Ӵ����������������ͱ���Ѹ�ٴӼ�϶���մ����������Ӷ��������������ȴ�ٶȡ���������һ��ֵʱ����������ȴ�ٶȱ仯��������Ҫ�������͵��ȴ������ܾ������ͱ����빤�������Զ�ĵط��¶Ȳ�������̫�ߣ��ô��Ľ����ͱ�Ҳ�����������á�
30������� Ӱ��������ӵ���Ҫ�����У�����������
����鿴��
����𰸣��¶ȡ�ѹ��
���������������¶ȡ�ѹ��
31������ѡ���� ѹ��������ѭ��һ�����豸�Ŀ�ѭ��ʱ������ʾ���ռ�ѭ��ʱ������û�У���������£����һ��ѭ�����õ�ʱ�䡣
A.��ע��ѹ�䣬��ѹ����ȴ��ȡ����Ʒ�ȶ���
B.��ģ��ѹ��ѹ�䣬��ѹ����ȴ��ȡ����Ʒ�ȶ���
C.��ע��ѹ�䡢��ģ����������ȴ
D.��ע��ѹ�䡢ѹ�䷵�ء���ģ��ȡ����Ʒ
����鿴��
����𰸣�A
���������������
32���ʴ��� �����ģ���븨�������������ʲô��
����鿴��
����𰸣�1�����������ɱ���������Ч��
2����������
��������������1�����������ɱ���������Ч��
2��������������
3����Լ������������Դ
4�����ͶԾ���������̶�
5��ʵ�ֲ��ϳ��ι�����Ʒ����Ż�
33���ʴ��� ʲô�Ǹ��ܸ��ٳ��ͣ�һ����ܸ��ٳ��ͷ��ļ������ͣ�
����鿴��
����𰸣�����ģ������һ��ģ�ͻ�������չ������һ������������
������������������ģ������һ��ģ�ͻ�������չ������һ�����������ӹ��¹��ա�
�����ص㣺
����Ҫ��ȷ����ԭʼ���ϵijߴ�
����Ҫ��ϸ�������ϱ���
��Ϊ��߶ͼ��ijߴ羫�Ⱥͽ��ͱ���ֲڶȣ�Ӧ���������������������ȷ��������������ϱ����γɵ�����Ƥ��
�ܾ���ģ�͵Ķͼ������ںܴ�̶���ȡ���ڶ�ģ�ļӹ����ȡ�
��ģ��ʱҪ�ܺõؽ�������ȴ��ģ��
34���ʴ��� ���յ�����ģ�����ܻᷢ����Щ�仯����ɻ���ģ�����ܱ仵��ԭ����ʲô��
����鿴��
����𰸣���ѭ��ʹ��ʱ��ģ�ϵ����ܻ�仵���������ҳ����࣬��
����������������ѭ��ʹ��ʱ��ģ�ϵ����ܻ�仵���������ҳ����࣬�������½���������������ɫ�ɰױ�֣�ԭ��
��1������ģ����Ӳ֬����ʣ�����������Ӧ��
��2��ɰ��Ϳ�ϵ���Ⱦ
��3����ʧ��ģʱ���ȣ�ʯ���ջ�����������
35������ѡ���� 벻����ĺ��������Ƚϸߣ������ں��ӳɱ��ߣ����ԣ���һ�㲻��벻������ӡ�
A.���Ͻ�һ��ṹ��
B.����ֽṹ��
C.��̼����Ҫ�ṹ��
D.���ȸֽṹ��
����鿴��
����𰸣�C
���������������
36������� ���ϳ�ѹ�Ļ��������Ϊ�����ͱ��ι���
����鿴��
����𰸣����빤��
�����������������빤��
37���ʴ��� ��ü����ж���������Ե�����������.ͨ�������ǡ����桢ë�桢ë���IJ�����ɣ����ĸ������������γɵģ�
����鿴��
����𰸣����ǣ������ڳ�ù������пڸ����IJ��ϱ�ǣ��������Σ���
�����������������ǣ������ڳ�ù������пڸ����IJ��ϱ�ǣ��������Σ����������죩�Ľ����
���棺���������Ա��ι�����ģ����ģ����ѹ������ϣ�ʹ���ܵ�����Ӧ��η�ͼ�ѹӦ��ζ�����ö��γɵġ�
ë�棺���������пڴ�����������Ӧ��ζ�����²�����չ���Ѷ��γɵġ�
ë�̣����ë�������пڸ����IJ����ϲ��ϳ�������ʱ�γɵġ���ģ��������ʱ����ʹ���γɵ�ë�������������ڳ�ü��ϡ�
38������ѡ���� ���ɶͼ�������߾��ȣ�H/D��Ϊ1.5��2.5�Ĺ����ǣ���
A.�γ�
B.���
C.���
D.����
����鿴��
����𰸣�C
���������������
39������ѡ���� �����������⾶Ϊ��50mm���ھ�Ϊ��25mm����Ϊ2mm�������Ϊ��֤������Բ��ͬ���Ӧѡ�ã�����
A.��ģ��
B.����ģ��
C.����ģ��
����鿴��
����𰸣�C
���������������
40���ʴ��� �Ͻ������Ծ�������Щ���أ��Ͻ������Բ��ö�����Ʒ���к�Ӱ�죿
����鿴��
����𰸣��ٺϽ����������ָ�Ͻ�����Һ̬�µ����������������ں�
���������������ٺϽ����������ָ�Ͻ�����Һ̬�µ����������������ںϽ�Ļ�ѧ�ɷ֡��ᾧ���ԡ�ճ�ȡ������¶ȷ�Χ����ע�¶ȡ���עѹ���������͵���������
�ںϽ������Բ��������ײ����������������ȱ�ݣ�Ҳ�������������ס��������s��ȱ�ݵļ��ԭ��
41������ѡ���� ��422��������������õ�һ�ֺ�����ԭ���ǣ�����
A.���ӽ�ͷ�����ã�
B.��������������٣�
C.���ӹ������ܺã�
D.���ӽ�ͷ�����Ժá�
����鿴��
����𰸣�B
���������������
42������� �������ɶͼ�ͼ��Ŀ��֮һ�Ǽ������ϵģ����ͣ���.
����鿴��
����𰸣��������ߴ�
���������������������ߴ�
43���ʴ��� �Ӵ��㺸����Դ��ʲô��Ϊʲô���нӴ����裿�Ӵ�����Ե㺸�ۺ˵��γ���ʲôӰ�죿�������ƽӴ������С��
����鿴��
����𰸣���Դ����������������������ʱ����������нϴ�ĽӴ�����
����������������Դ����������������������ʱ����������нϴ�ĽӴ���������в��������ȡ�ԭ�Ӵ����ϴ��ڵ��۰���ƽ��������Ȳ�������Ĥ��ʹ�����������䳤��ʵ�ʵ������С�������Ӵ����衣Ӱ�죺�Ӵ����赼���ۺ�ƫ������Ȳ�IJ��ϡ�����������ͨ�����ƺ������ֲڶȡ������̶ȡ��缫ѹ���Ĵ�С�����ƽӴ�����Ĵ�С��
44���ʴ��� ʲô��Һ̬�Ͻ�ij����������Ͻ��������ȡ������Щ���أ��Ͻ�������Բ��ö����������к�Ӱ�죿Ϊʲô���ֵ������Ա������
����鿴��
����𰸣�1���Ͻ�ij���������Һ̬����������͵�������
��������������1���Ͻ�ij���������Һ̬����������͵�������
2���Ͻ��������ȡ������Щ���أ���ѧ�ɷֺͽ�ע������
3���Ͻ�������Բ��ö����������к�Ӱ�죺���������ͽ����㣻
4��Ϊʲô���ֵ������Ա���������ֵĽᾧ�¶ȸߣ��ᾧ�¶ȷ�Χ��
45������� �����ֵ���ת���У�����ת��������֯����Ӳ���ɸߵ��͵�˳������֯���ƺͱ�ʾ���ŷֱ��ǣ�����������������
����鿴��
����𰸣�������T��������S�������P
��������������������T��������S�������P
46���ʴ��� ������εĽ�עϵͳ���ļ�������ɣ��书����ʲô��
����鿴��
����𰸣���עϵͳ�ṹ��Ҫ�ɽ��ڱ���ֱ�������ώ�����ڽ�����ɡ� <
����������������עϵͳ�ṹ��Ҫ�ɽ��ڱ���ֱ�������ώ�����ڽ�����ɡ�
���ܣ�
1��ǻ�뽽������������ƽ�ȵص���Һ̬������
2�����ų�������ǻ�еĿ���������������
3���������������������ֵ��ȶ��ֲ��Կ�������������˳��
4����֤Һ̬����������ʵ�ʱ�䷶Χ�ڳ������ͣ���ʹ�����������������㹻��ѹ��ͷ������֤����Һ����������ǻ�����ʵ��������ٶȵȡ�
47������ѡ���� �����ƺš���422���У����ᡱ��ʾ�ṹ�ֺ�����ǰ��λ���֡�42����ʾ������
A��������σb≥420MPa��
B���ṹ�ֵ�σb≥420MPa��
C�������σb≥420MPa��
D��������σb��420MPa��
����鿴��
����𰸣�C
���������������
48���ʴ��� �伷ѹ����ѡ�ù���ͬͨ������ѹ��������Щ��ͬ�㣿
����鿴��
����𰸣�1���Ի�еʽ�伷ѹ����Ҫʹ��ѹ�������г�С�ڼ�ѹ������
��������������1���Ի�еʽ�伷ѹ����Ҫʹ��ѹ�������г�С�ڼ�ѹ�������г�
2��ֻҪ��������һ���ɣ��ɲ���������У��
3�����ǿ�ģ���ij�ģ�ռ䣬��ѹ��һ���ģ���м�ȡ����ӦУ�˻����г̣�ʹģ�߿�������ģ֮��ľ������һ���������ȡ�
49���ʴ��� ʲô���������죿����ԲͲ����������Щ��Խ�ԣ�Բ��״��������������Ӧ����ʲô��ʽ���������죿
����鿴��
����𰸣���Һ̬�������������ת�������У�ʹ���������������³���
����������������Һ̬�������������ת�������У�ʹ���������������³������ͺ����̶��γ������Ĺ��ճ�Ϊ��������
�ŵ㣺
1.��ʡȥ��о����עϵͳ��ð��
2.���������ã�������֯���ܣ���ѧ���ܺ�
3.����“˫����”��������Բ��״��������ʽ�������죬�����������ó��μ���������
50���ʴ��� �ڱ��γ�ѧϰ�У�����Щ�����漰��Ӧ�����⡣�Է�����˵����Щ��Ӧ�������ڽ������κ������ӹ����γɵ���Ҫԭ��
����鿴��
����𰸣���1��������Ӧ�����⣺��Ҫ��������������ʱ����ں�
����������������1��������Ӧ�����⣺��Ҫ��������������ʱ����ں��ȣ���������ȴ�ٶȲ�ͬ����������ͬһʱ��������������������һ�¶������Ӧ�������������������κ����ƵĻ���ԭ��
��2���������Ա���ʱ���Ƽ��ڲ�Ҳ�����Ӧ������������ȥ����Ӧ������ʧ�����Ƽ�����û��Ӱ�죬ֻ�е��ͼ�����ֲڻ��л��ۡ����ơ��ִ���ӵ�������ʱ����ȱ�ݲ���Ӧ�����У�ʹ��ȱ����չ��������Ƽ����ѡ�
��3������Ӧ�����⣺���ӹ����У��ֲ����Ⱥ���ȴ���±����ṹ�����ϴ���¶Ȳ����ȣ���ɺ��Ӽ�����Ӧ������Ρ�
��4�������ӹ�ʱ��һ���������¶ȵ��µĹ�������Ӧ���������ٶ�Խ�ߣ����������¶�Խ�ߣ��������¶Ȳ�����������������¶�ʱ��ʹ������������ϴ���Ӧ���������ǹ�����������Ա��������Ӧ����ʹ�ù�������ܵ���Ӧ���������ܵ�ѹӦ�����á�
51���ʴ��� ��ʯī������Ҫ������ʲô��Ϊʲô�������ƺŲ��û�ѧ�ɷ�����ʾ��
����鿴��
����𰸣���ѧ�ɷֺ���ȴ�ٶȣ���ΪӰ���������ܵ����ز���ȡ������
����������������ѧ�ɷֺ���ȴ�ٶȣ���ΪӰ���������ܵ����ز���ȡ���������Ľ�����֯������ʯī����������С����״���ֲ���������أ����������û�ѧ�ɷֲ�����ʵ�ķ�ӳ���������ܡ�
52���ʴ��� ����������͵�ʵ�ʼ���ȱ�㡣
����鿴��
����𰸣�������͵�ʵ���ǣ����ý����������ԣ�����ȴ���̳��͵�
��������������������͵�ʵ���ǣ����ý����������ԣ�����ȴ���̳��͵Ĺ��չ��̡�
�ŵ㣺1.�����������2.�ɱ��ϵͣ�3.�����������θ��ӵ�ë��
ȱ�㣺1.��֯���ܲ2��е���ܽϵͣ�3.���Ծ�ȷ���ƣ��������������ȶ�4.�Ͷ�����̫��Ͷ�ǿ��̫��
53������� ������¯���ص㣬����Ͻ�������ɷ�Ϊ��������������Ӧ��¯����������¯������
����鿴��
����𰸣�����¯�������绡¯����
������������������¯�������绡¯����
54������ѡ���� �������ϵĵ���ģ�����¶ȵ����߶�������
A.������
B.���ͣ�
C.���䡣
����鿴��
����𰸣�B
���������������
55���ʴ��� ʲô�к��ӣ��ۺ���ѹ����ǥ���Ķ�����ʲô��
����鿴��
����𰸣����ӣ�ͨ�����Ȼ��ѹ���������߲��ã������û�������
�����������������ӣ�ͨ�����Ȼ��ѹ���������߲��ã������û��������ϣ�ʹ�����ﵽ��ϵ�һ�ּӹ�������
�ۺ������ӹ����н����ӽ�ͷ�������ۻ�״̬������ѹ����ɺ��ӵķ�����
ѹ�������ӹ����б���Ժ���ʩ��ѹ�������Ȼ��ȣ���ɺ��ӵķ�����
ǥ�������ñ�ĸ���۵�͵Ľ���������ǥ�ϣ���������ǥ�ϼ��ȵ�����ǥ���۵㵫����ĸ���۵���¶ȣ�����Һ̬ǥ����ʪĸ�ģ�����ͷ��϶������ĸ�����ɢʵ���������ӵķ�����
56���ʴ��� ����ģ��϶�Գ�ü�����Ʒ�ʺͳߴ羫���к�Ӱ�죿
����鿴��
����𰸣�����ģ��϶��С����ü������γɵڶ������������ܵ���
������������������ģ��϶��С����ü������γɵڶ������������ܵ�������ѹ������������������ģ֮��Ħ������ʹ��ü��ߴ����б仯�������ϼ����γߴ��������ǻ�ߴ���С�����ܴ����·���غϡ�
����ģ��϶����ü��ж���Ĺ�������С��Բ�Ǵ����������γɺ���������ë�ݣ�ͬʱ�����������أ��ߴ������仯�����ϼ����γߴ���С�������ǻ�ߴ�����
�۰�ģ��϶��������ü����������ռ����1/2~1/3��Բ�Ǵ������Ѵ����Ⱦ���С������ߴ缸����ģ��һ�¡�
57���ʴ��� ʲô���������죿����ԲͲ������������Щ��Խ�ԣ�Բ��״��������������Ӧ����ʲô��ʽ���������죿
����鿴��
����𰸣��ٽ�Һ̬�������������ת�������У�ʹ���������������³�
���������������ٽ�Һ̬�������������ת�������У�ʹ���������������³������ͺ����̶��γ������Ĺ��ճ�Ϊ�������졣
���ŵ㣺A.��ʡȥ���ģ���עϵͳ��ð�ڣ�B.���������ã�������֯���ܣ���ѧ���ܺá�
��Բ��״��������ʽ�������죬�����������ó��μ����������졣
58������ѡ���� ����Һѹ����û�б��ѹ���г̲���
A.��еʽ
B.Һѹʽ
C.��е��Һѹʽ
D.���϶�����
����鿴��
����𰸣�B
���������������
59���ʴ��� �����ۻ�����ұ������ص㼰��֤���������Ĵ�ʩ��
����鿴��
����𰸣�ұ������ص㣺�۳��¶ȸߣ�����ĺϽ�Ԫ�����������۳�
��������������ұ������ص㣺�۳��¶ȸߣ�����ĺϽ�Ԫ�����������۳����С����ȴ�ٶȿ죬��ѧ�ɷֲ����ȣ������������ݳ���������ף���̬�۳ظ��¡���֤���������Ĵ�ʩ����������ĺϽ�Ԫ�أ���֤����Ļ�ѧ�ɷ֣������Ч�ر������������Ժ���IJ���Ӱ�죻�����������������ȡ�
60���ʴ��� �������������ģ��ĸ����ģ��������ʱ����������Ƿ�������ģ�棿
����鿴��
����𰸣��ٷ�������ָ�������ͻ���������Ӵ�����ϵı��档��
���������������ٷ�������ָ�������ͻ���������Ӵ�����ϵı��档��ģ���Ƿ�ģʱ����ĽӴ��档
�ڷ�ģ��������ʱ��������治һ���Ƿ�ģ�档
61���ʴ��� ��νð�ڵ���Ч�������룿
����鿴��
����𰸣�ð����Ч��������ĸ��Ϊ�˷�ֹ���������������ɣ�ð
��������������ð����Ч��������ĸ��Ϊ�˷�ֹ���������������ɣ�ð�ڱ��뱣֤����ʵ��˳�����̣����������̵Ĺ�����ʼ�ձ��ֳ�ͨ�IJ���ͨ����������ð���еĽ���Һ����ԴԴ���ϵIJ�������������ð���ٴ�Ҳ�ﲻ��������Ŀ�ġ�
ð�ڵ���Ч�������룺���ܵ�ð�������������ܵ�ĩ����֮�ͳ�Ϊð�ڵ���Ч�������룬��b=ð����+ĩ����=c+e
62���ʴ��� ʲô�Dz�����������Ե����챲�������ͼ���裿
����鿴��
����𰸣���������ν����������
����������������������ν����������Ϊ���ڿ���ð�ڵ��������������ӵĺ�ȣ���Ϊð�ڲ�������Ʋ�����
��Ե������������
1��������������Ե���ַ��������1��1���������ϼӹ�������
2�������Ƚڵ�����Բֱ��dy’������ɰ���ЧӦ������Ҫ������ͨ��Ϊ��
dy=dy’+��10-30mm����
3����ͼ��ʾ�����¶��ϵĻ�Բ����ʹd1=1.05dy��d2=1.05d1��d1��d2��Բ�ķֱ���dy��d1��Բ���ϣ�
��������Ե�ڱ����У�
4����һ���������Բ���У����������Dz���������������ߡ�
��챲�����������
������챣�������Ҫ������Ե��ô�ߣ�����������ʱ����ı�����Բ��ֱ�����Ӳ����ķ�������Ե��ͬ��ֻ�ǹ�Բ��ֱ�����䡣
63���ʴ��� �Խ����ڽ���������Ĵ���ϵͳ�У�κ����K1<<1��K2<<1�ĺ���.
����鿴��
����𰸣�K1<<1��K2<<1��������
��������������K1<<1��K2<<1�����������������������������Һ���������е��²����϶���²�ȿɺ��ԣ���϶��Ϊ������ȴ�Ŀ��ƻ��ڡ�
64���ʴ��� ��������Ժ�������Ժ��Ĺ��̣�Ϊʲô����Ժ�Ϊ��̬�µ����ӽ�ͷ��
����鿴��
����𰸣�����Ժ����Ƚ������н�����ѹ��Ȼ��ͨ��ʹ�Ӵ�����¶ȴ�
������������������Ժ����Ƚ������н�����ѹ��Ȼ��ͨ��ʹ�Ӵ�����¶ȴﵽ���������Ա����¶ȣ�950��~1000�棩���Ӵ��������ѹ���²������Ա��κ��ٽᾧ���γɹ�̬���ӽ�ͷ������Ժ�����ͨ�磬��Ӵ�����ʼʱ������Ӵ��������ͨ����γɵĵ����ܶȺܸߣ��Ӵ������˲���ۻ����������γ�Һ̬�����������ϴ��ڵ���������͵������������ʹ�������Ʒɳ����γ����⡣����һ�����ų�������������ʣ���һ����ʹ�öԽӴ����¶�Ѹ�����ߡ����¶ȷֲ��ﵽ���ʵ�״̬������ʩ�Ӷ����������ԽӴ����е�Һ̬����ȫ��������ʹ�����ĸ��½�����Ӵ�����ѹ���²������Ա��κ��ٽᾧ���γɹ�̬���ӽ�ͷ��
65���ʴ��� �����ĵ绡����ȱ������Щ����������Ҫԭ����ʲô��
����鿴��
����𰸣�ҧ�ߣ����ӵ���̫�����ǶȲ����ʣ��绡��������������
��������������ҧ�ߣ����ӵ���̫�����ǶȲ����ʣ��绡��������������ڶ����ٶȹ��죻
���ף����Ӳ��ϱ��������ۡ����⡢ˮ�֡��ҳ��ȣ����Ӳ��ϳɷ�ѡ�������ӵ绡̫����̫�̣����ӵ���̫���̫С��
������������С���������ܳ���ϸ���������ʽ�����������������̫������Χ���ɾ���ұ��Ӧ���ɵ����ʸ������۳ر��棻
δ�������ӵ���̫С�������ٶ�̫�죬����װ�䲻���������ǶȲ��ԣ��绡δ��������
���ƣ����Ӳ��ϵĻ�ѧ�ɷ�ѡ������ɺ������Ӳ���࣬�ں����������ںͼ�����ȴ�������γ����ƣ�����Һ��ȴ̫�죬������Ӧ��������γ����ƣ������ṹ��Ʋ���������ɺ���Ӧ��������������ơ�
66���ʴ��� �ƶ�ģ��ͼӦ�����ļ������أ�
����鿴��
����𰸣���ģ�棻�ͼ��Ĺ���ӹ����������ϣ������Ƥ��ģ��б��
����������������ģ�棻�ͼ��Ĺ���ӹ����������ϣ������Ƥ��ģ��б�ȣ�Բ�ǰ뾶
67�����ʽ��� ֱ������
����鿴��
����𰸣��������ӵ纸�����������������为�������ڽϺ����۵��
���������������������ӵ纸�����������������为�������ڽϺ����۵�����ĺ��ӡ�
68���ʴ��� ���ɶͳ��ʱ����Ҫ�������⼰��ȡ��Ԥ����ʩ��ʲô��
����鿴��
����𰸣���ʽ�����Ҫ�������������������ƺͿ׳�ƫ��
����������������ʽ�����Ҫ�������������������ƺͿ׳�ƫ��
Ԥ����ʩ�������Ȳ��˹���������Բ���ʱ����Cr12�֣�����Ҫ�������С������Ҫ������μ�����ɣ����Ͷͼ���ˮѹ���ϳ��ʱ���������ڧ�450mmʱ��һ����ÿ��ij�ͷ��ס��������Լ�СB����������������Ӧ������������������ƣ����ܳ����������IJ����������õĽ�����
69���ʴ��� ǥ�����ۺ���ʵ�������ʲô��ǥ������ʲô�����ࣿ
����鿴��
����𰸣�������ǥ���ڵ��ڹ������۵���¶��½��У����ۺ����ڴ�
��������������������ǥ���ڵ��ڹ������۵���¶��½��У����ۺ����ڴﵽ���ϵ��۵�ʱ���С�
��ǥ���Ǹ��ݲ��ϵ��۵�����������ࡣ
70���ʴ��� ʲô��ɰ�ۣ��γ�ԭ����Ҫ����Щ��
����鿴��
����𰸣�ɰ�ۣ������ڲ���������ɰ����ɰ��Ŀ��������г�ɰ��
��������������ɰ�ۣ������ڲ���������ɰ����ɰ��Ŀ��������г�ɰ����ɰ����β����ɰ��̡�Ϳ�Ͻ�̵�ȱ�ݡ�
�γ�ԭ��
1����ǻ�ڵĸ�ɰ�ں���ǰû�д�ɨ�ɾ���
2�����ͺ��ɽ�עϵͳ��ð�ڵ���ɰ����ɰ�飻
3���������͡���о������Ȳ����������������͡����䡢��ɰ��ѹ��ɰ�ͻ�ɰо��
4������ɰ�ͻ�ɰо���ͣ���עϵͳ��Ʋ�����������ע�������������ɰ�ͣ�о�����ѡ��ͣ�о��ɰ���䣬������ɰ����ɰ����β�ͼ�ɰ��̣�������͡�оɰ���������γ�ɰ�ۣ�
5��Ϳ�ϲ�������ɰ�͡�Ϳ�ϲ��ɣ���עʱͿ�����䣬�����Ϳ�Ͻ�̵�ͬʱ���γ�Ϳ�ϼ��ӡ�
71������ѡ���� ƽ�ͻ���ģ����ʹ�õĶ�ģ����������ɣ������������ֱ�ķ�ģ�棬���ƽ�ͻ������ڶ��죨����
A.������ͼ���
B.������ͼ���
C.��ͷ������ͼ���
D.A��C��
����鿴��
����𰸣�C
���������������
72���ʴ��� �æ�50mm���ģ����������50mm���ϼ��ܷ�֤���ϼ��ľ��ȣ�Ϊʲô��
����鿴��
����𰸣����ܣ���Ϊ��Ƴ��ģʱ���Ȱ����ȷ��ģ�ߴ磬ȡģ
�����������������ܣ���Ϊ��Ƴ��ģʱ���Ȱ����ȷ��ģ�ߴ磬ȡģ����ƻ�����Ȼ����ݼ�϶ȷ����ģ�ߴ磨��������ģ�пڳߴ�����֤��϶ֵ�����������ģʱ��Ӧ�Ȱ����ϼ�ȷ����ģ�пڳߴ磬ȡ��ģ����ƻ�����Ȼ����ݼ�϶Zȷ��ģ�ߴ磨������Сģ�пڳߴ�����֤��϶ֵ����������φ50mm���ģ��������φ50mm���ϼ����ܱ�֤����ľ��ȡ�
73���ʴ��� ʲô��ð�ڣ�ð���������õ�������ʲô��
����鿴��
����𰸣�ð�ڣ��������ܴ���һ���Ľ���Һ�����Զ��������в�����ר
��������������ð�ڣ��������ܴ���һ���Ľ���Һ�����Զ��������в�����ר�Ź���“��ǻ”��֮Ϊð�ڡ�
ð�ڵ����ã�1����Ҫ���þ��Dz���������2�������ͼ�����
Ҫ�ﵽ������Ŀ�ģ�ð�ڱ����������»���������
1��ð�ڵ�����ʱ�������ڻ����ٵ������������������������֣�������ʱ�䣻
2��ð���б��봢���㹻�Ľ���Һ�������������������������֣���������
3��ð���������������IJ�λ֮�����������õIJ���ͨ����
74���ʴ��� ��ν��ĩұ�𣿷�ĩұ�����Ҫ��������Щ��
����鿴��
����𰸣���ĩұ�����Խ�����ĩΪԭ�ϣ�ͨ�����Ρ��ս�ͱ�Ҫ�ĺ���
����������������ĩұ�����Խ�����ĩΪԭ�ϣ�ͨ�����Ρ��ս�ͱ�Ҫ�ĺ�����������ȡ�������Ϻ���Ʒ�Ĺ��ա���Ҫ�������Ʊ������Ρ��ս��Լ��ս��Ĵ����ȹ���
75���ʴ��� ʲô�ǡ����ʽ����������ʽ����עϵͳ���ֱ�˵������ȱ���Ӧ�ó��ϣ�
����鿴��
����𰸣����ʽ��עϵͳ����ע
�����������������ʽ��עϵͳ����עϵͳ����������Ϊ�ڽ����Ľ�עϵͳ��������ʽ��
∑Fֱ≥∑F��≥∑F�ڻ�∑Fֱ≤∑F��≥∑F�ڻ�∑F��≥∑F��
�������棺��עϵͳ�ж������С�IJ��֡���
����ʽ��עϵͳ����עϵͳ������������ֱ�����¶˻����������ĺώ���ϣ�����ֱ���������Ľ�עϵͳ������ʽ��∑Fֱ≤∑F��≤∑F�ڡ�
���ʽ��עϵͳ���ص㣺
�ŵ㣺1���ώ�������죬��������ǿ��2������Һ�����٣�3���ṹ�����͡��������㡣
ȱ�㣺1������Һ�����ٶȿ죬���罦��������2���׳廵��ǻ��ɰо��
Ӧ�ã��С�С����������������������ɫ�Ͻ�������������ע�����ּ��ߴ�������
���ö���ȣ�ʪ��С����∑Fֱ��∑F�∑F��=1.15��1.1��1
����������∑Fֱ��∑F�∑F��=1.4��1.2��1
����ʽ��עϵͳ���ص�
�ŵ㣺1������Һ���ٵͣ�����ƽ�ȣ�2�����͡�о�ij��С�����������ᡣ
ȱ�㣺1�����űȽϴ�ʱҺ̬�������Գ�����עϵͳ��������Ԫ���ر��Ǻώ�������Ե��������2������Һ���Ķࡣ
Ӧ�ã�����������ɫ�Ͻ���������������©����ע�����ּ���
���Ͻ��þ�Ͻ�ij��ñ�����∑Fֱ��∑F�∑F��=1��2��4
76������ѡ���� ��βʧ�𣬼�ʻ̨Ӧ���ݴ�����ʻ��
A������
B��˳��
C��A��B������
D��A��B����
����鿴��
����𰸣�A
���������������
77���ʴ��� ��ѹ����Ĺ���ԭ����ѹ�������кβ�ͬ��Ϊ�����Ͻ��õ�ѹ���죿
����鿴��
����𰸣��ٵ�ѹ�����ǽ��ڽ����������ѹ������֮���һ�����췽��
���������������ٵ�ѹ�����ǽ��ڽ����������ѹ������֮���һ�����췽����������0.02~0.07MPa�ĵ�ѹ�¾�����Һע����ǻ������ѹ�������̳��ζ���������ķ�����
�ڵ�ѹ����Ľ�עѹ�����ٶȱ��ڵ��ڣ�����Ӧ��ͬ���ϵ����ͣ�ͬʱ������ƽ�ȣ��������ij����С����������ų�����������Ч�˷����Ͻ����ȱ�ݡ�
78������� ǥ���Ľ�ͷǿ�Ƚϵͣ�Ϊ����߽�ͷ�ij���������ǥ�����ã�����ͷ��
����鿴��
����𰸣����
�����������������
79���ʴ��� �����Ⱥ����亸���к���ȱ�㣿
����鿴��
����𰸣���1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~
����������������1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~700�棬�����б���400�����ϣ���������ȴ�����ַ���Ӧ��С�����ײ������ƣ��ɷ�ֹ���ְ���֯�Ͳ������ף����ɱ��ϸߣ������ʵͣ��Ͷ���������õķ����������ͺ����绡�����Ⱥ���һ������ں���Ҫ���е�ӹ�����״���ӵ���Ҫ������
��2���亸���亸���Ǻ���ǰ��������Ԥ�Ȼ��ڵ���400����¶���Ԥ�ȵĺ����� ��������ʱӦ������С�������̵绡��խ���졢�ֶκ��ȹ��գ����������ô�������죬���ɳں���Ӧ��������ȴ���ټ������ӡ�
�����亸�ú����и�о������������������������ͭ����������������о����������
�亸�������ʸߣ��ɱ��ͣ��Ͷ������ã������Dz��ܺ���λ�õ����ƣ���Ӧ�ù㷺��
80���ʴ��� ��νͬ���쾧ת�䣬������ͬ�¶��µľ���仯��Σ�
����鿴��
����𰸣�ͬ���쾧ת�䣺�����ڹ�̬�£����¶ȵĸı���һ�־���ת��
��������������ͬ���쾧ת�䣺�����ڹ�̬�£����¶ȵĸı���һ�־���ת��Ϊ��һ�־���������Ϊͬ���쾧ת�䡣������1538��C�ᾧΪσ-Fe�����������ṹ���¶Ƚ���1394��Cʱ��σ-Feת��Ϊγ-Fe�����������ṹ������912��Cʱ��γ-Feת��Ϊα-Fe��Ϊ���������ṹ
81���ʴ��� ʲô������������������ͨ�������к�������λ������������
����鿴��
����𰸣��پ�����������Ļ�������Ϊ����������
������
���������������پ�����������Ļ�������Ϊ����������
������������ǿ�ȡ�Ӳ��������ߣ���ȴ�ٶȶ�����֯�����ܵ�Ӱ��С����������Ϻ���������ܽϾ��ȣ����������ԡ�������Ȼ�ܵ͡�
��ԭ�������������൱�ڰڻ������֯�ĵ�̼���躬���ĸ�����Һ��Ȼ������Һ�г�������ϸ״���ĩ״��������������������Һ���γɴ�����ɢ��ʯī�ᾧ���ģ�ʹʯī����Ȼ��ǿ���Ӷ��õ�ϸ�����������ͷֲ����ȵ�ϸƬ״ʯī��֯��
82���ʴ��� �����ṹб������ģб�ȵ���ͬ�㡣
����鿴��
����𰸣���ͬ�㣺���DZ����������Ƶ���б����ͬ�㣺�ṹб���ǽ�
����������������ͬ�㣺���DZ����������Ƶ���б����ͬ�㣺�ṹб���ǽ��������ṹ���ʱ���������ȷ���ģ���б�ȴ�Сһ����û�����Ƶģ���ģб���������Ƶģ�Ӧ����ģ���ĸ߶ȡ�����ֲڶ��Լ����ͷ�����ȷ����
83�����ʽ��� ��ĩұ��
����鿴��
����𰸣����ý�����ĩ��ԭ�ϣ���ѹ�ƺ��ս�������������Ͳ�Ʒ��
�����������������ý�����ĩ��ԭ�ϣ���ѹ�ƺ��ս�������������Ͳ�Ʒ�ķ�����
84������ѡ���� �����ں�С��ijһ�ٽ�ֵʱ�����ײ�����ȱ���ǣ���
A.������
B.�����㣻
C.���ƣ�
D.����
����鿴��
����𰸣�B
���������������
85���ʴ��� ��ν�����Ŀɶ��ԣ���ʲôָ���������ۺϺ����������Ŀɶ���ȡ������Щ���أ�
����鿴��
����𰸣������Ŀɶ��ԣ������������������Գ���ʱ��������������
�������������������Ŀɶ��ԣ������������������Գ���ʱ���������������׳̶ȣ�
��ʲôָ���������ۺϺ��������������Ժͱ��ο�����
�����Ŀɶ���ȡ������Щ���أ��Ͻ�ijɷּ���֯����ѧ�ɷ֣�������֯�����������������¶ȣ������ٶȣ�Ӧ��״̬��
86���ʴ��� Ҫ����ѹ���ij����ٶȿ��Ե�����Щ����������������ʵ�ֵ������ַ�����Ϊʲô��
����鿴��
����𰸣���ѹ��ֱ���ı仯���Խ������ظı�����ٶȣ�ƽ����ϵ����
����������������ѹ��ֱ���ı仯���Խ������ظı�����ٶȣ�ƽ����ϵ���������ı��ѹ���ѹҲ�ڱ仯�����Ըı�ѹʵֱ������������ѹ���ѹ������²��ܸı�
��ͨ���ı��ڽ��ڽ�������ı�����ٶȲ�̫���㣬��Ϊѹ�������ڽ��ڽ��������ʱֻ����������С
��ѹ���ٶȵĵ��ڣ�����ͨ�����������ϵ�ѹ������ʵ��������Ӧ���ݾ����������������ʵ�ֵ��ǵ���ѹ���ٶȡ�
87���ʴ��� ���ٺ���Ӧ������εĹ��մ�ʩ����Щ��
����鿴��
����𰸣����մ�ʩ���ṹ��ƣ�����λ��Ӧ�����Գƽṹ������ڱ�
�����������������մ�ʩ���ṹ��ƣ�����λ��Ӧ�����Գƽṹ������ڱ�֤�ṹ���㹻���������������£��������ٺ���ij��Ⱥ�������
���ӹ��գ������η������Թ̶������������ź��Ӵ���ǰԤ�Ⱥ����亸���ȴ�����
������δ�������е���Σ�������Ρ�
88���ʴ��� ʲô�Ǻ����ԣ������������жϲ��ϵĺ����ԣ�
����鿴��
����𰸣��������ϵĺ����ԣ���ָ������������һ���ĺ��ӷ���������
���������������������ϵĺ����ԣ���ָ������������һ���ĺ��ӷ��������Ӳ��ϡ����ղ������ṹ��ʽ�����£�������ʺ��ӽ�ͷ�����׳̶ȣ�������������һ���ĺ��ӹ��������£����ֳ�“�ú�”��“���ú�”�IJ�𡣾���ָ�����亸�ӽ�ͷ��������ȱ�ݵ�����Ϊ�ƶ������ĺ��ӹ��չ�̣�WPS���ṩ֧�֡��Ըֲ�Ϊ������Ҫ���Բ��ϵĻ�ѧ�ɷ�Ϊ���ݽ��м��������“̼������”���Խ�ͷ����������Ϊ���ݵ�ֱ�����鷨��
89������ѡ���� ȷ����עλ��ʱ��Ӧ����������Ҫ�ӹ��������ڣ���
A.�ϲ�
B.�²�
C.��ֱ��λ
D.���ⲿλ
����鿴��
����𰸣�B
���������������
90���ʴ��� ��ģ������ص���ʲô����ͨ��ģ�������е���ܽϲ����Ҫԭ����ʲô��
����鿴��
����𰸣��ŵ㣺���ȸߣ���״���Ͻ�������ȱ�㣺�������ܲ��ã�����
���������������ŵ㣺���ȸߣ���״���Ͻ�������ȱ�㣺�������ܲ��ã����ո��ӳɱ��ߣ������ߴ硢������������ͨ��ģ�����е���ܽϲ����Ҫԭ���ǣ���̬��Ϊ�Ƚ�����֤�����������������ִ�
91���ʴ��� ʲô��ѹ�����죿�����ص���ʲô�����������������ʲô��
����鿴��
����𰸣�ѹ�����죨���ѹ������ʵ�ʣ����ڸ�ѹ�����£�ʹҺ̬����̬��
��������������ѹ�����죨���ѹ������ʵ�ʣ����ڸ�ѹ�����£�ʹҺ̬����̬�����Խϸߵ��ٶȳ���ѹ������ǻ������ѹ�����������̶���������ķ�������ѹ���½�ע��ѹ�������̡�
�ŵ㣺
A.�����ڿɺܱ�����״�ɼ����ӣ��������������������������ڼ�������״�����ӵ�������
B.ѹ�������ȸߣ����ȸߣ��ߴ��ȶ���һ���Ժã��ӹ��������١�
C.ѹ����������֯���ܡ����нϸߵ�ǿ�Ⱥͱ���Ӳ��
D.��ѹ���в�������������ʡ��װ�乤�����칤�ա�
E.ѹ������Ч�ʺܸ�
ȱ�㣺
A.ѹ�����ڲ������ף�������Ҫ������Ҫ��ȡ����Ĺ��մ�ʩ��������Ҫ��
B.ѹ�����ԺϽ�������
C.ѹ������С�ܵ�����
D.ѹ���������øߣ����ۺϷ��ò��ߡ�������������ѹ������
92������ѡ���� ���Զ������ֹ��绡���������ʸߣ���Ҫԭ���ǣ�����
A��ʵ���˺��ӹ��̵��Զ�����
B����ʡ�˸���������ʱ�䣻
C��A��B��
D�����Բ��ô�����ܶȺ���
����鿴��
����𰸣�D
���������������
93���ʴ��� ѹ��ʱ�����ٶȹ�����Ͷ����������������ЩӰ�죿
����鿴��
����𰸣������ٶȹ��ߣ�����������ճ�ͺ������ڿ�����
�������������������ٶȹ��ߣ�����������ճ�ͺ������ڿ�����
94������ѡ���� ����ͨ���ȴ�������������ܵ�������ͷ����ǣ���
A.ɰ�����죻
B.���������죻
C.ѹ�����죻
D.��ѹ����
����鿴��
����𰸣�C
���������������
95������ѡ���� ��������ֱ��1��Ƥ���֣����ʺϵ����ͷ����ǣ���
A.��ģ����
B.��ģ����
C.�����
D.�������
����鿴��
����𰸣�C
���������������
96���ʴ��� �ۺ�����ұ������ص���ʲô����Ը��ص㣬Ϊ�˱�֤�����������ӹ�����Ӧ�ò�ȡʲô��ʩ��
��Դ:91������
����鿴��
����𰸣���Ӧ���¶ȸߡ�ұ��Ӧ���ң��۳�С����ȴ�ٶȿ죻ұ����
����������������Ӧ���¶ȸߡ�ұ��Ӧ���ң��۳�С����ȴ�ٶȿ죻ұ�����������γ����ʵ�ȱ�ݡ�����ǰ����������������������ӹ����ж��۳ؽ�������ұ�𱣻��ͻ�е������
97���ʴ��� ��������Ͻ�Ӧ�������ҪҪ������Щ��
����鿴��
����𰸣�1�����������ϲ�������Ҫ��Ľ���Һ�����һ�ѧ�ɷֵIJ���
��������������1�����������ϲ�������Ҫ��Ľ���Һ�����һ�ѧ�ɷֵIJ���Ӧ����С��
2���ۻ������Ƚ����ĸ��£�
3���г������ʱ�Ľ���Һ��Ӧ��
4���͵��ܺĺ��������ã�
5���������ŷŵ���Ⱦ���ϸ�����ڷ�����Χ�ڡ�
98���ʴ��� ��ν���Ƴ��ͣ����ư��¶ȷ�Ϊ�ļ��ࣿ������������������˶���ϵ����Ϊ�ļ��ࣿ
����鿴��
����𰸣�����Ҳ��ѹ�ӣ�����ָ��������ͨ��ת��������ķ�϶������
������������������Ҳ��ѹ�ӣ�����ָ��������ͨ��ת��������ķ�϶������ѹ�����Σ����ڳ��ȷ��������Ĺ��̡�
�������¶Ȳ�ͬ�ɷ�Ϊ����������
������������������˶���ϵ��ͬ�������ڱ������ڱ����ص㲻ͬ�ɰ����Ʒ�Ϊ������б���ͺ������֡�
99���ʴ��� �����Ⱥ����亸���к���ȱ�㣿
����鿴��
����𰸣���1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~
����������������1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~700�棬�����б���400�����ϣ���������ȴ�����ַ���Ӧ��С�����ײ������ƣ��ɷ�ֹ���ְ���֯�Ͳ������ף����ɱ��ϸߣ������ʵͣ��Ͷ���������õķ����������ͺ����绡�����Ⱥ���һ������ں���Ҫ���е�ӹ�����״���ӵ���Ҫ������
��2���亸���亸���Ǻ���ǰ��������Ԥ�Ȼ��ڵ���400����¶���Ԥ�ȵĺ�������������ʱӦ������С�������̵绡��խ���졢�ֶκ��ȹ��գ����������ô�������죬���ɳں���Ӧ��������ȴ���ټ������ӡ�
�����亸�ú����и�о������������������������ͭ����������������о����������
�亸�������ʸߣ��ɱ��ͣ��Ͷ������ã������Dz��ܺ���λ�õ����ƣ���Ӧ�ù㷺��
100������� �����Զ�����ȣ��ֹ��绡�����е����ڿɺ��ģ���
����鿴��
����𰸣��ռ�λ�ö�
���������������ռ�λ�ö�
101������ѡ���� ȷ����עλ��ʱ���������Ĵ�ƽ�泯�·��ã���ҪĿ����Ϊ�ˣ���
A.���⽽���㣻
B.�������ƣ�
C.�������ɣ�
D.��ֹ����
����鿴��
����𰸣�D
���������������
102������ѡ���� ���ģ������ģ�����ڣ���
A.����ģ
B.����ģ
C.��ģ
D.����ģ
����鿴��
����𰸣�C
���������������
103���ʴ��� ��ν�������Ա��μ��ġ���ά��֯�������С���ά��֯���Ľ����к����ԣ���ν����ά��֯������ԭ��
����鿴��
����𰸣���ά��֯��������ѹ���ӹ��в������Ա���ʱ����������ľ�
����������������ά��֯��������ѹ���ӹ��в������Ա���ʱ����������ľ�����״���ؾ���ֲ���������״�������˱��Σ����ǽ����ű��εķ�������������ά��״��������֯����ά��֯���ԣ�������ά��֯�Ľ�����������Ļ�е���ܲ�ͬ��˳����ά����Ļ�е���ܱȴ�ֱ��ά����ĺá�����ԭ��ʹ��ά�ֲ����������������϶������жϣ�ʹ������������Ӧ������ά����һ�£������Ӧ������ά����ֱ��
104������� ɰ�����쳣�õĻ������ͷ����У�������������ѹ���͡���ɰ���͵ȡ�
����鿴��
����𰸣���ʵ���͡���ʵ����
����������������ʵ���͡���ʵ����
105���ʴ��� Ӱ�����������������ʱҺѨ��С����������Щ��ҺѨ̫��������������������������ʲôӰ�죿
����鿴��
����𰸣�ҺѨ��С��Ӱ�����أ������γ����ٶ�Խ��ҺѨҲԽ������
��������������ҺѨ��С��Ӱ�����أ������γ����ٶ�Խ��ҺѨҲԽ�����������²���ɢ������Խ�ҺѨҲԽ����̫����ҺѨ��ʹ�������IJ�λ�γ����ף�©��
106������ѡ���� �����������������ߴ���ͬ�������£����ּ�����С�ں�Ҫ���ڻҿ�����������С�ں���Ҫԭ�������ֵģ�����
A.������
B.�����Բ
C.��ע�¶ȸߣ�
D.����Ӧ����
����鿴��
����𰸣�B
���������������
107������ѡ���� ����Բ��������100����Ϊ��������ʾ�������̥ģ�͡�Ӧѡ�ã�����
A.��ģ��
B.��ģ��
C.Ͳģ��
����鿴��
����� ����C
���������������
108���ʴ��� ��ģ������Ϳ����������ģ�������������������ɣ���
����鿴��
����𰸣��Ϳǵ����칤�գ�Ϳ��Ϳ��→��ɰ→��
���������������Ϳǵ����칤�գ�Ϳ��Ϳ��→��ɰ→����Ӳ��
109���ʴ��� ѹ��ʱ�����Ľ�ע�¶����Ӱ������������ѡ��ע�¶��ܵ�ԭ����ʲô��
����鿴��
����𰸣���ע�¶ȹ��ߣ��Ͻ������������ײ������ƣ�ճ�ͽ�ע�¶�
����������������ע�¶ȹ��ߣ��Ͻ������������ײ������ƣ�ճ�ͽ�ע�¶ȹ��ͣ��ײ���������������ƺͽ�����ѡ��ԭ���ڱ�֤����������������������£��������ͽ�ע�¶ȡ�����������״ѹ�������Ժ�Si���ߵ����������˲�����״ѹ��������轫����������������̬�����������У�ʹ�������ܱ仵��
110�����ʽ��� ���ɶ���
����鿴��
����𰸣����ó������ѹ��ʹ����������������������֮���ͷ����
�����������������ó������ѹ��ʹ����������������������֮���ͷ������֮��������Σ��Ӷ����������״���ߴ����ѧ���ܵĶͼ��ij��ι��̡�
111������ѡ���� ���²��Ƿ�ĩұ�����������ǣ�����
A����ĩ�Ʊ���
B����
C������
D���սᡣ
����鿴��
����𰸣�B
���������������
112������� ��ĩѹ��������������Ϊ������������ѹ�Ƴ��͡��սᡢ���������ӹ���
����鿴��
����𰸣���ĩ��ȡ�����
����������������ĩ��ȡ�����
113������� ���쳵���У����õ������豸�У����ͣ�����
����鿴��
����𰸣��绡¯����Ӧ¯
���������������绡¯����Ӧ¯
114������� ������ҩƤ���Ȼ����������������������������Ͻ����ճ�Ӽ���ɡ�
����鿴��
����𰸣�������
��������������������
115���ʴ��� ���ɶ������Բ��������ʱ�������ڲ����εĴ�С��ͬ�ɽ���ֳɼ��������ĸ������������һ��������С��
����鿴��
����𰸣������������γ̶ȴ�С���¿ɷ�Ϊ������������������������
�������������������������γ̶ȴ�С���¿ɷ�Ϊ���������������������������������������������С��
116������� ����ʱ������Ҫ�Ա����������м��ȡ��ۻ������ȵ�Ŀ���ǣ�����ѹ�������ȵ�Ŀ���ǣ�����ǥ�����ȵ�Ŀ���ǣ�����
����鿴��
����𰸣��γ��۳أ�����ͷ�������ȵ�������״̬���ۻ�ǥ��
���������������γ��۳أ�����ͷ�������ȵ�������״̬���ۻ�ǥ��
117���ʴ��� ʵ����������������ѡ��ѹ����ʱ����Ҫ������Щ��������ѡ�������Щ�������к��㣩��
����鿴��
����𰸣������ڷ������ϵ�ͶӰ�����ѹ���������㣻ѹ������ģ����
�������������������ڷ������ϵ�ͶӰ�����ѹ���������㣻ѹ������ģ���ͣ����루�����߶ȣ�
118������� ���ӱ��εĻ�����ʽ�У������������������Σ����˱��κ�Ť�����Ρ�
����鿴��
����𰸣��������Σ��DZ���
�����������������������DZ���
119���ʴ��� ��ν���γ��ͣ����γ����տ�������Щ�Ͳģ����йܲĵ��������ļ��ַ�����
����鿴��
����𰸣����γ��ͣ�����������������£���ʹ����ͨ��ģ�ײ�������
�����������������γ��ͣ�����������������£���ʹ����ͨ��ģ�ײ������Ա��Σ��Ի����ģ����״���ߴ���ͬ����Ʒ�ļӹ���������֮Ϊ���Σ����Ϊ���죩
�������Ͳģ������Ͳ��߲ģ��������Ͳģ��ܲ�
�ܲ����η�������������о�����Ρ��̶�оͷ���Ρ��ζ�оͷ���Ρ����ܡ��������ε�6�֡�
120���ʴ��� ��עλ�ö�������Ʒ����ʲôӰ�죿Ӧ��ʲôԭ����ѡ��
����鿴��
����𰸣��ٽ�עλ�ò��������������������������ȱ�ݻ�����
���������������ٽ�עλ�ò��������������������������ȱ�ݻ��������ȱ�ݡ�
�ڽ�עλ�õ�ѡ��Ӧ�Ա�֤����Ʒ��Ϊ����������͡���о�����估�������������ȷ��棬�в�������������Ʒ�����������������
121���ʴ��� ʲô�����ף�
����鿴��
����𰸣�����ʱ���۳��е�����������ʱδ���ݳ��������������γɵĿ�Ѩ��
������������������ʱ���۳��е�����������ʱδ���ݳ��������������γɵĿ�Ѩ��
122���ʴ��� ʲô��ɰ�͵Ľ�ʵ�ȣ���ʵ�ȶ�������������ʲôӰ�죿
����鿴��
����𰸣���ʵ�ȣ�Ҳ����ɰ�͵��ܶȡ�
1����ʵ�Ȳ�����
����������������ʵ�ȣ�Ҳ����ɰ�͵��ܶȡ�
1����ʵ�Ȳ�����ɰ������������Һ��������ɰ�Ŀ�϶�������������ճɰ������ֲڡ�ɰ�͵ı��λ��ʹ��������ײ������ɺ����ס�
2����ʵ�ȴ�����ɰ�������Բ��ã����Բ�����ײ������ƺ�����ȱ�ݡ�
ͨ����ʪ�ͽ��д��������������������£�Һ̬�����ľ�ѹ��������1kpa����ˣ�һ�㽫ʪ�͵Ľ�ʵ�ȿ�����1.6g/cm3�����Ǻ��ʵġ�
123���ʴ��� �������ȱ���ð�ں���ð�ڵ��ص㡣
����鿴��
����𰸣����ȱ���ð�ڣ����ñ�
�����������������ȱ���ð�ڣ����ñ��¼��ͷ��ȼ���ר�Ų����Ƴɷ����ף�����ð����ǻ�ڱ��棬��ע�����ײ��ϲ�����ѧ��Ӧ���ҷ��ȣ�ʹð�ڽ���Һ�¶���ߣ�����ʱ���ӳ���
��ð�ڣ���ð�ڸ�������һ�����ͻ���ϻ���ɰо�Ƴɵ�ð�ڸ�Ƭ����Ƭ����һС��ð��ֱ���IJ���Բ�ף��γɰ�ð�ڸ�����������ʹð�����ڴ�������ȥ����
124������ѡ���� ��Ƴ��ģʱ����ģ�пڳߴ�Ӧ���ǣ�����
A.����ijߴ磻
B.����ijߴ磫2z��zΪ�����϶����
C.����ijߴ磭2z��
D.����ߴ磭z��
����鿴��
����𰸣�A
���������������
125���ʴ��� ���ȷ��ģ�ͼ���ģ���λ�ã�
����鿴��
����𰸣�ģ�ͼ���ģ��Ҫ��֤����ԭ��
��Ҫ��֤ģ�ͼ�
��������������ģ�ͼ���ģ��Ҫ��֤����ԭ��
��Ҫ��֤ģ�ͼ��ܴ�ģ����ȡ����
�ڰ�ѡ���ķ�ģ���Ƴɶ�ģ��Ӧʹ�ϡ�����ģ�ط�ģ���ģ������һ�£�
����ðѷ�ģ��ѡ����ģ�������dz��λ�ô���
��ѡ���ķ�ģ��Ӧʹ������ӵķ������٣�
�����ʹ��ģ��Ϊһ��ƽ�棬�ϡ��¶�ģ��ģ����Ȼ���һ�£��Ա��ڶ�ģ���졣
126���ʴ��� ��״̬ͼ����̼0.4%��0.9%��̼��������������Щ��֯���ɣ�
����鿴��
����𰸣�0.4%��������F.+����壨P��0.9%�ɶ�����̼��
��������������0.4%��������F.+����壨P��0.9%�ɶ�����̼�壨Fe3C��+����壨P��
127���ʴ��� ���ӱ��ε���ʽ���ļ��֣����ӵ���Ҫȱ������Щ��
����鿴��
����𰸣����ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť��
�����������������ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ������α��Ρ����ӵ���Ҫȱ�������ס�������ӡ����ơ�δ������״ȱ�ݡ�
128������� ������У��ܱ�Ϊ���������²���Ϊ����
����鿴��
����𰸣���Ʒ������
����������������Ʒ������
129������ѡ���� �������ϳ�������ѹӦ����ѹ���ӹ������ǣ���
A.����
B.��ѹ
C.��ѹ
D.����
����鿴��
����𰸣�B
���������������
130���ʴ��� ʲô��ģ����������ʲô���������ģ����μ��㣿
����鿴��
����𰸣�ģ���ĸ�������������ͬ������£������Խ��ɢ�Ⱦ�
��������������ģ���ĸ�������������ͬ������£������Խ��ɢ�Ⱦ�Խ�죬����ʱ���Խ�̣���֮�������ԽС������ʱ���Խ����
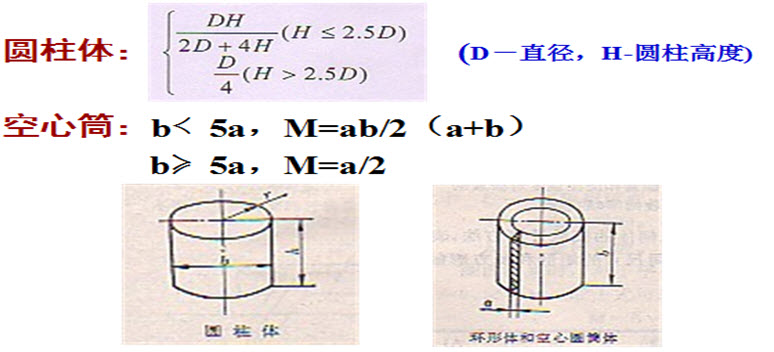
ģ���Ķ���ʽ��ģ��=���������/ɢ�ȱ����������M=V/A
ģ���Ƿ�ӳ���������ɢ�ȱ����������ʱ��Ӱ��IJ�����ģ��������ʱ�䳤��ģ��С������ʱ��̡�
�������ģ�����㹫ʽ
��ƽ�壺M=a/2��a-��������θˣ�M=a/4��a-�߳�����
���ν���ˣ�M=ab/2��a+b����a��b-�߳����������壺M=abc/2��ab+bc+ac����a��b��c-�߳���
����������壺M=a/6��a-�߳�������Բֱ����
131���ʴ��� ʲô�Ƕ�������ԭ����Ҫ��ȡʲô��ʩ��ʵ�֣�
����鿴��
����𰸣���������ԭ�����������ð�ں�����ʹ����Զ��ð�ڵIJ�λ��
����������������������ԭ�����������ð�ں�����ʹ����Զ��ð�ڵIJ�λ�����̣�ð�ڱ���������̡�
132���ʴ��� ��Ϊ�����Գ��ͣ�����Ϊ�����ࣿ
����鿴��
����𰸣���������ָ������Ͻ����ض������£����͵ı������ʣ�&e
����������������������ָ������Ͻ����ض������£����͵ı������ʣ�ε��lO-2��10-4��s����һ���ı����¶ȣ�ԼΪ�۵�һ�룩�;��ȵ�ϸ�����ȣ�����ƽ��ֱ��Ϊ0.2��5μ���������������δ����100%���ϵ����ԡ�
���ࣺ��1���ṹ�����ԣ�2����̬������
133������� ��ά��֯ʹ�����������Ͼ����ˣ�����
����鿴��
����𰸣�������
��������������������
134���ʴ��� �Դ�ʯī�Ĵ��ں�Ӱ���������������ѧ���ܺ���������������
����鿴��
����𰸣�ʯī�ڻ���������Ƭ״��ʽ���ڣ�������Ӧ�����С�ʯī����
��������������ʯī�ڻ���������Ƭ״��ʽ���ڣ�������Ӧ�����С�ʯī����Խ�࣬��̬���ֲִ��������ȣ��Խ�������ĸ��Ѿ������ء��������Ŀ���ǿ�ȵ͡����Բ�������õ������ԡ���Ħ�Ժ͵͵�ȱ�������ԣ�����������������ӹ���ʯī��������ײ����ڣ�����Ӳ���࣬���������ӹ���ʯī�����֣����γɴִ��ʯī����������ѧ���ܽ��͡�
135���ʴ��� �Ӽ����칤�չ��̵ĽǶ��������ṹӦע����Щ���⣿
����鿴��
����𰸣�1�������ṹӦ������ģ�����ա���ʡ���ͺ���ģ��ʱ��
��������������1�������ṹӦ������ģ�����ա���ʡ���ͺ���ģ��ʱ��2��Ӧ���١������棬��������ƽֱ�����棻3������ɰо�������������ú�����ɰо��4��ȡ������Ҫ��Բ�ǣ�5��������ɰо�Ĺ̶���������6�������������÷������죬��С�������������졣
136���ʴ��� ����ɰ�����������������ص㡣
����鿴��
����𰸣�ɰ��������Ӧ�Թ㣬��������Դ����������״����С��
��������������ɰ��������Ӧ�Թ㣬��������Դ����������״����С�����ӳ̶ȼ������Ͻ��������ƣ��������̼�����ߴ羫�ȵͼ�����ֲڶȸߣ������ڲ�Ʒ�ʵͣ���������ָ��͡���������ߴ羫�ȸߣ�����ֲڶȵͣ����нϸߵļ�������ָ����������٣��ϴ������á�����������ʵ���Զ����ͻ�е����������Ӧ�Բ�ϴ�������������װ�����ӡ�
137������� �����ȱ��εĶͼ�һ�㶼������ά��֯��ͨ��Ӧʹ�ͼ�����ʱ�������Ӧ������ά�����������Ӧ������ά������
����鿴��
����𰸣�ƽ�У���ֱ
��������������ƽ�У���ֱ
138������ѡ���� �����γ����Ļ���ԭ�������ںϽ�ģ���
A.Һ̬����
B.��̬����
C.��������
D.Һ̬��������������
����鿴��
����𰸣�D
���������������
139������� ��ά��֯�ij��ֻ�ʹ���ϵĻ�е���ܷ������������������������ʱ����ʹ������ܵļ�Ӧ������ά������������Ӧ������ά������
����鿴��
����𰸣��������ԣ���ֱ��ƽ��
���������������������ԣ���ֱ��ƽ��
140������ѡ���� ֱ����100m����250mm��Բ�����������ڲ�����������Ӧ������������ֱ������Ϊ��80mm�������߶ȷ���ijߴ罫������
A�����䣻
B�����̣�
C��������
����鿴��
����𰸣�B
���������������
141������ѡ���� ��ȴ�ٶȶԸ�����������֯�����ܾ���Ӱ�죬���У��ԣ���Ӱ����С�����������ڲ�����ڻ�ں��ȵĽϴ���������
A.��������
B.����������
C.�ɶ�������
D.��ī������
����鿴��
����𰸣�B
���������������
142���ʴ��� ��νˮ��������ģ����α�ʾ����ο���ˮ������ģ����
����鿴��
����𰸣�ˮ�������Ǹ��־۹�����ˮ��Һ��ͨ�ơ�
ģ����
��������������ˮ�������Ǹ��־۹�����ˮ��Һ��ͨ�ơ�
ģ������ˮ������SiO2��Na2O�����ʵ���֮�ȳ�Ϊģ������M��ʾ��
M=nSiO2/nNa2O=1.033wSiO2/wNa2O
WSiO2��WNa2O�ֱ�Ϊ��������SiO2��Na2O������������
1������ģ�������ʵ�����NaOH�����ˮ������Na2O��������������ӦʽΪ��
Si��OH��4+2NaOH—Na2O•SiO2•H2O+2H2O
2�����ģ������ɼ���HCl��NH4Cl�ȣ����кͲ���Na2O����ӦʽΪ��
Na2O•mSiO2•nH2O+2HCl--mSiO2•nH2O+2NaCl+H2O
Na2O•mSiO2•nH 2O+2HCl+2NH4Cl--mSiO2•��n-1��H2O+2NaCl+2H2O+2NH3
143���ʴ��� ʲô�����������Ϻ��ȹ������ϣ������ڱ������кβ�����
����鿴��
����𰸣����������Ͼ�������ʱ������״̬���ɷ������ͼӹ������ϣ�
�����������������������Ͼ�������ʱ������״̬���ɷ������ͼӹ������ϣ��ȹ����������Ȼ������������¹̻������в������Ե����ϡ��ȹ������������Է��ӽṹ����������״�ṹ
144���ʴ��� ��ν�Ͻ���տs��Ӱ��Ͻ��տs����������Щ��
����鿴��
����𰸣��ٺϽ��ڽ�ע������ֱ����ȴ�����µĹ���������ͳߴ�s��
���������������ٺϽ��ڽ�ע������ֱ����ȴ�����µĹ���������ͳߴ�s��������Ϊ�տs��
��Ӱ��Ͻ��տs�����أ���ѧ�ɷ֡���ע�¶ȡ������ṹ������������
145���ʴ��� ���������ȱ�ݼ�Ԥ����ʩ��ʲô��
����鿴��
����𰸣�1�����壻
Ԥ����ʩ���ɲ�������ѹ��Ȧ�ķ���
��������������1�����壻
Ԥ����ʩ���ɲ�������ѹ��Ȧ�ķ��������Ҳ����ͨ������ë������Ժ�ȣ�t��D.������ϵ����;���������
2������
Ԥ����ʩ��
��1����ȷѡ������ϵ����
��2�������������ģ�ṹ
��3��ע����
146���ʴ��� ʲô�ж�����飿��λ������ɶͶͼ�ͼ��
����鿴��
����𰸣�Ϊ�ͼ����λ���칤����Ҫ��������Ͻ�С�Ŀס���խ��
��������������Ϊ�ͼ����λ���칤����Ҫ��������Ͻ�С�Ŀס���խ�İ�����ֱ�����С�����Ȳ����̨�����ڶ���ĵط������������������ⲿ�ֽ�������������顣
���������������ȷ����ɻ��ƶͼ�ͼ���ͼ�ͼ�ϵĶͼ���״�ô�ʵ����棬Ϊ�˱����˽������״�ͼ��ͺ��ʵ���������ڶͼ�ͼ�����������������״���ͼ��ijߴ�����ע�ڳߴ������棬����ijߴ�����ţ���ע�ڳߴ������档
147���ʴ��� ʪ��ɰ�Ļ��������ʲô����������Ҫ����Щ��
����鿴��
����𰸣�������ȣ�1����ʵ�ʣ�50%��2��ճ��������6-8����
��������������������ȣ�1����ʵ�ʣ�50%��2��ճ��������6-8����3����ˮ����4.5-6%��
4��ԭɰ��75/150Ŀϸɰ��5��ú�ۺ��������5-8%��С��3-4%��
6����ֺ�����12-16%��7�����ԣ�һ����100���¡�
�����ú�ۡ����͡�����
148���ʴ��� ������עʽ����עʽ�ͽ���ʽ��עϵͳ����ʲô��ȱ�㣿
����鿴��
����𰸣���עʽ��עϵͳ����������������עʽ��עϵͳ
���壺��������עʱ��λ�ã��ڽ����������������Ľ�עϵͳ��
�ŵ㣺
1���׳�����ǻ���ɱ��⽽����������ȱ�ݣ�
2�������¶ȸߣ��ײ��¶ȵͣ�������ʵ��˳�����̺�ð�ڲ�����һ�㽽��ͨ��ð�ڣ���
3���ṹ�����ͷ��㣻4�����������١�
ȱ�㣺1������Һ�ij�������ɽ�����ˣ������̲�ƽ�ȣ����½��������������������ײ���ɰ�ۡ��䶹�����ȣ�2�����������
Ӧ�ã��ṹ���ں�Ƚ�С���߶Ȳ���������������ܶ�Ҫ��ߵ���С�ͺ��������
��עʽ��עϵͳ��
�ڽ���������������עλ�õײ���ײ�Ľ�עϵͳ��
�ŵ㣺
1������ƽ�ȣ����������2�����͡�о���С������������3�������죬��������ǿ��
ȱ�㣺1��������˳�����̣�2�������鷳���������Ĵ�
3���ײ���������������������������ȱ�ݣ������д�ƽ��ʱ�ײ���ɰ�ۣ�
Ӧ�ã�����������ɫ�Ͻ����ּ��Լ�Ҫ��ߡ���״���ӵ���������
����ʽ��עϵͳ����������עλ�õļ����߶��Ͽ������ڽ����Ľ�עϵͳ��
�ŵ㣺1�����͡�о���С������ƽ�ȣ�2�������ڲ������������ϸ���3���¶ȷֲ����ȣ��ɱ���ֲ����ȡ�
ȱ�㣺1�������ӣ�2���������Ĵ�3���������ѡ�
Ӧ�ã��ߴṹ���ӡ�����Ҫ��ߵ��������ؼ����⣺����“����ע”����
149���ʴ��� ʲô�Ǻϳ���֬��ʲô�����ϣ�Ϊʲô�����ܵõ�����㷺��Ӧ�ã�
����鿴��
����𰸣��ϳ���֬������ģ����Ȼ��֬�ijɷ֣����˷��˲����͡�����
���������������ϳ���֬������ģ����Ȼ��֬�ijɷ֣����˷��˲����͡����ܲ������ȱ�㣬�û�ѧ�����˹���ȡ�ĸ�����֬���������Ը߷��Ӿۺ���Ϊ��Ҫ�ɷ֣����ڼӹ�Ϊ��Ʒ��ij�ο��������͵IJ��ϡ����Ͼ��������������ѧ���ܺͻ�ѧ�ȶ����ܣ��Լ������ij��ͼӹ����ܣ��ڼ��Ⱥ�ѹ���£����ò�ͬ�ij��ͷ��������ɽ������Ƴ��κ���״����Ʒ��ͬʱ������ԭ ����Դ�㷺���۸���������ԣ��������Ϲ�ҵ��Ѹ�ٷ�չ�����ϵõ�������㷺��Ӧ�á�
150���ʴ��� ��ͬ��ѧ�ɷֵĺϽ�Ϊ�������Բ�ͬ��
����鿴��
����𰸣��Ͻ�ɷֲ�ͬ���ᾧ��ʽ��ͬ�������ɷֺϽ�ᾧ���ں�����
���������������Ͻ�ɷֲ�ͬ���ᾧ��ʽ��ͬ�������ɷֺϽ�ᾧ���ں����½��еģ���ʱ��Һ̬�Ͻ�ӱ���������������̣������ѽᾧ�Ĺ�����ڱ���ȽϹ⻬���Խ���Һ��������С��ͬʱ�������ɷֺϽ�������¶���ͣ������˵���Ͻ�Ĺ��ȶȴ��Ƴ��˺Ͻ�����̣�����������á�
���������⣬�����ɷֺϽ�����һ���¶ȷ�Χ�������̵ģ�������Һ���̲��������������ʱ���ᾧ���ڽ�����һ�����ȵ���������ͬʱ���еģ����ڳ�������֦״����ʹ�ѽᾧ������ڱ���ֲڣ����ԣ��Ͻ�������Ա�
151���ʴ��� ���ɶͰγ����ν�������ʱ���ײ�����Щ�������⣿��߸���ͼ�����ͨ����ȡ��Щ��ʩ��
����鿴��
����𰸣�����������ƽ��ѣ��ڲ��Խ������ƣ��ڲ��������ƣ��ڲ���
������������������������ƽ��ѣ��ڲ��Խ������ƣ��ڲ��������ƣ��ڲ���֯�����ܲ����ȣ������۵������氼�ݣ�
����ԭ������������������ƽ��ѡ��ڲ��Խ�������
��������С���ڲ��������ơ��۵�
��߾��ν������ϰγ���������ȡ�Ĵ�ʩ��
A.ǰ������ѹ��ʱ����λ���������
B.�����ʵ��IJ��������ͺ��ʵĹ��ߣ�
C.���Ͷͼ��ı��潵�¶��취��
D.���������ͽ�����ѹ������ֹ�۵�����֤���㹻��ѹ�����Ⱥͽϴ��ѹ����
152���ʴ��� �����������������׳���ʲôȱ�ݣ�Ӧ�ֱ��ȡʲô��ʩ���Խ����
����鿴��
����𰸣��׳�������D�D��ѹ���ѹ��Ȧ�������D�D���ʵ���ģ��϶
���������������׳�������D�D��ѹ���ѹ��Ȧ�������D�D���ʵ���ģ��϶�����ʵ���ģԲ�ǡ���������ϵ���Ĵ�С�����Գ̶ȴ�ʱ�ɽ��ж���������������ϵ����ǰ��Ĵ��ҿɰ����м��˻�
153������� �������ϵĿɶ��Գ��ã����ͣ������ۺϺ�����
����鿴��
����𰸣���������ָ�ꣻ���ο���
����������������������ָ�ꣻ���ο���
154���ʴ��� �ɽ�������������������������ص㡣
����鿴��
����𰸣���1���������ѹ�����ߣ��߹�����ѹ֮�ͣ�������п��ܳ�
����������������1���������ѹ�����ߣ��߹�����ѹ֮�ͣ�������п��ܳ��ƽ���Һ�������㣬ͨ���ڽ��������ݳ��������ƻ��˽����ļ����������������ǿ��������
��2����Խ����Һʱ���ܵ����������̲���谭�������ڽ����г�Ϊ���ס�
��3���ڽ���ijЩ�ֲ����սǡ����ӣ����������ͨ·������Һ�谭����Χ���ײ������衢�����㡣
155���ʴ��� ij������T10���������ͷ��һ����������10mm��ף��꼸�����Ժ���ͷ�ܿ��ĥ�𣬾����飬��ͷ�IJ��ʡ��ȴ������ա�������֯��Ӳ�Ⱦ��ϸ�����ʧ��ԭ�����������취��
����鿴��
����𰸣�������������ڻ����֯��Ӳ��̫�ߣ�������ͷĥ������
��������������������������ڻ����֯��Ӳ��̫�ߣ�������ͷĥ���������������ճɰ��������ͷĥ�𣻶����������˻�����������������ڻ����֯����������Ӳ�ȣ���ɰ��ĥ����������ճɰ��
156���ʴ��� ʲô��ɰо��ȷ��ɰо�ֿ��ԭ����ʲô��
����鿴��
����𰸣�ɰо�������γ���������ǻ�����ֳ��Ϳ����β�����ģ�IJ�
��������������ɰо�������γ���������ǻ�����ֳ��Ϳ����β�����ģ�IJ��֣�ɰ�;ֲ�Ҫ���������ܵIJ�����ʱҲ��ɰо��
1����֤�����ľ��ȣ���о�ͼ��鷽�㣬������ǻ�ߴ�Ҫ���ϸ�IJ���Ӧ����о��ͬһ��ɰо�γɣ����˷�Ϊ����ɰо��2��������ӵ�ɰо��ΪС���ģ�3����������ɰо��ǿ�ȣ���λȷ������ͨ����4����������ɰо��������5����������ֺ���һ�£�6����ɰ����������֧�������Ϊƽ�档
������ԭ���⣬��Ӧע��ʹÿ��ɰо���㹻�Ķ��棬��һ����ǿ�Ⱥնȣ���˳���ų�ɰо�е����壬ʹо�нṹ�����������ʹ�ã�ɰо��״��Ӧ����ѡ�õ����͡���о������
157������ѡ���� ��֡��γ�����������ڣ�����
A.��������
B.��������
C.��������
����鿴��
����𰸣�C
���������������
158���ʴ��� ������������ȣ����ٸ���ʲô�ص㡣���õ��ƺ�����Щ����Ҫ����������Щ���ߣ�
����鿴��
����𰸣��ص㣺���ٸ�������������߲��ϣ�����������ٶ�1-3��
���������������ص㣺���ٸ�������������߲��ϣ�����������ٶ�1-3������ߵ������ö�10-40�������Ʒֱ���W18Cr4V��W6Mo5Cr4V2W18Cr4V�����������Ƴ��������γ���������W6Mo5Cr4V2�����������ȳ��ι������ܳ�����ṹ�����Ĺ���
159���ʴ��� ���ȷ��ģ�ͼ���ģ���λ�ã�
����鿴��
����𰸣�ģ�ͼ���ģ��Ҫ��֤����ԭ��
��Ҫ��֤ģ�ͼ�
��������������ģ�ͼ���ģ��Ҫ��֤����ԭ��
��Ҫ��֤ģ�ͼ��ܴ�ģ����ȡ����
�ڰ�ѡ���ķ�ģ���Ƴɶ�ģ��Ӧʹ�ϡ�����ģ�ط�ģ���ģ������һ�£�
����ðѷ�ģ��ѡ����ģ�������dz��λ�ô���
��ѡ���ķ�ģ��Ӧʹ������ӵķ������٣�
�����ʹ��ģ��Ϊһ��ƽ�棬�ϡ��¶�ģ��ģ����Ȼ���һ�£��Ա��ڶ�ģ���졣
160������� �������������״�ͳߴ����кܴ����𣬳ߴ��������������ӹ������ͣ�������״�������һЩ�ߴ�С�Ŀ�ۣ������ϣ�����
����鿴��
����𰸣���ģб�ȣ�������
����������������ģб�ȣ�������
161������ѡ���� ��һ�������ȱ��εĶͼ��������ִ���������Ҫ����Ҫԭ���ǣ�����
A.ʼ���¶ȹ��ߣ�
B.ʼ���¶ȹ��ͣ�
C.�ն��¶ȹ��ߣ�
D.�ն��¶ȹ��͡�
����鿴��
����𰸣�C
���������������
162���ʴ��� ʲô��Ħ���������⺸����ɢ���������ص���Σ�
����鿴��
����𰸣�Ħ���������ú����Ӵ�
��������������Ħ���������ú����Ӵ����������ת�˶����Ħ����������ʹ�˲��ﵽ������״̬��Ȼ��Ѹ�ٶ��ͣ���ɺ��ӵķ�����
Ħ�������ص�
��1����ͷ���������ȶ���Ħ�����¶�һ�㶼���ں����������۵㣬��Ӱ������С����ͷ��֯���ܣ����ײ������ס����ӵ�ȱ�ݡ�Ħ�����ķ�Ʒ��ֻ������Ժ���1����
��2�������ߴ羫�ȸߣ�Ħ������������С������ʵ��ֱ��װ�亸�ӣ�
��3�����������ʸߣ�Ħ��������������ʱ����Ҫ���Ӻ��Ӳ��ϣ���������ʵ���Զ������ƣ������ʸߣ�������Ժ���4��5����
��4���ɱ��ͣ�Ħ���������豸�����������٣�
��5���Ͷ������ã�Ħ�������⡢���̳���
���⺸�������þ۽��ļ�������Ϊ��Դ����������������������������ۻ����к��ӵķ�����
���⺸���������ŵ㣺1�������ͨ�����ά���⾵�ȹ�ѧ����������ƫת���۽����ʺ������㲿�����������ӷ����ɴ��Ժܲλ�ĺ��ӣ�
2�����������ڴ�������IJ���ͨ�����������壬�ʺ����ڲ����Ƴɵ��ܷ������ﺸ����Ͻ�Ⱦ綾���ϣ�
3�����ⲻ�ܵ�ų���Ӱ�죬������X���߷������⣬Ҳ������ձ������ɲ��õ绡��һ���Ķ������屣�����������ڴ��ͽṹ���ĺ��ӣ�
4�������������ܶȸߡ������ٶȿ졢����ʱ��̣���ͨ���ı亸�ӹ��ղ��������۳ص������룬ʵ�ָ��ٺ��ӣ���ø��������ӽ�ͷ��
5����Ӱ����խ����������С�����������ȴ������ʺ���ijЩ�����������в��ϵĺ��ӣ�
6�����Ծ����۳ؼ�����������������չ���Ч�ʸߣ�����ʱ�������ȱ������ݳ���ʹ���������ʺ�����С��
��ɢ������ɢ��������ջ������У���һ���¶Ⱥ�ѹ���±��ֽϳ�ʱ�䣬ʹ�����Ӵ���֮���ԭ�ӻ�����ɢ���γɽ�ͷ�ĺ��ӷ�����
��1����ɢ�������¶ȵͣ�ԼΪĸ���۵��0.4-0.7���������ӹ��̿�ԭ���ڹ�̬�µ���ɢ��ɣ����Ժ���Ӧ��������С��ͬʱ�����ӽ�ͷ����������Ӱ������ĸ������Ҳδ�ı䣬��ͷ��ѧ�ɷ֡���֯������ĸ����ͬ���������ͷǿ�ȸߣ�
��2����ɢ���ɺ��Ӹ��ֽ������Ͻ����������۽���������ºϽ𡢸��ϲ��ϡ����ܺ�������������ѧ���ܲ���ܴ�����ֲ��ϣ���������մɡ�
��3����ɢ�����Ժ��Ӻ�Ȳ��ܴ�ĺ�����Ҳ���Խ�����С��ƴ����״���ӡ���ѧ���ܾ�һ�Ĵ���Դ����������ͻ�е�ӹ���
163���ʴ��� ʲô�����ѣ�ʲô�����ѣ����Ե�������Σ�
����鿴��
����𰸣����ѣ����������̺���ȴ������״̬ʱ����ֲ�����Ӧ������
�����������������ѣ����������̺���ȴ������״̬ʱ����ֲ�����Ӧ�����ںϽ�ļ���ǿ�ȶ�����Ŀ��ѡ�
��������������������չ���������棬�ʿ��Ⱦ��ȵ�ϸ��ֱ������״���Ͽ��н������������������
���ѣ�������������ĩ�ڻ������ã������д���ǿ�Ⱥ����Զ��ܵ͵�״̬�£�����������̬�����������������ơ�
���������ѶϿ������������������������ھ����������ؾ�����չ���ʴ�ϸ���������۶�����������ߡ�
164���ʴ��� ������Ϳ�ϵ�������ʲô��
����鿴��
����𰸣�����������ȴ�ٶȣ����������ͣ�������������������������ǻ����
������������������������ȴ�ٶȣ����������ͣ�������������������������ǻ��������
165���ʴ��� ��ν��Ĥɰ�����������ʲô����Ĥɰ��о���ŵ�����Щ��
����鿴��
����𰸣���Ĥɰ���÷�ȩ��֬��ճ������Ƶ��ͣ�о��ɰ�и�Ĥɰ��<
����������������Ĥɰ���÷�ȩ��֬��ճ������Ƶ��ͣ�о��ɰ�и�Ĥɰ��
�Ƿ���Ĥɰ��ԭ����
1����ȩ��֬��������3.5-6%��
2��Ӳ���������Ǽ��İ�[��CH2��6N4]-������Ʒ��������Ϊ��ȩ��֬������10-15%������[��CH2��6N4]��H2O=1��1���ˮ��Һ���룻
3��ԭɰ��һ��ΪʯӢɰ
�Ա�������Ҫ��ߵ��������ر��������ںܺ�ʵ���ײ���ճɰ�����ּ���Ҳ�����ɰ��
���ȣ�70/140Ŀ��100/200Ŀ��
4��������
��1��Ӳ֬��ƣ���ɰ�ص�0.25-0.35%����ֹ��Ĥɰ����ڼ��飬���������ԣ�ʹ�͡�о�����������ܣ���ģʱ���ڶ�����
��2��ʯӢ�ۣ�ռɰ�ص�2%����߸�Ĥɰ�ĸ���ǿ�ȡ�
��3���������ۣ�����ɰ�ص�1-3%������͡�о�������ԣ���ֹ��������ë�̺�Ƥ�����ס�
��Ĥɰ�Ļ��ƹ��գ���ԭɰΪ100�������Է�ȩ��֬Ϊ3.5-6��������Ʒ10-15��Ӳ֬��ƣ�ɰ�ص�0.25-0.35%����ʯӢ�ۣ�ɰ�ص�2%����
�ŵ㣺1�����ƺõĸ�Ĥɰ���Խϳ������棨���������ϣ���2�����起ɰ���ܻ�óߴ羫ȷ���͡�о��3��ɰ�͡�ɰоǿ�ȸߡ������ᡢ�װ��ˣ�4�����Ժã�����ϸ��ԭɰ�õ������������棻5������ɰ�䣻6����Ĥɰ������С��7���͡�о���Գ������š�
166������ѡ���� ij�ɷ���ˮ��ע���������ƺ�ΪHT150�������ø���ˮ��ע���ƺ�ΪHT200��������Ӧ���õĴ�ʩ�ǣ�����
A������������
B������������ȴ�ٶȣ�
C������C��Si������
D�����������ȴ�ٶȡ�
����鿴��
����𰸣�D
���������������
167���ʴ��� ʲô�Ǿ��ܳ�ã�������ͨ����к�����
����鿴��
����𰸣����ܳ�÷��Ļ����������Ǹı���������������������ľ�
�����������������ܳ�÷��Ļ����������Ǹı���������������������ľ�ˮѹ���ã����Ʋ��ϵĶ��ѣ�ʹ���Լ��б������������е�ȫ���̣��ڲ��ϲ����ּ����Ƶij��������ʵ�ֲ��ϵķ��룬�Ӷ��õ�����⻬����ֱ�ľ��������
�������в��þ��ܳ�ù��գ�����ֱ�ӴӰ����л�ù���ȼ��ߣ��ɴ�IT6��IT8�������ֲڶ�С���ɴ�O.8��O.4μm���ľ�������������ʸߡ��������㾫���������������Ҫ��������ͨ��õĵ�������ģ֮��IJ������
�پ���ģѹ�ϰ��ϴ������п�ƽ����״���Ƶij��������Ƴ�Ȧ����
�ڰ�ģ�пڴ�Բ�ǣ�
������ģ��϶��С��
�ܴ���ѹ�ϰ��ѹ���Ͷ���ķ�ѹ���ϴ����ԣ�����ʹ���ϵij������������ѹӦ��״̬���γɾ���ı�Ҫ������
168������� ������ĩ���Ʊ������п��ﻹԭ������ⷨ����������е���鷢����ĥ����
����鿴��
����𰸣�������
��������������������
169���ʴ��� �Ͻ�������������ļ����Σ��������ʲôӰ�죿
����鿴��
����𰸣��Ͻ������������Һ̬�����̺�̬��������������Ϊ���
���������������Ͻ������������Һ̬�����̺�̬��������������Ϊ����ļ�С���߳ߴ�ļ�С��
170���ʴ��� ʲô��ɰ�͵����ԣ���βⶨɰ�͵����ԣ�
����鿴��
����𰸣����ԣ���ɰ�������������ݳ���������Ϊ���ԡ������������������ԣ���ɰ�������������ݳ���������Ϊ���ԡ�
���ԵIJⶨ���ȳ�ȡһ��������ɰ����ԲͲ�α�����Ͳ�У��ڴ���ʽ�������ϴ������Σ��Ƴɱ�Բ��������Ȼ��������Բⶨ���ϣ���������ڿ�����һ��ѹ����ͨ��������ʱ�䣬�������ԡ�
��������������ǰ����ѹ����ΪP=P1-P2������ͨ���߶�ΪH���������ٶ�VΪ��V=KP/H��KΪ����ϵ����
��QΪ���������cm3����ͨ�����������A��cm2����ʱ��Ϊt��min����������ͨ��������ƽ���ٶȿɱ�ʾΪ��V=Q/At��Q=KPAt/H
��ʽ������ͨ��������������Q����ѹP�������Ľ����A������ͨ����ʱ��t�����ȣ��������߶�H�ɷ��ȡ��ɴ˱任�ã�K=QH/PAt
Q-����������H-�����߶ȣ�P-����ѹ����A-�����������t-ʱ�䡣
171���ʴ��� ʲô�Ǻ��ӣ����ӵĹ�����η��ࣿ
����鿴��
����𰸣����ӵ�ʵ�ʾ���ͨ�����Ȼ��ѹ�������߲��ã�ʹ����������
�����������������ӵ�ʵ�ʾ���ͨ�����Ȼ��ѹ�������߲��ã�ʹ����������������ԭ�Ӵﵽ������룬����ԭ�ӵĽ������ɢ����ò��ɲ��ͷ�Ĺ��շ���������ʵ��ԭ�ӽ�ϻ���;����ͬ�����ӹ��յķ���Ϊ���ۺ���ѹ����ǥ������ճ
172���ʴ��� ����ע������ܼ���Ӱ�����ء�
����鿴��
����𰸣�1.ע���¶�
2.ģ���¶�
3.ע
��������������1.ע���¶�
2.ģ���¶�
3.ע��ѹ��
4.��ѹʱ��
173���ʴ��� ���ӽ�ͷ���ļ�������ɣ���������֯�����к��ص㣿
����鿴��
����𰸣����ӽ�ͷ�������졢�ۺ�������Ӱ������<
�����������������ӽ�ͷ�������졢�ۺ�������Ӱ������
��1������
��������Ľᾧ�Ǵ��۳صױڿ�ʼ�����ij�����ȴ�ٶȿ죬�γ�����������������������ɵĴִ����״��̬��֯����һ������£�����ɷֲ����ȣ����ң���������������ƫ�������γɵ��۵����ʺ����������Ӷ����º�����ѧ���ܱ����ǿ�ͨ�����Ͻ�ǿ��������һ�㺸������ܲ�����ĸ�ġ�
��2����Ӱ����
��Ӱ�����Ǻ��ӹ����У������Ӳ��������Ⱥ�δ�ۻ�����������֯����ѧ���ܷ����仯�������ݺ��츽����������������ͬ����Ӱ�����ֿɷ�Ϊ���������������Ͳ��������������ν�������ʱ�����ܳ����ٽᾧ����
��������������Ӱ�����У����й�����֯���������ִ����һ���������Ϊ���������¶�����Ϊ��������11000C������Լ1~3mm�����������������ԡ����Ժܵͣ������dz�����Խϵͣ�
���������������¶�����Ϊ11000C��AC3��֮�䣬����ԼΪ1.2~4mm������Ӱ�����൱���ܵ������ȴ�������һ��������̼�ֽ�������ʱ�����ؽᾧ����ȴ����ϸС�����ȵ�������+�������֯����ˣ�����������ѧ���ܸ���δ����������ĸ�ġ�
�����������������Ӱ�����ڷ����˲������������Ϊ������������¶�����ΪAC1~AC3��֮�䣬������������֯������䣬��ȴ������С�����ȣ���ѧ���ܱ�ĸ�IJ
3���ۺ���
�ۺ����Ǻ��ӽ�ͷ�к�����ĸ�Ľ��ӵĹ����������Ǻ��������ĸ�Ľ����Ľ�������������¶Ƚ���Һ��������֮�䣬����ʱ�������ڰ��ۻ�״̬���ɷֲ����ȣ���֯�ִ����Ժ����Լ���Ǻ��ӽ�ͷ����������������ˣ������ۺ�����խ����0.1-1mm����������Ȼ�ںܴ�̶��Ͼ������ӽ�ͷ�����ܡ�
174���ʴ��� Ӱ��������ʯī�����̵���Ҫ������ʲô����ͬ��ѧ�ɷֵ�����������ѧ�����Ƿ���ͬ��
����鿴��
����𰸣�����Ҫ���أ���ѧ�ɷֺ���ȴ�ٶȡ�
����������
������������������Ҫ���أ���ѧ�ɷֺ���ȴ�ٶȡ�
���������Ļ�ѧ�ɷ���ͬʱ�����ıں�ͬ������֯������Ҳ��ͬ���ں�ڴ���ȴ�ٶȽ���������������������ʹִ��ʯīƬ����ѧ���ܽϲ���ڱ��ڴ�����ȴ�ٶȽϿ죬�������Ӳ����İ���֯�������֯��
175������ѡ���� �ڴ���ģ���У�����ë�߱���ģ���ǣ���
A.Ԥ��ģ��
B.�ն�ģ��
C.����ģ��
D.�ж�ģ��
����鿴��
����𰸣�B
���������������
176���ʴ��� ƽ��ѹͷ�ļ��㹫ʽ��ʲô���Զ�ע����ע���м�ע��ʽ��עϵͳH����Ϊ���٣�
����鿴��
����𰸣�H��=H0  �����H��=H0
�����H��=H0  ��C—Ϊ�����߶ȣ�P—�ڽ������������߶ȣ�ρ—Ϊ����Һ�ܶȣ�H0—Ϊ�ڽ������Ͻ���Һ�ľ�ѹͷ��S—Ϊ�����Ķ��������
��C—Ϊ�����߶ȣ�P—�ڽ������������߶ȣ�ρ—Ϊ����Һ�ܶȣ�H0—Ϊ�ڽ������Ͻ���Һ�ľ�ѹͷ��S—Ϊ�����Ķ��������
�Է��ʽ��עϵͳ
��עʽ��P=0��H��=H0����עʽ��P=C��H��=H0-C/2���м�ע��ʽ��P=C/2��H��=H0-C/8��
177������� Ӱ��������ӵ���Ҫ�����У�����ѹ����
����鿴��
����𰸣��¶�
���������������¶�
178������ѡ���� �����еı�Ҫ����Ҫ�ɷ��ǣ���
A.��֬��
B.�̻�����
C.������
D.��
����鿴��
����𰸣�A
���������������
179������� ���ϳ��ذ��������ͣ������ַ��빤��
����鿴��
����𰸣���ף�����
����������������ף�����
180������ѡ���� HT100��KTH300-06��QT400-18����ѧ���ܸ�����ͬ����Ҫԭ�������ǵģ�����ͬ��
A.������֯��
B.̼�Ĵ�����ʽ��
C.ʯī��̬��
D.�������ܡ�
����鿴��
����𰸣�C
���������������
181������� ������ĩ�Ļ������ܰ���������������������״�ʹ�С�Լ����������ȡ�
����鿴��
����𰸣��ɷ֡������ֲ�
���������������ɷ֡������ֲ�
182������ѡ���� ����ģ��ʱ��������С����ijһ���ֵĺ�����������������һ���ֵĺ�������ʹ���ϵ����������϶ͼ�Ҫ���ģ�ų�Ϊ����
A.�γ�ģ��
B.����ģ��
C.����ģ��
D.����ģ��
����鿴��
����𰸣�B
���������������
183���ʴ��� �����ĺ��ӱ�������Щ��Ӧ�ֱ��ȡʲô��ʩ���Խ����
����鿴��
����𰸣����ӱ������������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ����˱�
�����������������ӱ������������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ����˱��Ρ�
��ʩ���ṹ��ƨD�D���첼�þ����Գơ����ٺ��쳤�Ⱥ�������������ƨD�D��ԣ���������η����������ź��Ӵ���ǰԤ�Ⱥ����䡢�����ȴ�����������δ����D�D��е���Ρ�������Ρ�
184���ʴ��� �������Ժ��������Ժ��������ܺ���;��
����鿴��
����𰸣����Ժ�����������ǿ������ʱ���������ĺ������ܣ����Ȼ���
�����������������Ժ�����������ǿ������ʱ���������ĺ������ܣ����Ȼ��Ժã����������ã��ɽ�С������������۵ȣ������⡢���ۺ�ˮ�ֵ������������к����������Խϵ͡���;����ĸ����̼���������ϸߣ���ѡ�ÿ������ܺõļ��Ժ��������ڳ��ؽ����غɡ�����غɵĺ��ӽṹ��������״���ӡ���ȴ��Դ�ĺ�����Ӧѡ�ü��Ե����ͺ�����
���Ժ������н�ǿ��������ȥ��������Ϳ����Ƶ�������������ѧ���ܺã������Ӽ����������Ժ��������������ѣ��绡�ȶ��Բ�ȣ�һ��Ҫ����ֱ����Դ������ҩƤ�۵�ϸߣ���Ӧ����ֱ�����ӷ������Ժ��������ۡ������ˮ�ֽ����У�����ʱ���ײ������ס���;�����������ں����¿ڴ��н϶����ۡ����⡢ˮ�ֵ�����ʱ���ڱ�֤����Ʒ�ʵ�ǰ���£�Ӧ����ѡ�óɱ��͡��Ͷ������ã�������Ҫ��ʱӦ����ѡ�ú��Ӽ������ܺõ����Ժ�����
185���ʴ��� �����͵��ƻ�ԭ������Щ��
����鿴��
����𰸣���1����Ӧ���ĵ��ӣ�
��2����ƣ��ѹ��������������������1����Ӧ���ĵ��ӣ�
��2����ƣ��ѹ����
��3������������
��4��������ʴ��
��5������Һ��ˢ
��6��������ĥ��
186���ʴ��� ����������ص���ʲô�����ʺ��������������
����鿴��
����𰸣���1������Ѹ����ȴ����ᾧϸ����֯�����ܡ�������ע����
����������������1������Ѹ����ȴ����ᾧϸ����֯�����ܡ�������ע���ᾧ�Ĺ����ֻ�ʹ���������������ϵ���֯���ȡ�
��2������ð�ڣ��ɽ�ʡ�������ġ�
��3����������������������ڻ�е�����Զ���������Ч�ʸߡ�
��4��������������õĸ��������������������Ƽӹ������ʡȥһ������ǰ�������ļ��ȹ��ʿɴ��ؽ�ʡ��Դ�������������Ч�ʡ�
��5��Ӧ�÷�Χ��һ�������ԣ�ֻ���������治��ij����������������취���Խ�ע�֡�����ͭ�Ͻ����Ͻ�þ�Ͻ�ȶ�����״����ij������������������������������Ӻ�������״���ȵij���������ʱ�������Ķ�����״Ҳ��������������ͬ
187���ʴ��� ģ��������Ҫ��ѭ��Щԭ������ģ�������м��ַ�ʽ��
����鿴��
����𰸣�ԭ��AӦ���ݸ���ֵĻ�������ȷ������˳��B�ϸ������
��������������ԭ��AӦ���ݸ���ֵĻ�������ȷ������˳��B�ϸ�����¶�������ͣ��ʱ�估���ʵ��ۻ�װ�÷�ʽ����ת��Ҷ���跨���������跨
188�����ʽ��� ���Ϻͳ��
����鿴��
����𰸣����Ϻͳ���ֳƳ�ã���ʹ���ϰ�����������롣�����DZ���
�����������������Ϻͳ���ֳƳ�ã���ʹ���ϰ�����������롣�����DZ�����IJ���Ϊ����Ҫ�Ĺ����������µ��ܱ��Ƿ��ϣ�������෴��
189���ʴ��� Һѹ���ı������һ�����ļ�������ɣ�
����鿴��
����𰸣��Ϻ������º�������������ĸ�����
���������������Ϻ������º�������������ĸ�����
190���ʴ��� ʲô�п��ͣ�о����
����鿴��
����𰸣���ɰ�ͺ�ɰо�Ƴ�����Ӧ����״����ֻ��һ����ȵ�ɰ�ǣ���
����������������ɰ�ͺ�ɰо�Ƴ�����Ӧ����״����ֻ��һ����ȵ�ɰ�ǣ��п�о����͡�
191���ʴ��� �ڽ�����������ʲô�����ڽ���--�ώ������������Ҫע��ʲô���⣿
����鿴��
����𰸣��ڽ��������ã����������������ڽ��������ã�
1���������͡��������¶ȷֲ�������˳��
���²��ע310�棬��ע����220�棬��ע�콽80�棬����ʽ��ע25�棩
2�����Ƴ����ٶȺͷ����������ֲ���
3��Э���ώ��������
�ڽ�����ώ���Ĵ�ӣ�
1�����ӽ�Ӧ����90�ȡ����ӽǣ��ώ����Һ���������ڽ�����Һ�������ļнǡ�
2����ӷ�ʽ
�ٷ��ʽ��עϵͳ���ڽ���Ӧ�������ںώ���ĵײ����ҵ�����ώ���ĵ���Ӧ��ͬһƽ���ϣ�
�ڿ���ʽ��עϵͳ���ڽ���Ӧ�������ںώ���Ķ�����������ώ���Ķ���Ӧ��ͬһƽ���ϣ��ڽ�����ώ���Ĵ�ӳ���С���ڽ����ĸ߶ȣ��������Դ����ڽ����Ľ������
���ӽ�����ǻ�Ļ�Ȼ��=����-���������/�ώ�����������
192���ʴ��� �����߽������ԣ�����õĴ�ʩ��ʲô��
����鿴��
����𰸣���߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ������
����������������߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ�����ʣ�ѡ������ѹ���ԱȽ�ǿ�ķ�ʽ����С���εIJ������ԣ���߲��ϵĴ��ȡ�
193���ʴ��� ������м��������ԭ�����ԣ��������ӹ���Ӱ��ͶԻ�м���Ŀ��ơ�
����鿴��
����𰸣�ԭ����м��ǰ�����Ħ�������������ϵ��ڲ������ʱ����
��������������ԭ����м��ǰ�����Ħ�������������ϵ��ڲ������ʱ����һ���ֽ�����ճ���������и������γɣ����ԣ�ʱ��ʱ��
ԭ���� ���ӹ���Ӱ�죺�����ɱ������д��浶�н���������ʹʵ��ǰ�����������Ƚ���죻�ף�ʹ�������Ȳ��ϱ仯��Ӱ��ߴ羫�ȣ������������ı仯����������һЩ��м����Ƭճ���ڹ������Ѽӹ������ϣ�ʹ�����ôֲڡ�
�Ի�м���Ŀ��ƣ��������������ټӹ����Բ��ϡ�
194���ʴ��� ��עϵͳ�Ĺ�����ʲô��
����鿴��
����𰸣�1��ʹҺ̬�����ڹ涨��ʱ����ƽ�ȵس�����ǻ�����������
��������������1��ʹҺ̬�����ڹ涨��ʱ����ƽ�ȵس�����ǻ�����������о����������������������������˳���ų���ǻ�����壻2����Ч��ȥ������Һ�еļ��Ӻ����壻3��ʵ�ֺ���������ԭ��˳�����̡�ͬʱ���̡��ۺ����̷�ʽ��4���ṩ�㹻��ѹ��ͷ�������������������5�������������γɶ�������6���ṹ�����ͷ��㣬���������١�
195������ѡ���� �������ɶͶͼ�ͼʱ��Ϊ�ͼ���״������ϣ���
A.����
B.����
C.�
D.����
����鿴��
����𰸣�A
���������������
196���ʴ��� ð��λ�õ�ѡ��Ӧ������Щ���⣿
����鿴��
����𰸣�1��ð��Ӧ�������������������ֵ��ϲ����Ƚڵ���Աߡ�<
��������������1��ð��Ӧ�������������������ֵ��ϲ����Ƚڵ���Աߡ�
2��ð��Ӧ����������������IJ�λ���Ա����ý���Һ��������������
3����������ͬ�߶������Ƚ���Ҫ����ʱ���ɰ���ͬˮƽ�����ð�ڣ������ʹ��������
4��ð��Ӧ�����ܲ��谭��������������Ӧ����Ӧ�����д��������������ƣ�
5��������һ��ð��ͬʱ����һ�������ļ����Ƚڻ��������Ƚڡ�
6��ð����ò���������л�е�ӹ��ı��棬�Լ��پ��������Ĺ�ʱ��
7��Ϊ��ǿ������˳�����̣�Ӧ������ʹ�ڽ���������ͨ��ð�ڣ�����ɶ�ð���������¶ȷֲ���
8��Ӧ��������Ҫ��λ����ð�ڣ�����ȴ�����������ִ���������½���
197������� Ӱ���մ����ϳ���������Ҫ�У������ཬ�������ԣ��ཬ���ȶ��ԡ�
����鿴��
����𰸣����ϵĿ�����
�����������������ϵĿ�����
198���ʴ��� ���ֹ��绡����ȣ����Զ����к��ص㣿Ӧ�÷�Χ��Σ�
����鿴��
����𰸣�1����������Ч�ʸߡ���������ٶȿ죬��˿����������
��������������1����������Ч�ʸߡ���������ٶȿ죬��˿������������ʡ�˺��Ӹ���ʱ��
2����ʡ���Ӳ��ϡ����к�����ɲ����¿ڣ�һ�κ��������˺��Ӳ�������
3�����������á����ں����㱣��Ч���ã����ӹ����е�������
4���Ͷ������Ϻá����ķ����������ͻ�е���Ʒ�ʽ�������������Ͷ��������˻����˺�����С���̳���
���IJ���֮���ǣ�ֻ�ʺ���ƽ��λ�á���ֱ����ʹ�ֱ�����죬�����ڱ�������ߺ���ĺ��ӣ����ҶԱ�����Ԥװ��Ҫ��ϸߡ�
199���ʴ��� ��ˮ��������ͨʯӢɰ������ģ������Ϳ�ʱ���������������ϲ��ԭ����ʲô��
����鿴��
����𰸣�Na2O·2SiO2���������۵�793��
��������������Na2O·2SiO2���������۵�793��ʱ����Һ�࣬��ʹ�Ϳ��������Σ���ˣ�ˮ������ճ������Ϳ����������ߴ羫�ȡ�������ȶ��ϲ�
200���ʴ��� �ɶ���������λ�õģ�Ϊʲô��ֻ������������С������
����鿴��
����𰸣�����ɶ������������̼���躬���ܵ͵���Һ���Ի����ȫ��
������������������ɶ������������̼���躬���ܵ͵���Һ���Ի����ȫ�İ���֯���ɶ��������ıں�̫����������ȴ�ٶȻ��������ܵõ���ȫ�İ���֯��
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
����Ͽ�ѧ�����
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
���Ͽ�ѧ�����ϳ�����ѧ����⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




