�ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�
1���ʴ��� ������������ص���ʲô��
����鿴��
����𰸣��ŵ㣺
��1����������
��2������
���������������ŵ㣺
��1����������
��2�������͵����ԡ������Ժ�
��3�����������ȶ�����Ʒ�ʵ�
��4���߾��ȡ��߹���
��5���Ͷ������ʸ�
��6�����������ʸ�
ȱ�㣺
��1�������ͳɱ���——�ṹ���ӣ�Ҫ��ߣ��ӹ����ڳ�
��2���������ô��������ԣ�����
��3��Ӧ�÷�Χ�����ƣ����ڼ��ײ�������������㡣
2������� �����õ�ģ������������״�ͳߴ����кܴ����𣬳ߴ���ģ���������ࣨ������״���������пĵط���ģ���ϣ�����
����鿴��
����𰸣������ʵķŴ�������Ӧ��λ��оͷ
�������������������ʵķŴ�������Ӧ��λ��оͷ
3������ѡ���� �Ͻ�ѧ�ɷֶ������Ե�Ӱ����Ҫȡ���ڣ���
A.�۵�
B.�����¶�����
C.���̵�
D.�����¶�
����鿴��
����𰸣�B
���������������
4���ʴ��� ����ѹ�����������������еĸ���÷�����ۺͲ��������۵����ݡ�
����鿴��
����𰸣�����÷�������Ǵ�п�Ͻ��ʵ�ʾ����еó����������ۣ�����
������������������÷�������Ǵ�п�Ͻ��ʵ�ʾ����еó����������ۣ�����ΪҺ������ij������������ѧ���ɣ�����Ħ������������
�����������������Ͻ�ѹ�������Ե�ѹ�����У��ò�ͬ��ȵ��ڽ��ںͲ�ͬ��ȵľ�����ǻ������һϵ������ó��ġ�����Ϊ����Һѹ����ǻ����ɢ���ͱڡ�Ȼ����������ǻ������ǰ������ֱ��������ǻ����Ϊֹ�����ֹ۵���Ϊ����Һ������ɺ���ǰ���еģ������в�������������ǻ�еĿ������Գ���ų���
5������ѡ���� ��һ�������ȱ��εĶͼ��������ִ���������Ҫ����Ҫԭ���ǣ�����
A.ʼ���¶ȹ��ߣ�
B.ʼ���¶ȹ��ͣ�
C.�ն��¶ȹ��ߣ�
D.�ն��¶ȹ��͡�
����鿴��
����𰸣�C
���������������
6������ѡ���� ���²��Ƿ�ĩұ�����������ǣ�����
A����ĩ�Ʊ���
B����
C������
D���սᡣ
����鿴��
����𰸣�B
���������������
7���ʴ��� ���������ڻ�����ѹ��������к��ص�
����鿴��
����𰸣������������ξ��в������ԣ����Ľ��������죬�߲�������
�������������������������ξ��в������ԣ����Ľ��������죬�߲�����������������⣬�з����˽ϴ���б��Ρ�
8���ʴ��� ѹ������������Щ������ʹ�ã����ܽ��к��ִ�����Ϊʲô��
����鿴��
����𰸣�һ��ѹ���������������ܱ���Ҫ���غ�Ҫ���ȴ���Ҫ
��������������һ��ѹ���������������ܱ���Ҫ���غ�Ҫ���ȴ���Ҫ��������£�Ҳ�����ڸ���������ʹ�á����ܽ����ȴ�������Ϊһ�������Ϸ���Ҫ�ĺͲ��ǽ������Ӵ��IJ�λ�����ڷ�ɢ�ģ�ϸС���ڲ����ס�
9���ʴ��� ģ��������Ҫ��ѭ��Щԭ������ģ�������м��ַ�ʽ��
����鿴��
����𰸣�ԭ��AӦ���ݸ���ֵĻ�������ȷ������˳��B�ϸ������
��������������ԭ��AӦ���ݸ���ֵĻ�������ȷ������˳��B�ϸ�����¶�������ͣ��ʱ�估���ʵ��ۻ�װ�÷�ʽ����ת��Ҷ���跨���������跨
10������ѡ���� ѹ��������ѭ��һ�����豸�Ŀ�ѭ��ʱ������ʾ���ռ�ѭ��ʱ������û�У���������£����һ��ѭ�����õ�ʱ�䡣
A.��ע��ѹ�䣬��ѹ����ȴ��ȡ����Ʒ�ȶ���
B.��ģ��ѹ��ѹ�䣬��ѹ����ȴ��ȡ����Ʒ�ȶ���
C.��ע��ѹ�䡢��ģ����������ȴ
D.��ע��ѹ�䡢ѹ�䷵�ء���ģ��ȡ����Ʒ
����鿴��
����𰸣�A
���������������
11���ʴ��� ģ�ͳ��ι����зɱߵ��γɼ������á�
����鿴��
����𰸣���������ʱ�����ڽ�������ģ��Բ�Ǻ���������ϴ���
����������������������ʱ�� ���ڽ�������ģ��Բ�Ǻ���������ϴ�����������С�ķɱ߲����������γɷɱߡ�
���ã�
��1��ǿ�ȳ��
��2�����ɶ���Ľ�����
��3��������ģ����ģ�Ĵ�����仺�����á�
12������ѡ���� 벻����ĺ��������Ƚϸߣ������ں��ӳɱ��ߣ����ԣ���һ�㲻��벻������ӡ�
A.���Ͻ�һ��ṹ��
B.����ֽṹ��
C.��̼����Ҫ�ṹ��
D.���ȸֽṹ��
����鿴��
����𰸣�C
���������������
13���ʴ��� ��Ϊ�����Գ��ͣ�����Ϊ�����ࣿ
����鿴��
����𰸣���������ָ������Ͻ����ض������£����͵ı������ʣ�&e
����������������������ָ������Ͻ����ض������£����͵ı������ʣ�ε��lO-2��10-4��s����һ���ı����¶ȣ�ԼΪ�۵�һ�룩�;��ȵ�ϸ�����ȣ�����ƽ��ֱ��Ϊ0.2��5μ���������������δ����100%���ϵ����ԡ�
���ࣺ��1���ṹ�����ԣ�2����̬������
14������ѡ���� �������ɶͶͼ�ͼʱ��Ϊ�ͼ���״������ϣ���
A.����
B.����
C.�
D.����
����鿴��
����𰸣�A
���������������
15���ʴ��� ��ν��ĩұ�𣿷�ĩұ�����Ҫ��������Щ��
����鿴��
����𰸣���ĩұ�����Խ�����ĩΪԭ�ϣ�ͨ�����Ρ��ս�ͱ�Ҫ�ĺ���
����������������ĩұ�����Խ�����ĩΪԭ�ϣ�ͨ�����Ρ��ս�ͱ�Ҫ�ĺ�����������ȡ�������Ϻ���Ʒ�Ĺ��ա���Ҫ�������Ʊ������Ρ��ս��Լ��ս��Ĵ����ȹ���
16������ѡ���� ֱ����100m����250mm��Բ�����������ڲ�����������Ӧ������������ֱ������Ϊ��80mm�������߶ȷ���ijߴ罫������
A�����䣻
B�����̣�
C��������
����鿴��
����𰸣�B
���������������
17�����ʽ��� ���ɶ���
����鿴��
����𰸣����ó������ѹ��ʹ����������������������֮���ͷ����
�����������������ó������ѹ��ʹ����������������������֮���ͷ������֮��������Σ��Ӷ����������״���ߴ����ѧ���ܵĶͼ��ij��ι��̡�
18���ʴ��� ���ڱ���������ʲô��Ϊ��ֹˮƽ�����ڽ��ڱ��г���ȡ��Щ��ʩ��
����鿴��
����𰸣����ڱ������ã�1���н����Խ����еĽ���Һ�����ڽ�ע��2
�����������������ڱ������ã�1���н����Խ����еĽ���Һ�����ڽ�ע��2�����ͽ���Һ�ij����
������Һƽ�ȵ���ֱ������3����������ֹ������룻4����߳���ѹ��ͷ��
��ʩ��1�����ڱ��н���Һ��ĸ߶ȣ�H≥6dֱ�ϣ����ҽ��ڱ���ֱ����Ҫ����Բ�����ӣ�r>0.25dֱ�ϣ�2�����������潽�����õ��������բ�ŵȣ�3����������ṹ�Ľ��ڱ�������ʽ������ʽ������Ƭʽ��բ��ʽ�ȡ�
19���ʴ��� ʲô���������죿����ԲͲ����������Щ��Խ�ԣ�Բ��״��������������Ӧ����ʲô��ʽ���������죿
����鿴��
����𰸣���Һ̬�������������ת�������У�ʹ���������������³���
����������������Һ̬�������������ת�������У�ʹ���������������³������ͺ����̶��γ������Ĺ��ճ�Ϊ��������
�ŵ㣺
1.��ʡȥ��о����עϵͳ��ð��
2.���������ã�������֯���ܣ���ѧ���ܺ�
3.����“˫����”��������Բ��״��������ʽ�������죬�����������ó��μ���������
20���ʴ��� ��עϵͳ�Ĺ�����ʲô��
����鿴��
����𰸣�1��ʹҺ̬�����ڹ涨��ʱ����ƽ�ȵس�����ǻ�����������
��������������1��ʹҺ̬�����ڹ涨��ʱ����ƽ�ȵس�����ǻ�����������о����������������������������˳���ų���ǻ�����壻2����Ч��ȥ������Һ�еļ��Ӻ����壻3��ʵ�ֺ���������ԭ��˳�����̡�ͬʱ���̡��ۺ����̷�ʽ��4���ṩ�㹻��ѹ��ͷ�������������������5�������������γɶ�������6���ṹ�����ͷ��㣬���������١�
21�����ʽ��� �����ٷ���ϵ��
����鿴��
����𰸣����̹��̵��У��������������������Һ�����������������
�����������������̹��̵��У��������������������Һ����������������ı�ֵ
22���ʴ��� ��������Ӧ������ε�ԭ����ʲô��
����鿴��
����𰸣����ӹ��̵ľֲ����ȵ��±����ṹ�����ϴ���¶Ȳ����ȣ���
�����������������ӹ��̵ľֲ����ȵ��±����ṹ�����ϴ���¶Ȳ����ȣ��������ͷ��֯�����ܲ������⣬�����������Ӧ������Ρ�
23������� �����������̵�ԭ���ж������������ͣ���.
����鿴��
����𰸣�ͬʱ���̣�˳������
��������������ͬʱ���̣�˳������
24������ѡ���� �����ں�С��ijһ�ٽ�ֵʱ�����ײ�����ȱ���ǣ���
A.������
B.�����㣻
C.���ƣ�
D.����
����鿴��
����𰸣�B
���������������
25������ѡ���� ģ�ͼ��ijߴ繫�������ɶ͵ijߴ繫�����Ϊ����
A.���
B.����
C.���Ҫ��ö�
D.���ҪС�Ķ�
����鿴��
����𰸣�D
���������������
26���ʴ��� ʲô�н�עϵͳ�����͵Ľ�עϵͳ���ļ�������ɣ�
����鿴��
����𰸣�.��עϵͳ������Һ̬����������ǻ��һϵ��ͨ�����ܳơ�<
��������������.��עϵͳ������Һ̬����������ǻ��һϵ��ͨ�����ܳơ�
.�����ṹ�����ڱ���ֱ������ֱ�����ѡ��ώ�����ڽ�����
27���ʴ��� ��עλ�ö�������Ʒ����ʲôӰ�죿Ӧ��ʲôԭ����ѡ��
����鿴��
����𰸣��ٽ�עλ�ò��������������������������ȱ�ݻ�����
���������������ٽ�עλ�ò��������������������������ȱ�ݻ��������ȱ�ݡ�
�ڽ�עλ�õ�ѡ��Ӧ�Ա�֤����Ʒ��Ϊ����������͡���о�����估�������������ȷ��棬�в�������������Ʒ�����������������
28������� ����˳�����̵�Ŀ���ǣ���
����鿴��
����𰸣���ֹ����
����������������ֹ����
29���ʴ��� ��ʯī������Ҫ������ʲô��Ϊʲô�������ƺŲ��û�ѧ�ɷ�����ʾ��
����鿴��
����𰸣���ѧ�ɷֺ���ȴ�ٶȣ���ΪӰ���������ܵ����ز���ȡ������
����������������ѧ�ɷֺ���ȴ�ٶȣ���ΪӰ���������ܵ����ز���ȡ���������Ľ�����֯������ʯī����������С����״���ֲ���������أ����������û�ѧ�ɷֲ�����ʵ�ķ�ӳ���������ܡ�
30������ѡ���� ��65Mn���dz��õĺϽɸ֣���65����ʾ�������ǣ�����
A.���еĺ�̼��Ϊ6.5%���ң�
B.���еĺ�̼��Ϊ0.65%���ң�
C.���еĺ�����Ϊ6.5%���ң�
D.���еĺ�����Ϊ0.65%���ҡ�
����鿴��
����𰸣�B
���������������
31���ʴ��� �����������������׳���ʲôȱ�ݣ�Ӧ�ֱ��ȡʲô��ʩ���Խ����
����鿴��
����𰸣��׳�������D�D��ѹ���ѹ��Ȧ�������D�D���ʵ���ģ��϶
���������������׳�������D�D��ѹ���ѹ��Ȧ�������D�D���ʵ���ģ��϶�����ʵ���ģԲ�ǡ���������ϵ���Ĵ�С�����Գ̶ȴ�ʱ�ɽ��ж���������������ϵ����ǰ��Ĵ��ҿɰ����м��˻�
32���ʴ��� ��ν�Ͻ���տs��Ӱ��Ͻ��տs����������Щ��
����鿴��
����𰸣��ٺϽ��ڽ�ע������ֱ����ȴ�����µĹ���������ͳߴ�s��
���������������ٺϽ��ڽ�ע������ֱ����ȴ�����µĹ���������ͳߴ�s��������Ϊ�տs��
��Ӱ��Ͻ��տs�����أ���ѧ�ɷ֡���ע�¶ȡ������ṹ������������
33���ʴ��� Ӱ�����̷�ʽ��������ʲô��
����鿴��
����𰸣�Ӱ���������̷�ʽ����Ҫ�����ǺϽ�Ľᾧ�¶ȷ�Χ��������
��������������Ӱ���������̷�ʽ����Ҫ�����ǺϽ�Ľᾧ�¶ȷ�Χ���������¶��ݶȡ�
��1���Ͻ�Ľᾧ�¶ȷ�Χ
�Ͻ�Ľᾧ�¶ȷ�Χ��С������������խ����������������̡�
��2���������¶��ݶ�
�ںϽ�ᾧ�¶ȷ�Χ�Ѷ���ǰ���£���������Ŀ�խȡ����������������¶��ݶȣ����������¶��ݶ���С��������Ӧ���������ɿ���խ��
34���ʴ��� ��ν�Ͻ��������Ӱ��Ͻ���������������Щ��
����鿴��
����𰸣��Ͻ���������Ͻ��ڽ�ע������ֱ����ȴ�����µĹ��������
���������������Ͻ���������Ͻ��ڽ�ע������ֱ����ȴ�����µĹ��������������������Ӱ�����أ�1.��ѧ�ɷ�2��ע�¶�3.�����Ľṹ����������
35���ʴ��� �ڽ�����������ʲô�����ڽ���--�ώ������������Ҫע��ʲô���⣿
����鿴��
����𰸣��ڽ��������ã����������������ڽ��������ã�
1���������͡��������¶ȷֲ�������˳��
���²��ע310�棬��ע����220�棬��ע�콽80�棬����ʽ��ע25�棩
2�����Ƴ����ٶȺͷ����������ֲ���
3��Э���ώ��������
�ڽ�����ώ���Ĵ�ӣ�
1�����ӽ�Ӧ����90�ȡ����ӽǣ��ώ����Һ���������ڽ�����Һ�������ļнǡ�
2����ӷ�ʽ
�ٷ��ʽ��עϵͳ���ڽ���Ӧ�������ںώ���ĵײ����ҵ�����ώ���ĵ���Ӧ��ͬһƽ���ϣ�
�ڿ���ʽ��עϵͳ���ڽ���Ӧ�������ںώ���Ķ�����������ώ���Ķ���Ӧ��ͬһƽ���ϣ��ڽ�����ώ���Ĵ�ӳ���С���ڽ����ĸ߶ȣ��������Դ����ڽ����Ľ������
���ӽ�����ǻ�Ļ�Ȼ��=����-���������/�ώ�����������
36������ѡ���� ȷ����עλ��ʱ���������Ĵ�ƽ�泯�·��ã���ҪĿ����Ϊ�ˣ���
A.���⽽���㣻
B.�������ƣ�
C.�������ɣ�
D.��ֹ����
����鿴��
����𰸣�D
���������������
37������ѡ���� ��������ֱ��1��Ƥ���֣����ʺϵ����ͷ����ǣ���
A.��ģ����
B.��ģ����
C.�����
D.�������
����鿴��
����𰸣�C
���������������
38���ʴ��� �Ӵ��㺸����Դ��ʲô��Ϊʲô���нӴ����裿�Ӵ�����Ե㺸�ۺ˵��γ���ʲôӰ�죿�������ƽӴ������С��
����鿴��
����𰸣���Դ����������������������ʱ����������нϴ�ĽӴ�����
����������������Դ����������������������ʱ����������нϴ�ĽӴ���������в��������ȡ�ԭ�Ӵ����ϴ��ڵ��۰���ƽ��������Ȳ�������Ĥ��ʹ�����������䳤��ʵ�ʵ������С�������Ӵ����衣Ӱ�죺�Ӵ����赼���ۺ�ƫ������Ȳ�IJ��ϡ�����������ͨ�����ƺ������ֲڶȡ������̶ȡ��缫ѹ���Ĵ�С�����ƽӴ�����Ĵ�С��
39������ѡ���� ��1mmֱ����350�ĸְ徭�����Ƴ��⾶Ϊ��150�ı��γ�ѹ�������ֲ��в�ò��ϵ�����ϵ��ml��0.6��m2��0.80��m3��0.82��m4��0.85���ü�Ҫ����������������Ƴɡ�
A.һ�Σ�
B.����
C.����
D.�Ĵ�
����鿴��
����𰸣�C
���������������
40���ʴ��� �Ͻ�������ȡ������Щ���أ��Ͻ������Բ��ö�����Ʒ���к�Ӱ�죿
����鿴��
����𰸣��Ͻ�������ȡ����
1.�Ͻ�Ļ�ѧ�ɷ�
���������������Ͻ�������ȡ����
1.�Ͻ�Ļ�ѧ�ɷ�
2.��ע�¶�
3.��עѹ��
4.���͵ĵ�������
5.���͵�����
�Ͻ������Բ��ã������������������ȱ�ݣ�Ҳ�������������ס�����������ȱ�ݵļ��ԭ��
41���ʴ��� ��״̬ͼ����̼0.4%��0.9%��̼��������������Щ��֯���ɣ�
����鿴��
����𰸣�0.4%��������F.+����壨P��0.9%�ɶ�����̼��
��������������0.4%��������F.+����壨P��0.9%�ɶ�����̼�壨Fe3C��+����壨P��
42���ʴ��� ���ӱ��ε���ʽ���ļ��֣����ӵ���Ҫȱ������Щ��
����鿴��
����𰸣����ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť��
�����������������ӱ��εĻ�����ʽ�У��������Ρ��DZ��Ρ��������Ρ�Ť�����Ρ������α��Ρ����ӵ���Ҫȱ�������ס�������ӡ����ơ�δ������״ȱ�ݡ�
43���ʴ��� ����ģ��϶�Գ�ü�����Ʒ�ʺͳߴ羫���к�Ӱ�죿
����鿴��
����𰸣�����ģ��϶��С����ü������γɵڶ������������ܵ���
������������������ģ��϶��С����ü������γɵڶ������������ܵ�������ѹ������������������ģ֮��Ħ������ʹ��ü��ߴ����б仯�������ϼ����γߴ��������ǻ�ߴ���С�����ܴ����·���غϡ�
����ģ��϶����ü��ж���Ĺ�������С��Բ�Ǵ����������γɺ���������ë�ݣ�ͬʱ�����������أ��ߴ������仯�����ϼ����γߴ���С�������ǻ�ߴ�����
�۰�ģ��϶��������ü����������ռ����1/2~1/3��Բ�Ǵ������Ѵ����Ⱦ���С������ߴ缸����ģ��һ�¡�
44���ʴ��� ���췽����ѡ��ԭ��
����鿴��
����𰸣���������������С�����豸��������ʵ��ˮƽ�������й���
����������������������������С�����豸��������ʵ��ˮƽ�������й���������ϸ������췽���Ļ��������ص㣬�ڱ�֤�������Ҫ���ǰ���£�ѡ������Ʒ���ȶ��ͳɱ����������췽����
45������� ǥ��ʱ��ʹ��ǥ���⣬����ʹ�ã���������ǥ�������е������ǣ�1��������2��������3������ǥ�ϵģ�����
����鿴��
����𰸣�ǥ�����������������ǥ�ϱ����ϵ�����Ĥ�����ʣ���������𱣻�
��������������ǥ�����������������ǥ�ϱ����ϵ�����Ĥ�����ʣ���������𱣻����ã��������
46���ʴ��� ֱ������������ʲô�����ֱ����Ӧע����Щ���⣿
����鿴��
����𰸣�ֱ���������ã�1����Һ̬�����ӽ��ڱ�����ώ�����ڽ���
��������������ֱ���������ã�1����Һ̬�����ӽ��ڱ�����ώ�����ڽ�����
2���ṩ�㹻��ѹ��ͷ��ʹ����Һ�ܹ��˷��س������ڹ涨��ʱ���ڳ������͡�
ֱ�������ԭ��
1����ڴ�������—Բ�����ӣ�r>0.25dֱ��
2��ֱ��������״—�ϴ���С���μ�����ȣ����ݹ�ʽ��

��v2>v1����ʹP23������ֱ������ʹh1-2������֤P24����ֱ������
���ã��ٻ��ͽ���Һ�ij���������̸߶���������ʹ����Һƽ�ȵ���ώ����
�۸��ƺώ���ڵ�ѹ���ֲ���ʹ�ڽ����������ȣ�
�������ڼ����������ϸ����ώ��������
ֱ�����ѵ���ȣ�Ϊһ���ώ���ĸ߶Ȼ����ֱ������ֱ����
ֱ�����ѵ�ֱ����Ϊ2���ώ���Ŀ��ȡ�
47���ʴ��� Ҫ����ѹ���ij����ٶȿ��Ե�����Щ����������������ʵ�ֵ������ַ�����Ϊʲô��
����鿴��
����𰸣���ѹ��ֱ���ı仯���Խ������ظı�����ٶȣ�ƽ����ϵ����
����������������ѹ��ֱ���ı仯���Խ������ظı�����ٶȣ�ƽ����ϵ���������ı��ѹ���ѹҲ�ڱ仯�����Ըı�ѹʵֱ������������ѹ���ѹ������²��ܸı�
��ͨ���ı��ڽ��ڽ�������ı�����ٶȲ�̫���㣬��Ϊѹ�������ڽ��ڽ��������ʱֻ����������С
��ѹ���ٶȵĵ��ڣ�����ͨ�����������ϵ�ѹ������ʵ��������Ӧ���ݾ����������������ʵ�ֵ��ǵ���ѹ���ٶȡ�
48������ѡ���� ƽ�ͻ���ģ����ʹ�õĶ�ģ����������ɣ������������ֱ�ķ�ģ�棬���ƽ�ͻ������ڶ��죨����
A.������ͼ���
B.������ͼ���
C.��ͷ������ͼ���
D.A��C��
����鿴��
����𰸣�C
���������������
49���ʴ��� Һѹ���ı������һ�����ļ�������ɣ�
����鿴��
����𰸣��Ϻ������º�������������ĸ�����
���������������Ϻ������º�������������ĸ�����
50���ʴ��� ����ģ�Ķ������к����ã�
����鿴��
����𰸣�������������������������Ϊ�������������������������Ի�
��������������������������������������Ϊ�������������������������Իظ��Ȳ���Ӱ�죬ȷ����Ʒ����״��ߴ羫�ȡ�
51���ʴ��� �ɶ���������λ�õģ�Ϊʲô��ֻ������������С������
����鿴��
����𰸣�����ɶ������������̼���躬���ܵ͵���Һ���Ի����ȫ��
������������������ɶ������������̼���躬���ܵ͵���Һ���Ի����ȫ�İ���֯���ɶ��������ıں�̫����������ȴ�ٶȻ��������ܵõ���ȫ�İ���֯��
52���ʴ��� ������εĽ�עϵͳ���ļ�������ɣ��书����ʲô��
����鿴��
����𰸣���עϵͳ�ṹ��Ҫ�ɽ��ڱ���ֱ�������ώ�����ڽ�����ɡ� <
����������������עϵͳ�ṹ��Ҫ�ɽ��ڱ���ֱ�������ώ�����ڽ�����ɡ�
���ܣ�
1��ǻ�뽽������������ƽ�ȵص���Һ̬������
2�����ų�������ǻ�еĿ���������������
3���������������������ֵ��ȶ��ֲ��Կ�������������˳��
4����֤Һ̬����������ʵ�ʱ�䷶Χ�ڳ������ͣ���ʹ�����������������㹻��ѹ��ͷ������֤����Һ����������ǻ�����ʵ��������ٶȵȡ�
53���ʴ��� ʲô�ǽ������Լӹ������е�����Σ�������ص���ʲô��
����鿴��
����𰸣�����Σ������¶ȵ��ڻظ��¶�ʱ�������ڱ��ι����У�ֻ��
������������������Σ������¶ȵ��ڻظ��¶�ʱ�������ڱ��ι����У�ֻ�мӹ�Ӳ�����ظ��ٽᾧ�����κ�Ľ���ֻ���мӹ�Ӳ����֯���ֱ��γ�Ϊ����Ρ�
������ص㣺�ٱ��ο�����ڱ��γ̶�С�۱��������ã��ߴ羫�ȸߣ���е���ܺá�
54���ʴ��� ��ü����ж���������Ե�����������.ͨ�������ǡ����桢ë�桢ë���IJ�����ɣ����ĸ������������γɵģ�
����鿴��
����𰸣����ǣ������ڳ�ù������пڸ����IJ��ϱ�ǣ��������Σ���
�����������������ǣ������ڳ�ù������пڸ����IJ��ϱ�ǣ��������Σ����������죩�Ľ����
���棺���������Ա��ι�����ģ����ģ����ѹ������ϣ�ʹ���ܵ�����Ӧ��η�ͼ�ѹӦ��ζ�����ö��γɵġ�
ë�棺���������пڴ�����������Ӧ��ζ�����²�����չ���Ѷ��γɵġ�
ë�̣����ë�������пڸ����IJ����ϲ��ϳ�������ʱ�γɵġ���ģ��������ʱ����ʹ���γɵ�ë�������������ڳ�ü��ϡ�
55������� �����õ�ģ������������״�ͳߴ����кܴ����𣬳ߴ���ģ�ͱ������ࣨ������״���������пĵط���ģ���ϣ�����
����鿴��
����𰸣������ʣ�����оͷ
�������������������ʣ�����оͷ
56���ʴ��� ���ɶ������Բ��������ʱ�������ڲ����εĴ�С��ͬ�ɽ���ֳɼ��������ĸ������������һ��������С��
����鿴��
����𰸣������������γ̶ȴ�С���¿ɷ�Ϊ������������������������
�������������������������γ̶ȴ�С���¿ɷ�Ϊ���������������������������������������������С��
57���ʴ��� ��ˮ����ɰ�Ļ��������ʲô��ˮ����ɰ����ȱ����ʲô��
����鿴��
����𰸣���ˮ����ɰ��ȣ�
�ɴ��������죨����Ȼ��ʯӢ
����������������ˮ����ɰ��ȣ�
�ɴ��������죨����Ȼ��ʯӢɰ������4.5-8.0%����ˮ�������������������ƶ��ɡ�
�����͵ĺ�����Ҫ��ߵĴ������ּ�ɰ�ͣ�о����ȫ����ɰ��ֲ�����þɰ��������ɰ�����ʯɰ���ɰ������ɰ����ʯӢɰ��
���Ҫ����ˮ��������һ����ʪ̬ǿ�ȺͿ����ԣ��Ա���ģ���ٴ�CO2���ɼ���1-3%��������������������3-6%��ͨճ��������������������벿��ճ��ɰ��
Ϊ���Ƴ�ɰ�ԣ��е�ɰо����������1.5%��ľм�������5%��ʯ�ۻ����������
�ŵ㣺1���ͣ�о��ɰ�����Ժã���ʵ�����ͣ�о���Ͷ�ǿ�ȵͣ�
2�������ͣ�о�����գ������������ڣ���������ʣ�
3�����������������������ȱ�ݣ�
4�������ͣ�о��Ӳ������ģ���͡�о�ߴ羫�ȸߣ�
5������ȡ�������̺濾ʱ�䣬�����ܺģ����ƹ�����������������
ȱ�㣺1����ɰ�Բ�
��ˮ����ɰ����Ҫȱ������ɢ�Բ���³�ɰ�Բ�������ѡ�ģ��Խ�ͣ�����ǿ�ȺͲ���ǿ��Խ�ߣ�����Խ���ѡ���ɰ�������ɰ����ɰ�����������ѡ�
����ǿ�ȣ���ָ����ɰ���ȵ�һ���¶Ⱥ�����¯��ȴ�������������ǿ�ȡ�
2��������ճɰ
���ּ����ڽ�ע�¶ȸߣ���ˮ������������ճɰ�����������������̵Ⱥ����ߣ�ճɰ�����������
��������ּ�����ˮ����ɰ��������ǿ�ң�ʹ��ˮ����ɰ�����սᣬɰ�ͱ���࣬��ˮ�����϶�У��������ճɰ��
��������ע�¶ȵͣ������̲���������ճɰ���Ǿ���ṹ��ճɰ�㲻�������
3���͡�о����ۻ�����˪��
���ˮ�ֻ�CO2����ʱ����ˮ����ɰӲ������һ��ʱ�䣬����ɰ�͡�ɰо����������˪һ�������ʣ����ؽ���ɰ�͵ı���ǿ�ȣ���עʱ���ײ�����ɰȱ�ݡ�
Na2CO3+H2O→NaHCO3+NaOHNa2O+2CO2+H2O→2NaHCO3
4��ɰо����ʪ�Բ�
��CO2����ȷ�Ӳ������ˮ����ɰ��װ����ʪ����ʱ�������ʱ��ע��ɰо�ͻ���ʪ����ǿ�ȼ����½����������ܳ�����䣬����̮����
5������ȱ�㣺1����������2�������ʹ�
58������� �����ƺš���507���У���7����ʾ�����ͣ�����
����鿴��
����𰸣�������ҩƤ��ֱ��ר��
��������������������ҩƤ��ֱ��ר��
59���ʴ��� ��ν�����Ľ���λ�ã�ȷ��������עλ��ʱӦע��ʲô���⣿
����鿴��
����𰸣���עλ�ã���עʱ����������������λ�ã����ĸ��泯�ϣ���
����������������עλ�ã���עʱ����������������λ�ã����ĸ��泯�ϣ���
��עλ��Ӧ��������������Ҫ��С���ṹ�ص㡢�Ͻ����ܡ������������ֳ��������ۺ�Ч��ȷ����������ܴ�̶���������˳�����̡�
��עλ��ȷ���迼�ǵ�ԭ��1.��������Ҫ�ӹ���Ӧ���»�ʲ����棻2.�����Ĵ�ƽ�泯�£��������б��ע��3.Ӧ��֤�����ܳ�����4.������ʵ��˳�����̣�5.��֤ɰо��λ�ȹ̡�����ͨ������о�����鷽�㣻6.Ӧʹ����λ�á���עλ�ú���ȴλ����һ�¡�
60���ʴ��� Ϊʲô��ͨ�������ȴ���Ч��û��ī�����ã���ͨ�����������ȴ�����������Щ��Ŀ����ʲô��
����鿴��
����𰸣�����ͨ��������֯�дִ��ʯīƬ�Ի�����ƻ����ò�������
������������������ͨ��������֯�дִ��ʯīƬ�Ի�����ƻ����ò��������ȴ�����������Ľ�������ī�������ȴ������Ը�����������壬�Ի���������֯�����ܣ�����ī�������ܺá�
����ͨ���������õ��ȴ���������ʱЧ������Ŀ����������Ӧ������ֹ�ӹ�����Σ������˻�Ŀ���������ڡ�����Ӳ�ȡ����������ӹ����ܡ�
61���ʴ��� �Ͻ������Ծ�������Щ���أ��Ͻ������Բ��ö�����Ʒ���к�Ӱ�죿
����鿴��
����𰸣��ٺϽ����������ָ�Ͻ�����Һ̬�µ����������������ں�
���������������ٺϽ����������ָ�Ͻ�����Һ̬�µ����������������ںϽ�Ļ�ѧ�ɷ֡��ᾧ���ԡ�ճ�ȡ������¶ȷ�Χ����ע�¶ȡ���עѹ���������͵���������
�ںϽ������Բ��������ײ����������������ȱ�ݣ�Ҳ�������������ס��������s��ȱ�ݵļ��ԭ��
62���ʴ��� �����Ⱥ����亸���к���ȱ�㣿
����鿴��
����𰸣���1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~
����������������1���Ⱥ����Ⱥ����ǽ����������ֲ�����Ԥ�ȵ�600~700�棬�����б���400�����ϣ���������ȴ�����ַ���Ӧ��С�����ײ������ƣ��ɷ�ֹ���ְ���֯�Ͳ������ף����ɱ��ϸߣ������ʵͣ��Ͷ���������õķ����������ͺ����绡�����Ⱥ���һ������ں���Ҫ���е�ӹ�����״���ӵ���Ҫ������
��2���亸���亸���Ǻ���ǰ��������Ԥ�Ȼ��ڵ���400����¶���Ԥ�ȵĺ�������������ʱӦ������С�������̵绡��խ���졢�ֶκ��ȹ��գ����������ô�������죬���ɳں���Ӧ��������ȴ���ټ������ӡ�
�����亸�ú����и�о������������������������ͭ����������������о����������
�亸�������ʸߣ��ɱ��ͣ��Ͷ������ã������Dz��ܺ���λ�õ����ƣ���Ӧ�ù㷺��
63���ʴ��� ����Ӧ�������ĸ���ԭ����ʲô�����ٺ���������Ӧ���Ĵ�ʩ����Щ��
����鿴��
����𰸣�����ԭ���ӹ����жԺ��������˾ֲ������ȼ��ȡ�������������������ԭ���ӹ����жԺ��������˾ֲ������ȼ��ȡ�
��ʩ��
1��ѡ������ĺ���˳��Ӧ����ʹ�����������������ܽϴ�Լ����
2����ǰԤ�ȣ���ǰ������Ԥ�ȵ�350~400�棬Ȼ���ٽ��к��ӣ�
3������“��Ӧ��”���ں����ṹ��ѡ����ʵIJ�λ���Ⱥ��ٺ��ӣ�
4�������ȴ�����ȥӦ���˻𣬼����������ȼ��Ⱥ�600–650�汣��һ��ʱ�����ȴ��������»ػ���������Ӧ����á�
64�����ʽ��� ֱ������
����鿴��
����𰸣��������ӵ纸�����������������为�������ڽϺ����۵��
���������������������ӵ纸�����������������为�������ڽϺ����۵�����ĺ��ӡ�
65������ѡ���� ��һ������ģ�ͼ�����������飬��������ά���������ֲ���������Ϊ�˱�֤��Ʒ����Ӧ�������ͼ�������
A.�����ٽᾧ�˻�
B.�������˻�
C.���¼��Ƚ��еڶ��ζ��죻
D.���ϡ�
����鿴��
����𰸣�D
���������������
66���ʴ��� �����ۻ�����ұ������ص㼰��֤���������Ĵ�ʩ��
����鿴��
����𰸣�ұ������ص㣺�۳��¶ȸߣ�����ĺϽ�Ԫ�����������۳�
��������������ұ������ص㣺�۳��¶ȸߣ�����ĺϽ�Ԫ�����������۳����С����ȴ�ٶȿ죬��ѧ�ɷֲ����ȣ������������ݳ���������ף���̬�۳ظ��¡���֤���������Ĵ�ʩ����������ĺϽ�Ԫ�أ���֤����Ļ�ѧ�ɷ֣������Ч�ر������������Ժ���IJ���Ӱ�죻�����������������ȡ�
67���ʴ��� ʲô�е��ߵ�ǰ�ǣ�ʲô�е��ߵĺ�ǣ�����ǰ�ǡ���ǵĸı�������ӹ���Ӱ�졣
����鿴��
����𰸣�ǰ���ǵ���ǰ��������ļнǣ�������ƽ���в�������������������ǰ���ǵ���ǰ��������ļнǣ�������ƽ���в�����
����ǵ��ߺ���������ƽ���ļнǣ�������ƽ���в�����
ǰ�Ǵ��߷�������ʱ����������Ա��κ�Ħ��������С���������������Ƚ��ͣ�
��ǰ�ǹ����ʹ������ǿ�ȼ�����ɢ�����������������½�����������ɱ����������ǣ���������ߵ������öȣ�����ǹ���Ҳ�����������ǿ�ȣ���ʹɢ��������
68���ʴ��� ʲô�Dz�����������Ե����챲�������ͼ���裿
����鿴��
����𰸣���������ν����������
����������������������ν����������Ϊ���ڿ���ð�ڵ��������������ӵĺ�ȣ���Ϊð�ڲ�������Ʋ�����
��Ե������������
1��������������Ե���ַ��������1��1���������ϼӹ�������
2�������Ƚڵ�����Բֱ��dy’������ɰ���ЧӦ������Ҫ������ͨ��Ϊ��
dy=dy’+��10-30mm����
3����ͼ��ʾ�����¶��ϵĻ�Բ����ʹd1=1.05dy��d2=1.05d1��d1��d2��Բ�ķֱ���dy��d1��Բ���ϣ�
��������Ե�ڱ����У�
4����һ���������Բ���У����������Dz���������������ߡ�
��챲�����������
������챣�������Ҫ������Ե��ô�ߣ�����������ʱ����ı�����Բ��ֱ�����Ӳ����ķ�������Ե��ͬ��ֻ�ǹ�Բ��ֱ�����䡣
69������� ���쳵���У����õ������豸�У����ͣ�����
����鿴��
����𰸣��绡¯����Ӧ¯
���������������绡¯����Ӧ¯
70���ʴ��� ɰ�ֵ�������������Щ������������һ�����ѡ��ɰ�֣�
����鿴��
����𰸣�ɰ��������ĥ�ϡ����ȡ���ϼ�����֯����״�ߴ�����ؾ���
��������������ɰ��������ĥ�ϡ����ȡ���ϼ�����֯����״�ߴ�����ؾ�����ĥ����ʱ��ѡ�ø���ɰ�֣�ĥ��Ӳ������Ӳ�ʺϽ�ͷ����ʽ���ʱ��ѡ��sicɰ��ĥ�������͵IJ���ʱ��ѡ�ô�ĥ����ĥ��Ӳ����IJ���ʱ��ѡ��ϸĥ��ĥ������Ĵֲڶ�ֵҪ��ϵ�ʱѡ��ϸĥ�ϣ�����ĥ��Ҫ��ܸ�ʱ��ѡ�ô�ĥ��Ҫ��ӹ�����������ʱ��ѡ����֬���ύ����ɰ�֣�Ҫ��������ĥ����ʱ��ѡ���մɽ�ϼ�ɰ�֡�
71������ѡ���� �����γ����Ļ���ԭ�������ںϽ�ģ���
A.Һ̬����
B.��̬����
C.��������
D.Һ̬��������������
����鿴��
����𰸣�D
���������������
��Դ:91������ 91EXAm.org72���ʴ��� �æ�50mm���ģ����������50mm���ϼ��ܷ�֤���ϼ��ľ��ȣ�Ϊʲô��
����鿴��
����𰸣����ܣ���Ϊ��Ƴ��ģʱ���Ȱ����ȷ��ģ�ߴ磬ȡģ
�����������������ܣ���Ϊ��Ƴ��ģʱ���Ȱ����ȷ��ģ�ߴ磬ȡģ����ƻ�����Ȼ����ݼ�϶ȷ����ģ�ߴ磨��������ģ�пڳߴ�����֤��϶ֵ�����������ģʱ��Ӧ�Ȱ����ϼ�ȷ����ģ�пڳߴ磬ȡ��ģ����ƻ�����Ȼ����ݼ�϶Zȷ��ģ�ߴ磨������Сģ�пڳߴ�����֤��϶ֵ����������φ50mm���ģ��������φ50mm���ϼ����ܱ�֤����ľ��ȡ�
73���ʴ��� �������ϵĻ�е����ͨ�����ļ���ָ�������
����鿴��
����𰸣�ǿ�ȡ����ԡ�Ӳ�ȡ�������ԡ�ƣ�ͼ��ȡ�
��������������ǿ�ȡ����ԡ�Ӳ�ȡ�������ԡ�ƣ�ͼ��ȡ�
74���ʴ��� �Խ����ڽ���������Ĵ���ϵͳ�У�κ����K1<<1��K2<<1�ĺ���.
����鿴��
����𰸣�K1<<1��K2<<1��������
��������������K1<<1��K2<<1�����������������������������Һ���������е��²����϶���²�ȿɺ��ԣ���϶��Ϊ������ȴ�Ŀ��ƻ��ڡ�
75������� ������ҩƤ���Ȼ����������������Ͻ����ճ�Ӽ���ɡ�
����鿴��
����𰸣���������������
����������������������������
76���ʴ��� ��������Ͻ�Ӧ�������ҪҪ������Щ��
����鿴��
����𰸣�1�����������ϲ�������Ҫ��Ľ���Һ�����һ�ѧ�ɷֵIJ���
��������������1�����������ϲ�������Ҫ��Ľ���Һ�����һ�ѧ�ɷֵIJ���Ӧ����С��
2���ۻ������Ƚ����ĸ��£�
3���г������ʱ�Ľ���Һ��Ӧ��
4���͵��ܺĺ��������ã�
5���������ŷŵ���Ⱦ���ϸ�����ڷ�����Χ�ڡ�
77���ʴ��� ��ν�����Ŀɶ��ԣ���ʲôָ���������ۺϺ����������Ŀɶ���ȡ������Щ���أ�
����鿴��
����𰸣������Ŀɶ��ԣ������������������Գ���ʱ��������������
�������������������Ŀɶ��ԣ������������������Գ���ʱ���������������׳̶ȣ�
��ʲôָ���������ۺϺ��������������Ժͱ��ο�����
�����Ŀɶ���ȡ������Щ���أ��Ͻ�ijɷּ���֯����ѧ�ɷ֣�������֯�����������������¶ȣ������ٶȣ�Ӧ��״̬��
78���ʴ��� ���ɶͰγ����ν�������ʱ���ײ�����Щ�������⣿��߸���ͼ�����ͨ����ȡ��Щ��ʩ��
����鿴��
����𰸣�����������ƽ��ѣ��ڲ��Խ������ƣ��ڲ��������ƣ��ڲ���
������������������������ƽ��ѣ��ڲ��Խ������ƣ��ڲ��������ƣ��ڲ���֯�����ܲ����ȣ������۵������氼�ݣ�
����ԭ������������������ƽ��ѡ��ڲ��Խ�������
��������С���ڲ��������ơ��۵�
��߾��ν������ϰγ���������ȡ�Ĵ�ʩ��
A.ǰ������ѹ��ʱ����λ���������
B.�����ʵ��IJ��������ͺ��ʵĹ��ߣ�
C.���Ͷͼ��ı��潵�¶��취��
D.���������ͽ�����ѹ������ֹ�۵�����֤���㹻��ѹ�����Ⱥͽϴ��ѹ����
79������ѡ���� ��ȴ�ٶȶԸ�����������֯�����ܾ���Ӱ�죬���У��ԣ���Ӱ����С�����������ڲ�����ڻ�ں��ȵĽϴ���������
A.��������
B.����������
C.�ɶ�������
D.��ī������
����鿴��
����𰸣�B
���������������
80���ʴ��� �����е���ά��֯�������γɵģ����Ĵ��ڶ���������к����ף�
����鿴��
����𰸣���1���ֶ���ѹ���ӹ��в������Ա���ʱ����������ľ�����
����������������1���ֶ���ѹ���ӹ��в������Ա���ʱ����������ľ�����״���ؾ���ֲ������ʿ�״�����ű��η�������������ά��״�����У���ά״�����ʲ��ܾ��ٽᾧ����ʧ�������Ա��κ������������ֽṹ����ά��֯��
��2����ά��֯�Ĵ���ʹ����ֲ�״������ͨ���ȴ���������ֻ��ͨ����ͬ�����ϵĶ�ѹ���β��ܸı䡣ͬʱ������Ҳ����������ά��֯�ķ����ԣ��ӹ����ʹ������ױ��жϡ�
81���ʴ��� ʲô�Ǻ����ԣ������������жϲ��ϵĺ����ԣ�
����鿴��
����𰸣��������ϵĺ����ԣ���ָ������������һ���ĺ��ӷ���������
���������������������ϵĺ����ԣ���ָ������������һ���ĺ��ӷ��������Ӳ��ϡ����ղ������ṹ��ʽ�����£�������ʺ��ӽ�ͷ�����׳̶ȣ�������������һ���ĺ��ӹ��������£����ֳ�“�ú�”��“���ú�”�IJ�𡣾���ָ�����亸�ӽ�ͷ��������ȱ�ݵ�����Ϊ�ƶ������ĺ��ӹ��չ�̣�WPS���ṩ֧�֡��Ըֲ�Ϊ������Ҫ���Բ��ϵĻ�ѧ�ɷ�Ϊ���ݽ��м��������“̼������”���Խ�ͷ����������Ϊ���ݵ�ֱ�����鷨��
82������ѡ���� ij�ɷ���ˮ��ע���������ƺ�ΪHT150�������ø���ˮ��ע���ƺ�ΪHT200��������Ӧ���õĴ�ʩ�ǣ�����
A������������
B������������ȴ�ٶȣ�
C������C��Si������
D�����������ȴ�ٶȡ�
����鿴��
����𰸣�D
���������������
83���ʴ��� ��ģ������ص���ʲô����ͨ��ģ�������е���ܽϲ����Ҫԭ����ʲô��
����鿴��
����𰸣��ŵ㣺���ȸߣ���״���Ͻ�������ȱ�㣺�������ܲ��ã�����
���������������ŵ㣺���ȸߣ���״���Ͻ�������ȱ�㣺�������ܲ��ã����ո��ӳɱ��ߣ������ߴ硢������������ͨ��ģ�����е���ܽϲ����Ҫԭ���ǣ���̬��Ϊ�Ƚ�����֤�����������������ִ�
84���ʴ��� �����߽������ԣ�����õĴ�ʩ��ʲô��
����鿴��
����𰸣���߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ������
����������������߲��ϳɷֺ���֯�ľ����ԣ�����ѡ������¶Ⱥ�Ӧ�����ʣ�ѡ������ѹ���ԱȽ�ǿ�ķ�ʽ����С���εIJ������ԣ���߲��ϵĴ��ȡ�
85���ʴ��� ���ɶͳ������ļ��ַ������ף�
����鿴��
����𰸣����õ����������ٳ������ע�о�����ף��ֽ��������ף���
�����������������õ����������ٳ������ע�о�����ף��ֽ��������ף���շѹ���ע�Ш���ע�Һѹ���עޱ�ը����
86������� �Ͻ�ģ����ͣ������γ������������ɵĻ���ԭ��
����鿴��
����𰸣�Һ̬��������������
��������������Һ̬��������������
87���ʴ��� �ֹ��绡���ú�����ѡ��ԭ����ʲô��
����鿴��
����𰸣�1������ĸ�ĵĻ�ѧ�ɷֺ���ѧ���ܣ�
2������
��������������1������ĸ�ĵĻ�ѧ�ɷֺ���ѧ���ܣ�
2�����ݺ����Ĺ��������ͽṹ�ص㣬
3�����ݺ����豸��ʩ�������ͺ��Ӽ������ܡ�
88���ʴ��� �������õ��ֹ���������Щ��
����鿴��
����𰸣���ģ���ͣ���ģ���ͣ���ɰ���ͣ�������ͣ��ΰ����ͣ�����
����������������ģ���ͣ���ģ���ͣ���ɰ���ͣ�������ͣ��ΰ����ͣ��������͡�
89���ʴ��� Ϊʲô������ģ����ú�״���ϼ�ѹ���Σ������ٲ�����Һ�������Σ�Ϊʲô����ʱˮ�²�Ӧ�ﵽ�е㣿
����鿴��
����𰸣���ģ���Ͽ���ʯ����Ӳ֬�����ɣ��ڳ��õ������У�ʯ����
����������������ģ���Ͽ���ʯ����Ӳ֬�����ɣ��ڳ��õ������У�ʯ����Ӳ֬���ռ50%�����۵�Ϊ50��~60�棬���۵����Ͽɼ������ϣ���ģʱ����������Ϊ��״��Ŀ�ij���ʹ�¶Ⱦ����⣬�Ժ�����ϵ����ϻ��з�ֹ���������á����ڻ��մ���ʱ��Ϊ��ȥ���ʺ�ˮ�֣�������ȵ������۵����ϣ������ܴﵽˮ�ķе㡣
90���ʴ��� ʲô�п��ͣ�о����
����鿴��
����𰸣���ɰ�ͺ�ɰо�Ƴ�����Ӧ����״����ֻ��һ����ȵ�ɰ�ǣ���
����������������ɰ�ͺ�ɰо�Ƴ�����Ӧ����״����ֻ��һ����ȵ�ɰ�ǣ��п�о����͡�
91���ʴ��� �Դ�ʯī�Ĵ��ں�Ӱ���������������ѧ���ܺ���������������
����鿴��
����𰸣�ʯī�ڻ���������Ƭ״��ʽ���ڣ�������Ӧ�����С�ʯī����
��������������ʯī�ڻ���������Ƭ״��ʽ���ڣ�������Ӧ�����С�ʯī����Խ�࣬��̬���ֲִ��������ȣ��Խ�������ĸ��Ѿ������ء��������Ŀ���ǿ�ȵ͡����Բ�������õ������ԡ���Ħ�Ժ͵͵�ȱ�������ԣ�����������������ӹ���ʯī��������ײ����ڣ�����Ӳ���࣬���������ӹ���ʯī�����֣����γɴִ��ʯī����������ѧ���ܽ��͡�
92���ʴ��� ʲô�Ƿ����棿ѡ�������ʱ��ע�����
����鿴��
����𰸣������棺����������Ӵ��ı��档
�������ȷ
�������������������棺����������Ӵ��ı��档
�������ȷ������뽽עλ�õ�ѡ��ͬʱ���ǣ�����Э����ʹ���ռ���֤����������
һ��˵����Ӧ���������Ľṹ�ص㡢����Ҫ�������������ֳ���������Ͻ�עλ��ѡ��
ѡ�������ʱ��ע���ԭ��1��ʹȫ������������ӹ����桢��Ҫ�ӹ��洦��ͬһ�����ڣ�2���������ٷ���������������û����û�飻3����������ɰо������������ɰ̥����ɰȡ��ɰо��4������ѡ��ƽֱ�����棻5����ʹijһɰ����ߣ�������Ӧ�����������洦��6����������о������ͼ�����ǻ�ߴ磻7�����������������治Ӧ���������Ľṹǿ�ȡ�
93���ʴ��� ��ν��ѹ���ͣ���ѹ���Ϳ��Լӹ��������Ͳģ�
����鿴��
����𰸣���ѹ�ǶԷ�����������ѹͲ���ڵĽ�������ʩ��������ʹ֮��
����������������ѹ�ǶԷ�����������ѹͲ���ڵĽ�������ʩ��������ʹ֮���ض���ģ����������������������״�ͳߴ��һ�����Լӹ�������
���ü�ѹ���Ϳ��������ܡ������͡��߲ĵȲ��ϣ����Ʒ����Ҳ����ֱ�ӳ��θ����㲿������Ʒ��������������ɫ���������Լӹ��о��й㷺��Ӧ��
94������� Ӱ��������ӵ���Ҫ�����У�����ѹ����
����鿴��
����𰸣��¶�
���������������¶�
95���ʴ��� ij������T10���������ͷ��һ����������10mm��ף��꼸�����Ժ���ͷ�ܿ��ĥ�𣬾����飬��ͷ�IJ��ʡ��ȴ������ա�������֯��Ӳ�Ⱦ��ϸ�����ʧ��ԭ�����������취��
����鿴��
����𰸣�������������ڻ����֯��Ӳ��̫�ߣ�������ͷĥ������
��������������������������ڻ����֯��Ӳ��̫�ߣ�������ͷĥ���������������ճɰ��������ͷĥ�𣻶����������˻�����������������ڻ����֯����������Ӳ�ȣ���ɰ��ĥ����������ճɰ��
96���ʴ��� ���������ķ������ļ��֣�
����鿴��
����𰸣���1����ʽ����������
��2����ʽ����������<
����������������1����ʽ����������
��2����ʽ����������
97���ʴ��� �������ȱ���ð�ں���ð�ڵ��ص㡣
����鿴��
����𰸣����ȱ���ð�ڣ����ñ�
�����������������ȱ���ð�ڣ����ñ��¼��ͷ��ȼ���ר�Ų����Ƴɷ����ף�����ð����ǻ�ڱ��棬��ע�����ײ��ϲ�����ѧ��Ӧ���ҷ��ȣ�ʹð�ڽ���Һ�¶���ߣ�����ʱ���ӳ���
��ð�ڣ���ð�ڸ�������һ�����ͻ���ϻ���ɰо�Ƴɵ�ð�ڸ�Ƭ����Ƭ����һС��ð��ֱ���IJ���Բ�ף��γɰ�ð�ڸ�����������ʹð�����ڴ�������ȥ����
98���ʴ��� ����������ص���ʲô�����ʺ��������������
����鿴��
����𰸣���1������Ѹ����ȴ����ᾧϸ����֯�����ܡ�������ע����
����������������1������Ѹ����ȴ����ᾧϸ����֯�����ܡ�������ע���ᾧ�Ĺ����ֻ�ʹ���������������ϵ���֯���ȡ�
��2������ð�ڣ��ɽ�ʡ�������ġ�
��3����������������������ڻ�е�����Զ���������Ч�ʸߡ�
��4��������������õĸ��������������������Ƽӹ������ʡȥһ������ǰ�������ļ��ȹ��ʿɴ��ؽ�ʡ��Դ�������������Ч�ʡ�
��5��Ӧ�÷�Χ��һ�������ԣ�ֻ���������治��ij����������������취���Խ�ע�֡�����ͭ�Ͻ����Ͻ�þ�Ͻ�ȶ�����״����ij������������������������������Ӻ�������״���ȵij���������ʱ�������Ķ�����״Ҳ��������������ͬ
99������ѡ���� HT100��KTH300-06��QT400-18����ѧ���ܸ�����ͬ����Ҫԭ�������ǵģ�����ͬ��
A.������֯��
B.̼�Ĵ�����ʽ��
C.ʯī��̬��
D.�������ܡ�
����鿴��
����𰸣�C
���������������
100���ʴ��� ��������ѡ�õĻ���ԭ��
����鿴��
����𰸣���1����������ѧ���ܺͻ�ѧ�ɷ֣�2�������Ĺ���������ʹ
����������������1����������ѧ���ܺͻ�ѧ�ɷ֣�2�������Ĺ���������ʹ�����ܣ�3�������Ľṹ�ص㣨4��ʩ���ֳ������ܲ�ͬʩ���ֳ���������
101���ʴ���
�Էֱ�����ð�������“ģ����”��“���ܷ�”��ԭ���벽�裿
����鿴��
����𰸣�ģ��������ð�ڵIJ���
��������������ģ��������ð�ڵIJ���
�ټ���������ģ��
���ж����״���ߴ粻ͬ���Ƚڵ㣬Ӧ��ÿ���Ƚڵ㰲��ð�ڣ��ֱ������ģ����
�ڼ�����Ӧ����ð�ڵ�ģ��
��ȷ��������
����Һ̬�������������������������������ʵĴ�Сֱ��Ӱ�����������һ��̼������̼��������������������ӣ���̼����ͬʱ��ע�¶�Խ�ߣ�εֵԽ����ʽ��ε=εC+εX��εX=∑KiXi
Xi—�Ͻ�Ԫ�صĺ�����Ki—����ϵ����
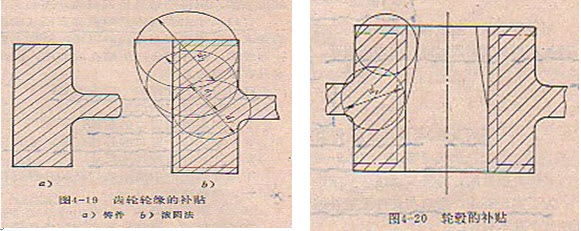
��ȷ��ð�ڵľ���ߴ����״—���ð�ڱ���
�ݸ���ð�ڵ���Ч�������룬У��ð����Ŀ��
���ݹ�ʽ��У��ð�ڵ������������
���ݣ�
��V��+Vð��+Vs=Vð
����VS���ɵã�V��=Vð��-ε��/ ε
��У��ð�ڵĹ��ճ�Ʒ�ʣ����ճ�Ʒ��=����ë��/������ë��+ð�����أ�×100%
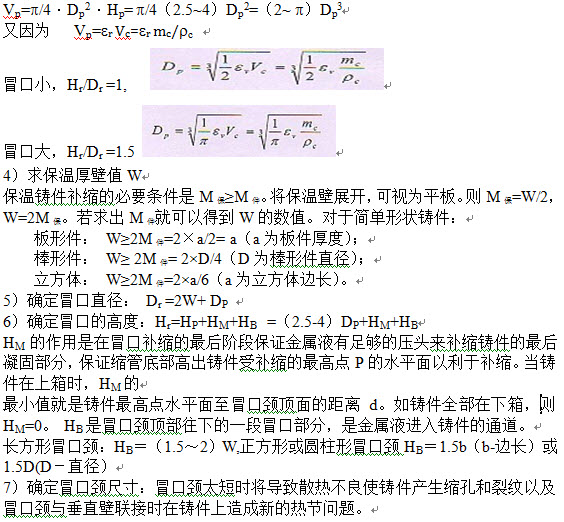
���ܷ����㲽����ԭ����
1���������������������������֣������V����ģ��M����
2���������������������������֣����貹������Һ����������������ܵ����VP=εV•V����εVΪ���ֺϽ��ʵ���������ʣ��ɲ����
���������������һ��ð�ڣ����ܵIJ�����ΪV=VP☓N��N-������Ŀ
3�������ܸ߶Ⱥ�ֱ��
һ������£���ð��ֱ��Dr������ð�ڸ߶�Hr��ð��ֱ��Dr֮��Ϊ1ʱ��HP/DP=2.5��
ð��ֱ������ð�ڸ߶�Hr��ð��ֱ��Dr֮��Ϊ1.5ʱ��HP/DP=4��������HP/DP=2.5��
���ԣ�
102���ʴ��� �����ṹб������ģ�ȵ���ͬ�㡣
����鿴��
����𰸣���ͬ�㣺���DZ����������Ƶ�б�Ȳ�ͬ�㣺�ṹб���Dz�Ʒ
����������������ͬ�㣺���DZ����������Ƶ�б�Ȳ�ͬ�㣺�ṹб���Dz�Ʒ���ܻ����������Ҫ�ģ���ģб��Ҳ�а�ģб�ȣ�������ʱΪ���ܹ���ģ��˳����ɰ�͵��ó�������������б�ȡ���Ʒ���ʱ����û��б�ȣ�����ģ�����ʱҪ����Ҫ����һЩб�������ڰ�ģ��
103���ʴ��� ������������Ҫ������ʲô��
����鿴��
����𰸣���1���ۺ����ײ�������֯�����ں���ʱΪ�ֲ����ȣ�����
����������������1���ۺ����ײ�������֯�����ں���ʱΪ�ֲ����ȣ������������ϵĺ�������ȴ�ٶ�Զ���������ʱ��ö࣬��˺������γ��Կ���֯����Ӳ�Ⱥܸߣ�������ѽ��л�е�ӹ���
��2���ײ������ơ�����ǿ�ȵͣ����Բ������Ӧ���ϴ�ʱ���ͻ��ں��켰��Ӱ�����ڲ������ƣ�����ʹ����������ѡ����⣬�����÷�������֯�ĺ�����˿�亸������ʱ��������̼���������ʺ����ߣ�������Ϲ������뺸���У��ײ������ơ�
��3���ײ������ס�������̼���ߣ�����ʱ������CO��CO2���壬������������Һ̬ת��Ϊ��̬��������ʱ��̣ܶ��۳��е������������ݳ����γ����ס�
���⣬�����������Ժã�����ʱ�۳ؽ���������ʧ������һ��ֻӦ����ƽ����
104������� ��ĩѹ��������������Ϊ������������ѹ�Ƴ��͡��սᡢ���������ӹ���
����鿴��
����𰸣���ĩ��ȡ�����
����������������ĩ��ȡ�����
105���ʴ��� �ڱ��γ�ѧϰ�У�����Щ�����漰��Ӧ�����⡣�Է�����˵����Щ��Ӧ�������ڽ������κ������ӹ����γɵ���Ҫԭ��
����鿴��
����𰸣���1��������Ӧ�����⣺��Ҫ��������������ʱ����ں�
����������������1��������Ӧ�����⣺��Ҫ��������������ʱ����ں��ȣ���������ȴ�ٶȲ�ͬ����������ͬһʱ��������������������һ�¶������Ӧ�������������������κ����ƵĻ���ԭ��
��2���������Ա���ʱ���Ƽ��ڲ�Ҳ�����Ӧ������������ȥ����Ӧ������ʧ�����Ƽ�����û��Ӱ�죬ֻ�е��ͼ�����ֲڻ��л��ۡ����ơ��ִ���ӵ�������ʱ����ȱ�ݲ���Ӧ�����У�ʹ��ȱ����չ��������Ƽ����ѡ�
��3������Ӧ�����⣺���ӹ����У��ֲ����Ⱥ���ȴ���±����ṹ�����ϴ���¶Ȳ����ȣ���ɺ��Ӽ�����Ӧ������Ρ�
��4�������ӹ�ʱ��һ���������¶ȵ��µĹ�������Ӧ���������ٶ�Խ�ߣ����������¶�Խ�ߣ��������¶Ȳ�����������������¶�ʱ��ʹ������������ϴ���Ӧ���������ǹ�����������Ա��������Ӧ����ʹ�ù�������ܵ���Ӧ���������ܵ�ѹӦ�����á�
106������ѡ���� ȷ����עλ��ʱ�����������ڲ������������²�����ҪĿ���ǣ���
A.���⽽���㣻
B.�������ƣ�
C.���ڲ���������
D.�����ų�����
����鿴��
����𰸣�A
���������������
107���ʴ��� ��������Ӧ������β�����ԭ��������������ϼ��ٻ���������Ӧ������εĹ��շ�����
����鿴��
����𰸣����ӹ��̵ļ��Ⱥ���ȴ�ܵ���Χ������ľ�����������������
�����������������ӹ��̵ļ��Ⱥ���ȴ�ܵ���Χ������ľ����������������ͺ��������������ܴ�ʱ�����ƽ��Խӣ�������������Ӧ����������Ρ���������С����С��ԽӺ���ʱ���Ȳ�������Ӧ�����ֲ���������Ρ���ȡ�����ĺ���˳��ʹ�����ܹ����ɵ����������첻Ҫ���ܼ�������棬����ҲҪ������С�����컹���ڽϸ��¶�ʱ����������ʹ�����쳤�������������Ӧ�����˻𣻲��÷����η��������öԳƺ��ͷֶε��˺������ö���������ܼ��ٺ��ӱ��Σ����ú�ǰ���Թ̶���װ���ӣ���е�������������������
108������ѡ���� ̼��������������̼��������0.8���ĸ�̼�����̼����ȣ��ɶ��Խϲ��ѡ���ն��¶�ʱ����̼�ֵ��ն��¶�ȴ���ڵ�̼�ֵ��ն��¶ȣ�����Ҫԭ����Ϊ�ˣ�����
A.ʹ��̼�־���ϸ�����ǿ�ȣ�
B.ʹ��̼�ֻ�������ı���������
C.�����̼���ڲ�����״̼���
����鿴��
����𰸣�C
���������������
109������ѡ���� �����������⾶Ϊ��50mm���ھ�Ϊ��25mm����Ϊ2mm�������Ϊ��֤������Բ��ͬ���Ӧѡ�ã�����
A.��ģ��
B.����ģ��
C.����ģ��
����鿴��
����𰸣�C
���������������
110������� ������ĩ���Ʊ������п��ﻹԭ������ⷨ����������е���鷢����ĥ����
����鿴��
����𰸣�������
��������������������
111���ʴ��� ��������Ժ�������Ժ��Ĺ��̣�Ϊʲô����Ժ�Ϊ��̬�µ����ӽ�ͷ��
����鿴��
����𰸣�����Ժ����Ƚ������н�����ѹ��Ȼ��ͨ��ʹ�Ӵ�����¶ȴ�
������������������Ժ����Ƚ������н�����ѹ��Ȼ��ͨ��ʹ�Ӵ�����¶ȴﵽ���������Ա����¶ȣ�950��~1000�棩���Ӵ��������ѹ���²������Ա��κ��ٽᾧ���γɹ�̬���ӽ�ͷ������Ժ�����ͨ�磬��Ӵ�����ʼʱ������Ӵ��������ͨ����γɵĵ����ܶȺܸߣ��Ӵ������˲���ۻ����������γ�Һ̬�����������ϴ��ڵ���������͵������������ʹ�������Ʒɳ����γ����⡣����һ�����ų�������������ʣ���һ����ʹ�öԽӴ����¶�Ѹ�����ߡ����¶ȷֲ��ﵽ���ʵ�״̬������ʩ�Ӷ����������ԽӴ����е�Һ̬����ȫ��������ʹ�����ĸ��½�����Ӵ�����ѹ���²������Ա��κ��ٽᾧ���γɹ�̬���ӽ�ͷ��
112���ʴ��� ��ɰ��������Ƚ����ͳ�������Щ�ص㣿��Щ�����ص������������������ЩӰ�죿
����鿴��
����𰸣��ɽ����Ͳ��ϵĵ�����������������������ص����Һ������
���������������ɽ����Ͳ��ϵĵ�����������������������ص����Һ������ǻ���Ͱ��������ݸ������ͱڡ�
�ͱ���������仯
��1�����ȣ������������������¶����ߣ���������
��2�����ȣ�������ɢ������Χ������ȥϵͳ�����ı仯
��1��Һ�����ͨ���ͱ�ɢʧ���������̡�����
��2�����ͻ�������������¶Ȳ������ͽ�����������ͱ�֮�䣬�γ��˼�϶���γ�������——��϶——������ɢ��ϵͳ
113���ʴ��� �ƶ�ģ��ͼӦ�����ļ������أ�
����鿴��
����𰸣���ģ�棻�ͼ��Ĺ���ӹ����������ϣ������Ƥ��ģ��б��
����������������ģ�棻�ͼ��Ĺ���ӹ����������ϣ������Ƥ��ģ��б�ȣ�Բ�ǰ뾶
114���ʴ��� ʲô�Ǻϳ���֬��ʲô�����ϣ�Ϊʲô�����ܵõ�����㷺��Ӧ�ã�
����鿴��
����𰸣��ϳ���֬������ģ����Ȼ��֬�ijɷ֣����˷��˲����͡�����
���������������ϳ���֬������ģ����Ȼ��֬�ijɷ֣����˷��˲����͡����ܲ������ȱ�㣬�û�ѧ�����˹���ȡ�ĸ�����֬���������Ը߷��Ӿۺ���Ϊ��Ҫ�ɷ֣����ڼӹ�Ϊ��Ʒ��ij�ο��������͵IJ��ϡ����Ͼ��������������ѧ���ܺͻ�ѧ�ȶ����ܣ��Լ������ij��ͼӹ����ܣ��ڼ��Ⱥ�ѹ���£����ò�ͬ�ij��ͷ��������ɽ������Ƴ��κ���״����Ʒ��ͬʱ������ԭ����Դ�㷺���۸���������ԣ��������Ϲ�ҵ��Ѹ�ٷ�չ�����ϵõ�������㷺��Ӧ�á�
115���ʴ��� ʲô�ǡ����ʽ����������ʽ����עϵͳ���ֱ�˵������ȱ���Ӧ�ó��ϣ�
����鿴��
����𰸣����ʽ��עϵͳ����ע
�����������������ʽ��עϵͳ����עϵͳ����������Ϊ�ڽ����Ľ�עϵͳ��������ʽ��
∑Fֱ≥∑F��≥∑F�ڻ�∑Fֱ≤∑F��≥∑F�ڻ�∑F��≥∑F��
�������棺��עϵͳ�ж������С�IJ��֡���
����ʽ��עϵͳ����עϵͳ������������ֱ�����¶˻����������ĺώ���ϣ�����ֱ���������Ľ�עϵͳ������ʽ��∑Fֱ≤∑F��≤∑F�ڡ�
���ʽ��עϵͳ���ص㣺
�ŵ㣺1���ώ�������죬��������ǿ��2������Һ�����٣�3���ṹ�����͡��������㡣
ȱ�㣺1������Һ�����ٶȿ죬���罦��������2���׳廵��ǻ��ɰо��
Ӧ�ã��С�С����������������������ɫ�Ͻ�������������ע�����ּ��ߴ�������
���ö���ȣ�ʪ��С����∑Fֱ��∑F�∑F��=1.15��1.1��1
����������∑Fֱ��∑F�∑F��=1.4��1.2��1
����ʽ��עϵͳ���ص�
�ŵ㣺1������Һ���ٵͣ�����ƽ�ȣ�2�����͡�о�ij��С�����������ᡣ
ȱ�㣺1�����űȽϴ�ʱҺ̬�������Գ�����עϵͳ��������Ԫ���ر��Ǻώ�������Ե��������2������Һ���Ķࡣ
Ӧ�ã�����������ɫ�Ͻ���������������©����ע�����ּ���
���Ͻ��þ�Ͻ�ij��ñ�����∑Fֱ��∑F�∑F��=1��2��4
116���ʴ��� ���쳧������һ����������������⣬��¯������ע�Ħ�30���Ŀ���ǿ��Ϊ205��210MPa������ͼֽ�ó���HT200��Ҫ���û�����ʱ����������ͬ��λȡ��������������������ϱں�Ϊ8mm���Ħ�bΪ200MPa��15mm���Ħ�bΪ196MPa��25mm����bΪ175MPa��30mm���Ħ�bΪ168MPa���ݴˣ��û���Ϊ�����������ϸ������ǣ�1��������ѧ���ܲ�����HT200Ҫ��2����������ǿ�Ȳ����ȡ����ж��û�������Ƿ���ȷ��Ϊʲô��
����鿴��
����𰸣�����ȷ������¯������ע��Φ30���Ŀ���ǿ��Ϊ
������������������ȷ������¯������ע��Φ30���Ŀ���ǿ��Ϊ205��210MPa���Ѵﵽͼֽ��Ҫ���ҷ��Ϲ��Ҷ��������ܵļ��Ҫ���������űں�����ӣ���ȴ�ٶȼ����������ִ���ѧ���ܽ��͡�
117������� �����Զ�����ȣ��ֹ��绡�����е����ڿɺ��ģ���
����鿴��
����𰸣��ռ�λ�ö�
���������������ռ�λ�ö�
118���ʴ��� ��ҵ�Ϲ㷺Ӧ�õļ�ѹ�������ļ��֣����Ǹ��ԵĹ����ص���ʲô��
����鿴��
����𰸣�����ѹ������ѹ���似������졢���ղ��������������
������������������ѹ������ѹ���似������졢���ղ�������������Դ���ص㡣
����ѹ������Ϊֹ����ѹ�����Բ����ƣ���Ҫ�����ڼ�ѹ������Ϊ���ӣ���϶ʱ�������ѹ������ѹ��Ʒ�������ȶ��������һ����ߵȷ��档
������ѹ���÷��������ñ��ν����빤��֮���Ħ������ʵ�ּ�ѹ�ġ�
��Һ��ѹ������ʹ���˸�ѹ���ʣ���Ҫ��������Ԥ�ӹ������ʳ�������й�Ȳ����������˼�ѹ�����ɲ��ʣ������˼�ѹ���ڣ�ʹ��Һ��ѹ��Ӧ���ܵ��˺ܴ�����
119���ʴ��� ������עʽ����עʽ�ͽ���ʽ��עϵͳ����ʲô��ȱ�㣿
����鿴��
����𰸣���עʽ��עϵͳ����������������עʽ��עϵͳ
���壺��������עʱ��λ�ã��ڽ����������������Ľ�עϵͳ��
�ŵ㣺
1���׳�����ǻ���ɱ��⽽����������ȱ�ݣ�
2�������¶ȸߣ��ײ��¶ȵͣ�������ʵ��˳�����̺�ð�ڲ�����һ�㽽��ͨ��ð�ڣ���
3���ṹ�����ͷ��㣻4�����������١�
ȱ�㣺1������Һ�ij�������ɽ�����ˣ������̲�ƽ�ȣ����½��������������������ײ���ɰ�ۡ��䶹�����ȣ�2�����������
Ӧ�ã��ṹ���ں�Ƚ�С���߶Ȳ���������������ܶ�Ҫ��ߵ���С�ͺ��������
��עʽ��עϵͳ��
�ڽ���������������עλ�õײ���ײ�Ľ�עϵͳ��
�ŵ㣺
1������ƽ�ȣ����������2�����͡�о���С������������3�������죬��������ǿ��
ȱ�㣺1��������˳�����̣�2�������鷳���������Ĵ�
3���ײ���������������������������ȱ�ݣ������д�ƽ��ʱ�ײ���ɰ�ۣ�
Ӧ�ã�����������ɫ�Ͻ����ּ��Լ�Ҫ��ߡ���״���ӵ���������
����ʽ��עϵͳ����������עλ�õļ����߶��Ͽ������ڽ����Ľ�עϵͳ��
�ŵ㣺1�����͡�о���С������ƽ�ȣ�2�������ڲ������������ϸ���3���¶ȷֲ����ȣ��ɱ���ֲ����ȡ�
ȱ�㣺1�������ӣ�2���������Ĵ�3���������ѡ�
Ӧ�ã��ߴṹ���ӡ�����Ҫ��ߵ��������ؼ����⣺����“����ע”����
120������� ������¯���ص㣬����Ͻ�������ɷ�Ϊ��������������Ӧ��¯����������¯������
����鿴��
����𰸣�����¯�������绡¯����
������������������¯�������绡¯����
121���ʴ��� �� ��ɰ�����������������ص㡣
����鿴��
����𰸣�ɰ��������Ӧ�Թ㣬��������Դ����������״����С��
��������������ɰ��������Ӧ�Թ㣬��������Դ����������״����С�����ӳ̶ȼ������Ͻ��������ƣ��������̼�����ߴ羫�ȵͼ�����ֲڶȸߣ������ڲ�Ʒ�ʵͣ���������ָ��͡���������ߴ羫�ȸߣ�����ֲڶȵͣ����нϸߵļ�������ָ����������٣��ϴ������á�����������ʵ���Զ����ͻ�е����������Ӧ�Բ�ϴ�������������װ�����ӡ�
122���ʴ��� &n bsp;ʪ��ɰ�Ļ��������ʲô����������Ҫ����Щ��
����鿴��
����𰸣�������ȣ�1����ʵ�ʣ�50%��2��ճ��������6-8����
��������������������ȣ�1����ʵ�ʣ�50%��2��ճ��������6-8����3����ˮ����4.5-6%��
4��ԭɰ��75/150Ŀϸɰ��5��ú�ۺ��������5-8%��С��3-4%��
6����ֺ�����12-16%��7�����ԣ�һ����100���¡�
�����ú�ۡ����͡�����
123������� Ӱ��������ӵ���Ҫ�����У�����������
����鿴��
����𰸣��¶ȡ�ѹ��
���������������¶ȡ�ѹ��
124���ʴ��� ʲô��ɰ�͵Ľ�ʵ�ȣ���ʵ�ȶ�����������ʲôӰ�죿
����鿴��
����𰸣�1.��ʵ�ȣ�ɰ�͵��ܶȡ�
2.��ʵ�ȶ�������
��������������1.��ʵ�ȣ�ɰ�͵��ܶȡ�
2.��ʵ�ȶ�����������Ӱ�죺
1����ʵ�Ȳ��㣺���ճɰ������ֲڣ�ɰ�ͱ��λ��ʹ������ײ������ɡ����ס�
2����ʵ�ȹ�����ɰ�����Բ��ã������ײ�������ȱ�ݣ����Բ�ײ�������ȱ�ݡ�
125������� ��ά��֯�ij��ֻ�ʹ���ϵĻ�е���ܷ������������������������ʱ����ʹ������ܵļ�Ӧ������ά������������Ӧ������ά������
����鿴��
����𰸣��������ԣ���ֱ��ƽ��
���������������������ԣ���ֱ��ƽ��
126���ʴ��� ���ϳ�ù��̷�Ϊ�ļ����Σ����εı����ص���ʲô��
����鿴��
����𰸣���1�����Ա��ν�
��ģѹ���£����ϲ�����
����������������1�����Ա��ν�
��ģѹ���£����ϲ�������ѹ����������������Σ���ģ�ϵİ�����������������϶Խ������������Խ���ء�ͬʱ��ģ������������ϲ������ϵ��²����Լ��밼ģ���ڣ������ϵ���Ӧ��δ�������ϵĵ��Լ��ޡ�
��2�����Ա��ν�
ģ����ѹ�룬�����ڵ�Ӧ���ﵽ��������ʱ���㿪ʼ�������Ա��Ρ���ģ���������ȵ��������Ա��γ̶�������������Ӳ���Ӿ磬��ñ�������������ֱ���пڸ�������IJ���������Ӧ�������ó�������ʱ�����Ա��νν�����
��3�����ѷ����
���γɵ��������ƣ���ģ����ѹ��������Ӧ������������ڲ���չ�������������غ�ʱ�����ϱ����Ϸ��롣
127���ʴ��� ������ģ�������ʲô��ȱ�㣿
����鿴��
����𰸣��ٹ��ͱ�ģ�͵��ŵ㣺a�豸����λС��Ͷ���٣�b��
���������������ٹ��ͱ�ģ�͵��ŵ㣺a�豸����λС��Ͷ���٣�b��С�������ͣ��Ͷ������ã������ʸߣ�����ʵ�ֻ�е�����Զ�����cģ�۸�������ӹ����ף�d�ͼ���ѧ���ܺã�e���������ʸߡ�
��ȱ�㣺�ͼ��ߴ羫�Ȳ��ߣ��ɶ�����״��
128���ʴ��� ʲô��ɰ�ۣ��γ�ԭ����Ҫ����Щ��
����鿴��
����𰸣�ɰ�ۣ������ڲ���������ɰ����ɰ��Ŀ��������г�ɰ��
��������������ɰ�ۣ������ڲ���������ɰ����ɰ��Ŀ��������г�ɰ����ɰ����β����ɰ��̡�Ϳ�Ͻ�̵�ȱ�ݡ�
�γ�ԭ��
1����ǻ�ڵĸ�ɰ�ں���ǰû�д�ɨ�ɾ���
2�����ͺ��ɽ�עϵͳ��ð�ڵ���ɰ����ɰ�飻
3���������͡���о������Ȳ����������������͡����䡢��ɰ��ѹ��ɰ�ͻ�ɰо��
4������ɰ�ͻ�ɰо���ͣ���עϵͳ��Ʋ�����������ע�������������ɰ�ͣ�о�����ѡ��ͣ�о��ɰ���䣬������ɰ����ɰ����β�ͼ�ɰ��̣�������͡�оɰ���������γ�ɰ�ۣ�
5��Ϳ�ϲ�������ɰ�͡�Ϳ�ϲ��ɣ���עʱͿ�����䣬�����Ϳ�Ͻ�̵�ͬʱ���γ�Ϳ�ϼ��ӡ�
129������� �ڴ�����һ�νᾧ�У�ϸ�������ķ�����1�������ȴ�ٶȣ�2������3��������
����鿴��
����𰸣������������������
�������������������������������
130���ʴ��� ʲô��ճɰ��ʲô�ǻ�еճɰ��ʲô�ǻ�ѧճɰ��
����鿴��
����𰸣�ճɰ����һ������ȱ�ݣ�������Ϊ�������ֻ����������ϼг�
��������������ճɰ����һ������ȱ�ݣ�������Ϊ�������ֻ����������ϼг�����ɰ����ճ����һ����������ĺ�ɰ���ʡ���Ϊ��еճɰ�ͻ�ѧճɰ
��еճɰ���ǽ���Һ���뵽��ɰ�Ŀ�϶���γɵĻ�е������һ������ȱ�ݡ�������������ȴ���ɰ���뾶ʱ���γ�ճɰ��
��ѧճɰ�������������Ҫ����������FeO�������Ͳ�������õIJ���Ϊ��ѧճɰ��������-���ͽ�����������������ս����½����γ��������
131������� ���ϳ�ѹ�Ļ��������Ϊ�����ͱ��ι���
����鿴��
����𰸣����빤��
�����������������빤��
132������ѡ���� ����ͨ���ȴ�������������ܵ�������ͷ����ǣ���
A.ɰ�����죻
B.���������죻
C.ѹ�����죻
D.��ѹ����
����鿴��
����𰸣�C
���������������
133���ʴ��� ʲô��ʪ�ͣ���ʲô��ȱ�㣿
����鿴��
����𰸣����ͺ����ɶ�ֱ�ӽ�ע��ɰ�ͽ�ʪ�͡�
�����������������ͺ����ɶ�ֱ�ӽ�ע��ɰ�ͽ�ʪ�͡�
�ŵ㣺
1����Ӧ��ǿ
��1���ʺ��ڸ��ֺϽ����������֡���ɫ�Ͻ�
��2�������ڸ������ͷ������ֹ����͡��������͡��������͡���ѹ���͡�
2������
��1���۸����������Դ�㷺��ճ����100-200Ԫ/�֣���֬��1.3-1.4��Ԫ/�����ϣ�
��2��������豸�����Ʒ��㣬�������ڶ̣�
��3�������ɣ���ʡ��Դ��
3�������Ժã����Է������ʹ�ã�
4����ζ�������������۳��١�������ȾС��
5������ʵ�ֻ�е�����Զ����������ʸߡ�
ȱ�㣺
1����ˮ���ߣ�һ�㣺3.5-5.5%�����������������ײ�������ȱ�ݣ�����ˮ�٣�ʪǿ�ȵͣ���ˮ�࣬�ײ������ף���ɢ�Բ
2��ʪ��Ӳ�ȡ��նȽϵͣ�������ͱڵ��ƶ�ʹ�����ߴ����������ɰ�������ڲ��׳������ס����ɣ�
3����עʱ������ˮ����������ɰ��ǿ�ȴ�ͣ�����ɼ�ɰ����̵�ȱ�ݡ�
4��ʪ̬ǿ�ȵͣ��ײ�����ɰȱ�ݣ�
5�����ú�ճ�����ҷ֡�ú�ֵ����࣬�ͻ�Ƚ��ͣ�
6�������Բ��ߣ����������
7�������ߴ羫�ȵ͡�
134������� �㺸ʱ����Թ���ʩ��ѹ����ͨ��ǰ��ѹ��Ϊ�ˣ������ϵ���ѹ��Ϊ�ˣ�����
����鿴��
����𰸣�ʹ������ͷ���ܽӴ���ʹ��ͷ�������Ա��Σ�ѹ�������½ᾧ
��������������ʹ������ͷ���ܽӴ���ʹ��ͷ�������Ա��Σ�ѹ�������½ᾧ
135���ʴ��� ʲô�����Ա��������е���С�������ɺ����Ա���ǰ���������ļ��裿
����鿴��
����𰸣���С�������ɣ��������������÷������Ա���ʱ�����������
����������������С�������ɣ��������������÷������Ա���ʱ����������ڲ������ڼ��������϶����ƶ�����ô��������������������С�ķ������ƶ�����ͽ���С�������ɡ����Ա���ǰ���������ļ��裺�����Ա���ʱ������ǰ�����������ڱ��κ�������
136���ʴ��� ��ͬ��ѧ�ɷֵĺϽ�Ϊ�������Բ�ͬ��
����鿴��
����𰸣��Ͻ�ɷֲ�ͬ���ᾧ��ʽ��ͬ�������ɷֺϽ�ᾧ���ں�����
���������������Ͻ�ɷֲ�ͬ���ᾧ��ʽ��ͬ�������ɷֺϽ�ᾧ���ں����½��еģ���ʱ��Һ̬�Ͻ�ӱ���������������̣������ѽᾧ�Ĺ�����ڱ���ȽϹ⻬���Խ���Һ��������С��ͬʱ�������ɷֺϽ�������¶���ͣ������˵���Ͻ�Ĺ��ȶȴ��Ƴ��˺Ͻ�����̣�����������á�
���������⣬�����ɷֺϽ�����һ���¶ȷ�Χ�������̵ģ�������Һ���̲��������������ʱ���ᾧ���ڽ�����һ�����ȵ���������ͬʱ���еģ����ڳ�������֦״����ʹ�ѽᾧ������ڱ���ֲڣ����ԣ��Ͻ�������Ա�
137���ʴ��� ʲô�ж�����飿��λ������ɶͶͼ�ͼ��
����鿴��
����𰸣�Ϊ�ͼ����λ���칤����Ҫ��������Ͻ�С�Ŀס���խ��
��������������Ϊ�ͼ����λ���칤����Ҫ��������Ͻ�С�Ŀס���խ�İ�����ֱ�����С�����Ȳ����̨�����ڶ���ĵط������������������ⲿ�ֽ�������������顣
���������������ȷ����ɻ��ƶͼ�ͼ���ͼ�ͼ�ϵĶͼ���״�ô�ʵ����棬Ϊ�˱����˽������״�ͼ��ͺ��ʵ���������ڶͼ�ͼ�����������������״���ͼ��ijߴ�����ע�ڳߴ������棬����ijߴ�����ţ���ע�ڳߴ������档
138������ѡ���� ���ӵ绡���������������¶��ɸߵ��͵�����˳���ǣ�����
A.������������������
B.������������������
C.������������������
D.����������������
����鿴��
����𰸣�B
���������������
139���ʴ��� ʲô�Ǹ��ܸ��ٳ��ͣ�һ����ܸ��ٳ��ͷ��ļ������ͣ�
����鿴��
����𰸣�����ģ������һ��ģ�ͻ�������չ������һ������������
������������������ģ������һ��ģ�ͻ�������չ������һ�����������ӹ��¹��ա�
�����ص㣺
����Ҫ��ȷ����ԭʼ���ϵijߴ�
����Ҫ��ϸ�������ϱ���
��Ϊ��߶ͼ��ijߴ羫�Ⱥͽ��ͱ���ֲڶȣ�Ӧ���������������������ȷ��������������ϱ����γɵ�����Ƥ��
�ܾ���ģ�͵Ķͼ������ںܴ�̶���ȡ���ڶ�ģ�ļӹ����ȡ�
��ģ��ʱҪ�ܺõؽ�������ȴ��ģ��
140���ʴ��� Ӱ������������Ե���������Щ��
����鿴��
����𰸣��������ʵ�Ӱ�죺
��1����ѧ�ɷֵ�Ӱ��.���������������������ʵ�Ӱ�죺
��1����ѧ�ɷֵ�Ӱ��.
2��������֯��Ӱ�죻
�ӹ�������Ӱ�죺
��1�������¶ȵ�Ӱ��
��2�������ٶȵ�Ӱ��
��3��Ӧ��״̬��Ӱ��
141������ѡ���� �����������������ߴ���ͬ�������£����ּ�����С�ں�Ҫ���ڻҿ�����������С�ں���Ҫԭ�������ֵģ�����
A.������
B.�����Բ
C.��ע�¶ȸߣ�
D.����Ӧ����
����鿴��
����𰸣�B
���������������
142���ʴ��� ��ν�������Σ�������ص���ʲô�����ͼ���������������ʱ�����˳����Σ�
����鿴��
����𰸣�������������������涨�����εĶ��칤�������ص�������
��������������������������������涨�����εĶ��칤�������ص�����������˵ȡ�
�������ε��ص㣺�����������ڲ������ѹ�������ܲ����۵�����������죬�����������ơ����������϶�����״�������䣬���������С�����������ӡ�
���ͼ�����������ʱ��һ���������˲�������������ֱ�߲�����ĵط���Ȼ�������������Բ������
143������� ����ҩƤ�ɣ��������������������������Ͻ����ճ������
����鿴��
����𰸣��Ȼ�����������
���������������Ȼ�����������
144������ѡ���� ����ǰ����ʱ�����������Ⱥ��գ���һ�����֣���
A.�ɲ�ȡ�ȴ�����������
B.������
C.���ȿɲ�ȡ�ȴ���������������
����鿴��
����𰸣�C
���������������
145������ѡ���� �����еı�Ҫ����Ҫ�ɷ��ǣ���
A.��֬��
B.�̻�����
C.������
D.��
����鿴��
����𰸣�A
���������������
146���ʴ��� Ϊʲô��ͨ�������ȴ�����Ч��������ī�����ã���ͨ���������õ��ȴ�����������Щ����Ŀ����ʲô��
����鿴��
����𰸣���������֯�дִ�ʯīƬ�Ի�����ƻ����ò��������ȴ�����
����������������������֯�дִ�ʯīƬ�Ի�����ƻ����ò��������ȴ�����������Ľ��������ߵĻ���Ϊ������������Ļ����֯������ͨ��������������壬�Ի���������֯�����ܡ�����ʱЧ��������������Ӧ������ֹ�ӹ�����Σ����������˻��������ڣ�����Ӳ�ȣ����������ӹ����ܡ�
147������� Ӱ���մ����ϳ���������Ҫ�У������ཬ�������ԣ��ཬ���ȶ��ԡ�
����鿴��
����𰸣����ϵĿ�����
�����������������ϵĿ�����
148���ʴ��� ʲô�к��ӣ��ۺ���ѹ����ǥ���Ķ�����ʲô��
����鿴��
����𰸣����ӣ�ͨ�����Ȼ��ѹ���������߲��ã������û�������
�����������������ӣ�ͨ�����Ȼ��ѹ���������߲��ã������û��������ϣ�ʹ�����ﵽ��ϵ�һ�ּӹ�������
�ۺ������ӹ����н����ӽ�ͷ�������ۻ�״̬������ѹ����ɺ��ӵķ�����
ѹ�������ӹ����б���Ժ���ʩ��ѹ�������Ȼ��ȣ���ɺ��ӵķ�����
ǥ�������ñ�ĸ���۵�͵Ľ���������ǥ�ϣ���������ǥ�ϼ��ȵ�����ǥ���۵㵫����ĸ���۵���¶ȣ�����Һ̬ǥ����ʪĸ�ģ�����ͷ��϶������ĸ�����ɢʵ���������ӵķ�����
149���ʴ��� �ý���������ʱ��������ΪʲôҪԤ�ȣ�
����鿴��
����𰸣�Ԥ�����ã�
��1�����⽽���㣬���ȱ����������������Ԥ�����ã�
��1�����⽽���㣬���ȱ��
��2�����������ǿ���ȳ����Ӱ�����������
150���ʴ��� �ļ��ִ�����������ʹ�ɵ�����ģ�ϵ����ܵõ�һ���̶ȵĻָ���
����鿴��
����𰸣���1�����ᣨ���ᣩ������
��2������������
����������������1�����ᣨ���ᣩ������
��2��������������
��3����ⷨ
151������ѡ���� ��������ͬʱ���̵���ҪĿ���ǣ���
A.����Ӧ��
B.��ֹ��ɰ
C.��������
D.��������
����鿴��
����𰸣�A
���������������
152������� �����ֵ���ת���У�����ת��������֯����Ӳ���ɸߵ��͵�˳������֯���ƺͱ�ʾ���ŷֱ��ǣ�����������������
����鿴��
����𰸣�������T��������S�������P
��������������������T��������S�������P
153���ʴ��� ��ν��������������������������ʲô��
����鿴��
����𰸣�ͨ���ڿ���������Ҫ����IJ��ַ��ý�������ʵ�ּ����Ŀ��
��������������ͨ���ڿ���������Ҫ����IJ��ַ��ý�������ʵ�ּ����Ŀ�ġ��������������õĽ������Ϊ������
����������������
����������
1���ӿ������Ƚڲ��ֵ���ȴ�ٶȣ�ʹ��������ͬʱ���̣������ڷ�ֹ�������λ�������ƣ����п��ܼ���ƫ����
2����ð�����ʹ�ã�ʹ�����ֲ�������ȴ���٣�ǿ����������������������
3���ӿ�����ijЩ�����������ȴ�ٶȣ����ڴﵽ�����������Ӳ�Ⱥ���ĥ�ԣ�ϸ��������֯��Ŀ�ġ�
4������������ð�ڻ�ð�ڲ��ײ������IJ�λ���������Լ��ٻ��ֹ�����������ɡ�
�����DZ�֤����������һ�ֹ��մ�ʩ���������÷�Ϊ���ࣺ
һ���Ƿ�ֹ�����������ѵ�������ֳƸ�һ���Ƿ�ֹ�����������ε����
������һ��������ʱ������������һ����������Ӧ���ȴ��������ȥ����
1.�����һ�������ӱڲ��ֵ�1/3�����ã�����ɰ������ں��3-5��ѡȡ����ij������������Ƚڵ������������Ϊ��������������һ�ࡣ
������ĺ�ȱ���������ڱ����������������������̣��߱�һ����ǿ�ȣ���ֹ�������ѵĹ��ܡ�
2.������������U���λ��εĿ�����״ʱ�������������ζ�ʹ������������������������������ֹ������ĺ�ȱ�������ȱ�Щ���Դ��������ּ���һ��أ�������Ϊ�ں��40-60%��
154������� CO2���屣�������ں��ӣ����ͣ������ϣ�Ӧ���õĺ�˿�ֱ��ǣ����ͣ�����
����鿴��
����𰸣��ͺϽ�֣���̼�֣�H08MnSiA��H08Mn2SiA
���������������ͺϽ�֣���̼�֣�H08MnSiA��H08Mn2SiA
155������ѡ���� �������ϵĵ���ģ�����¶ȵ����߶�������
A.������
B.���ͣ�
C.���䡣
����鿴��
����𰸣�B
���������������
156������� �������ɶͼ�ͼ��Ŀ��֮һ�Ǽ������ϵģ����ͣ���.
����鿴��
����𰸣��������ߴ�
���������������������ߴ�
157���ʴ��� ��ʽģ�͵Ķ�ģԲ�ǶԽ����ij����к�Ӱ�죿
����鿴��
����𰸣���ģԲ�ǣ���R��Сʱ�������ʵ�Ҫ��һ���ܴ�ĽǶ�������
����������������ģԲ�ǣ���R��Сʱ�������ʵ�Ҫ��һ���ܴ�ĽǶ���������ڣ������Ľ϶�����������ܲ����۵����жϽ�����ά���ս��¶����߽Ͽ죬ģ�����ױ�ѹ������̫�����ӽ������ĺͻ�е�ӹ�����
158���ʴ��� ʲô�Ǻ��ӣ����ӵĹ�����η��ࣿ
����鿴��
����𰸣����ӵ�ʵ�ʾ���ͨ�����Ȼ��ѹ�������߲��ã�ʹ����������
�����������������ӵ�ʵ�ʾ���ͨ�����Ȼ��ѹ�������߲��ã�ʹ����������������ԭ�Ӵﵽ������룬����ԭ�ӵĽ������ɢ����ò��ɲ��ͷ�Ĺ��շ���������ʵ��ԭ�ӽ�ϻ���;����ͬ�����ӹ��յķ���Ϊ���ۺ���ѹ����ǥ������ճ
159������ѡ���� ����ģ��ʱ��������С����ijһ���ֵĺ�����������������һ���ֵĺ�������ʹ���ϵ����������϶ͼ�Ҫ���ģ�ų�Ϊ����
A.�γ�ģ��
B.����ģ��
C.����ģ��
D.����ģ��
����鿴��
����𰸣�B
���������������
160���ʴ��� ʲô�ǰ��ϵ�������Σ���������ʱ�����ֱ��ε��ص���ʲô��
91EXAM.org
����鿴��
����𰸣���������������ģʹƽ�����ϣ����������ɿ��ڿ��ļ��ij�
����������������������������ģʹƽ�����ϣ����������ɿ��ڿ��ļ��ij�ѹ������������Ƴ�Ͳ�Ρ������Ρ����Ρ����Ρ��μ�����������״�ı��������
�ص㣺������ĵײ�һ�㲻���Σ�ֻ�����������ã���Ȼ������䡣���ֱ����ë���Ļ��β��֣���ë���⾶�밼ģ����ֱ�����һȦ��ת�����ɵģ���Ҫ���������ã����������С����ֱ�����֮��Ĺ���Բ�Dz������������ء�������ķ������֣�������ѹӦ�����ã������������
����ʱ���������ϲ����ܴ����������������ֱ��Խ�������Ͳ��ֱ��ԽС�����γ̶�Խ������γ̶���һ����
161���ʴ��� �ӱ���ȱ�ݷ����������ṹӦע����Щ���⣿
����鿴��
����𰸣�1������Ӧ�к����ıں�2�������ڵ�����Ӧ���ɣ�<
��������������1������Ӧ�к����ıں�2�������ڵ�����Ӧ���ɣ�
3���ṹԲ�ǵ���ƣ�4���ڱں��ӦС����ڣ�
5���ں�Ӧ������ȣ�6������ˮƽ��ƽ�棻
7��������˳�����̣�
8�������ṹӦ�ܷ�ֹ���Ѻͱ��Ρ�
162���ʴ��� ������м��������ԭ�����ԣ��������ӹ���Ӱ��ͶԻ�м���Ŀ��ơ�
����鿴��
����𰸣�ԭ����м��ǰ�����Ħ�������������ϵ��ڲ������ʱ����
��������������ԭ����м��ǰ�����Ħ�������������ϵ��ڲ������ʱ����һ���ֽ�����ճ���������и������γɣ����ԣ�ʱ��ʱ��
ԭ�������ӹ���Ӱ�죺�����ɱ������д��浶�н���������ʹʵ��ǰ�����������Ƚ���죻�ף�ʹ�������Ȳ��ϱ仯��Ӱ��ߴ羫�ȣ������������ı仯����������һЩ��м����Ƭճ���ڹ������Ѽӹ������ϣ�ʹ�����ôֲڡ�
�Ի�м���Ŀ��ƣ��������������ټӹ����Բ��ϡ�
163���ʴ��� �ɽ�������������������������ص㡣
����鿴��
����𰸣���1���������ѹ�����ߣ��߹�����ѹ֮�ͣ�������п��ܳ�
����������������1���������ѹ�����ߣ��߹�����ѹ֮�ͣ�������п��ܳ��ƽ���Һ�������㣬ͨ���ڽ��������ݳ��������ƻ��˽����ļ����������������ǿ��������
��2����Խ����Һʱ���ܵ����������̲���谭�������ڽ����г�Ϊ���ס�
��3���ڽ���ijЩ�ֲ����սǡ����ӣ����������ͨ·������Һ�谭����Χ���ײ������衢�����㡣
164���ʴ��� Ӱ���������ص������غͼ��ٻص����Ĵ�ʩ��ʲô��
����鿴��
����𰸣���1�����ϵĻ�е���ܲ��������������ߣ�����ģ����С����
����������������1�����ϵĻ�е���ܲ��������������ߣ�����ģ����С����������ص���Δα=α-α0����
��2����������뾶r/tֵ��������뾶ԽС��������ֵԽС��
��3�����������Ľ�αֵ���Ľ�αԽ������������r·αԽ�ص�����ֵԽ��������ص���ΔαҲ����
��4�������״��״���ӵ���������������ص���Δα��С��
��5��������ʽУ�������Ļص�������������С����ģ�߽ṹҲ�����еĹ�ϵ��
��ʩ��
��1���Ľ���������ƺͺ���ѡ��
��2��������3��������
��4�����䷨
165���ʴ��� �ۺ�����ұ������ص���ʲô����Ը��ص㣬Ϊ�˱�֤�����������ӹ�����Ӧ�ò�ȡʲô��ʩ��
����鿴��
����𰸣���Ӧ���¶ȸߡ�ұ��Ӧ���ң��۳�С����ȴ�ٶȿ죻ұ����
����������������Ӧ���¶ȸߡ�ұ��Ӧ���ң��۳�С����ȴ�ٶȿ죻ұ�����������γ����ʵ�ȱ�ݡ�����ǰ����������������������ӹ����ж��۳ؽ�������ұ�𱣻��ͻ�е������
166������ѡ���� ���Ժ����õ��㷺Ӧ�õ���Ҫԭ���ǣ�����
A������ǿ�ȸߣ�
B�����쿹���Ժã�
C�����캬�����ͣ�
D�����ӹ����Ժá�
����鿴��
����𰸣�D
���������������
167���ʴ��� Ӱ��������ʯī�����̵���Ҫ������ʲô����ͬ��ѧ�ɷֵ�����������ѧ�����Ƿ���ͬ��
����鿴��
����𰸣�����Ҫ���أ���ѧ�ɷֺ���ȴ�ٶȡ�
����������
������������������Ҫ���أ���ѧ�ɷֺ���ȴ�ٶȡ�
���������Ļ�ѧ�ɷ���ͬʱ�����ıں�ͬ������֯������Ҳ��ͬ���ں�ڴ���ȴ�ٶȽ���������������������ʹִ��ʯīƬ����ѧ���ܽϲ���ڱ��ڴ�����ȴ�ٶȽϿ죬�������Ӳ����İ���֯�������֯��
168������ѡ���� ���������д�ֱ�ڷ���������ھ�Ӧ��б�ȡ������ڵı���Ϊ�ӹ�����ʱ����б�ȳ�Ϊ������
A.��ģб�ȣ�
B.�ṹб�ȣ�
C.��ģб�Ȼ�ṹб�ȡ�
����鿴��
����𰸣�A
���������������
169���ʴ��� �����ھ��ֱ�Ϊ60mm��120mm���߾�Ϊ30mm�Ĵ������ϣ��ֱ�����ֱ��Ϊ60mm��о�������ף�������С�������ɷ�������ʲô���ֵ�Ч����
����鿴��
����𰸣�ֱ��ԽС������Խ���ھ�Ϊ60mm�Ĵ��������ܵ�������
��������������ֱ��ԽС������Խ���ھ�Ϊ60mm�Ĵ��������ܵ��������ϴ������Ч������Բ�Σ����ھ�Ϊ120mm�Ĵ��������ܵ���������С��������ԭ������״���ƣ���Բ��.
170���ʴ��� ʲô�����ѣ�ʲô�����ѣ����Ե�������Σ�
����鿴��
����𰸣����ѣ����������̺���ȴ������״̬ʱ����ֲ�����Ӧ������
�����������������ѣ����������̺���ȴ������״̬ʱ����ֲ�����Ӧ�����ںϽ�ļ���ǿ�ȶ�����Ŀ��ѡ�
��������������������չ���������棬�ʿ��Ⱦ��ȵ�ϸ��ֱ������״���Ͽ��н������������������
���ѣ�������������ĩ�ڻ������ã������д���ǿ�Ⱥ����Զ��ܵ͵�״̬�£�����������̬�����������������ơ�
���������ѶϿ������������������������ھ����������ؾ�����չ���ʴ�ϸ���������۶�����������ߡ�
171���ʴ��� ʲô��������ѹ�������������գ�
����鿴��
����𰸣����ܸ��ٳ�����һ���ڼ���ʱ�����ͷŸ�������ʹ�������ε�
�����������������ܸ��ٳ�����һ���ڼ���ʱ�����ͷŸ�������ʹ�������εij��ͷ�����
���ࣺ
��1�����ø�ѹ����ʹ���������˶����������ܵĸ��ٳ��ͣ�
��2�����û�ҩ��ը������ѧ�ܵı�ը���ͣ�
��3�����õ��ܵĵ�Һ�����Լ����ôų����ĵ�ų��͡�
172���ʴ��� ��ʽģ�͵ķɱ߲�����Щ������ɣ����Ǹ��Ե�������ʲô��
����鿴��
����𰸣��ſ���Ҫ���ã���ֹ������������ʹ��������ģ��ʹ�ɱߺ��
���������������ſ���Ҫ���ã���ֹ������������ʹ��������ģ��ʹ�ɱߺ�ȼ������Ա����г��ֲ���Ҫ���ã����ɶ���Ľ������������������ģ���ϣ�Ӱ���ϡ���ģ��
173���ʴ��� ѹ��ʱ�����ٶȹ�����Ͷ����������������ЩӰ�죿
��Դ:91������ 91eXAm.org
����鿴��
����𰸣������ٶȹ��ߣ�����������ճ�ͺ������ڿ�����
�������������������ٶȹ��ߣ�����������ճ�ͺ������ڿ�����
174������� ���ӱ��εĻ�����ʽ�У������������������Σ����˱��κ�Ť�����Ρ�
����鿴��
����𰸣��������Σ��DZ���
�����������������������DZ���
175���ʴ��� ʵ����������������ѡ��ѹ����ʱ����Ҫ������Щ��������ѡ�������Щ�������к��㣩��
����鿴��
����𰸣������ڷ������ϵ�ͶӰ�����ѹ���������㣻ѹ������ģ����
�������������������ڷ������ϵ�ͶӰ�����ѹ���������㣻ѹ������ģ���ͣ����루�����߶ȣ�
176���ʴ��� ���ֹ��绡����ȣ����Զ����к��ص㣿Ӧ�÷�Χ��Σ�
����鿴��
����𰸣�1����������Ч�ʸߡ���������ٶȿ죬��˿����������
��������������1����������Ч�ʸߡ���������ٶȿ죬��˿������������ʡ�˺��Ӹ���ʱ��
2����ʡ���Ӳ��ϡ����к�����ɲ����¿ڣ�һ�κ��������˺��Ӳ�������
3�����������á����ں����㱣��Ч���ã����ӹ����е�������
4���Ͷ������Ϻá����ķ����������ͻ�е���Ʒ�ʽ�������������Ͷ��������˻����˺�����С���̳���
���IJ���֮���ǣ�ֻ�ʺ���ƽ��λ�á���ֱ����ʹ�ֱ�����죬�����ڱ�������ߺ���ĺ��ӣ����ҶԱ�����Ԥװ��Ҫ��ϸߡ�
177���ʴ��� ʲô�Ƿ�ĩ���죿�����������ŵ���ʲô��
����鿴��
����𰸣���ĩ�����Ƿ�ĩұ����ͷ����Ͷ������ϵ�һ�ֽ����ӹ���
����������������ĩ�����Ƿ�ĩұ����ͷ����Ͷ������ϵ�һ�ֽ����ӹ����������ǽ���ĩԤѹ���ͺ��ڳ������������¯�����ս������������ϼ����������¶Ⱥ�ģ�Ͷ��ɡ�
�ŵ㣺
�ٲ��������ʸߣ��ɴ�90�����ϡ�
�ڻ�е���ܸߡ�
�۶ͼ����ȸߣ������࣬��ʵ���١��������ӹ���
�������ʸߡ�
�ݶ���ѹ��С��
���Լӹ������Բ�IJ��ϡ�
178���ʴ��� ���ϼ�����������ʽ��Ͳ��ʲô�ص㣿
����鿴��
����𰸣��ŵ㣺���ȴӹ�Ҫ��Ƚϸߣ������쾫�Ⱥ�װ��������
���������������ŵ㣺���ȴӹ�Ҫ��Ƚϸߣ������쾫�Ⱥ�װ�������õ���֤��Ҳ���Լ�װ�乤�������ڼ�����ȴϵͳ�����ú�װ�𣬶�����Ͳ���Ⱦ��ȡ�
ȱ�㣺Ҫ���нϸӹ���������������ڱ���ĥ���������
179���ʴ��� �Ͻ�������������ļ����Σ��������ʲôӰ�죿
����鿴��
����𰸣��Ͻ������������Һ̬�����̺�̬��������������Ϊ���
���������������Ͻ������������Һ̬�����̺�̬��������������Ϊ����ļ�С���߳ߴ�ļ�С��
180���ʴ��� ���յ�����ģ�����ܻᷢ����Щ�仯����ɻ���ģ�����ܱ仵��ԭ����ʲô��
����鿴��
����𰸣���ѭ��ʹ��ʱ��ģ�ϵ����ܻ�仵���������ҳ����࣬��
����������������ѭ��ʹ��ʱ��ģ�ϵ����ܻ�仵���������ҳ����࣬�������½���������������ɫ�ɰױ�֣�ԭ��
��1������ģ����Ӳ֬����ʣ�����������Ӧ��
��2��ɰ��Ϳ�ϵ���Ⱦ
��3����ʧ��ģʱ���ȣ�ʯ���ջ�����������
181���ʴ��� ��ģ�����������������ע����ע����ȱ����ʲô�������в���ʲô��ʩ�˷�����������ע����ȱ�㣿��ģ���������л���չ����Щ�µĽ�ע������
����鿴��
����𰸣��ŵ㣺�����Ժá������������ߴ羫�ȸߡ�
ȱ��
���������������ŵ㣺�����Ժá������������ߴ羫�ȸߡ�
ȱ�㣺�����ִ�е���ܵͣ�����������̼��������
���ƴ�ʩ��
��1��ϸ������
��2�����ƽ�ע����Ϊ��ԭ��
182���ʴ��� �����͵��ƻ�ԭ������Щ��
����鿴��
����𰸣���1����Ӧ���ĵ��ӣ�
��2����ƣ��ѹ��������������������1����Ӧ���ĵ��ӣ�
��2����ƣ��ѹ����
��3������������
��4��������ʴ��
��5������Һ��ˢ
��6��������ĥ��
183���ʴ��� Ӱ�������ȵIJ����ʹ�����������ʲô��
����鿴��
����𰸣�Ӱ�������Ȳ����������ǹ��߲��Ϻ���������Ӱ�촫��������
��������������Ӱ�������Ȳ����������ǹ��߲��Ϻ���������Ӱ�촫���������ǹ����͵��߲��ϵĵ���ϵ���Լ����������ı仯
184���ʴ��� �Ӽ����칤�չ��̵ĽǶ��������ṹӦע����Щ���⣿
����鿴��
����𰸣�1�������ṹӦ������ģ�����ա���ʡ���ͺ���ģ��ʱ��
��������������1�������ṹӦ������ģ�����ա���ʡ���ͺ���ģ��ʱ��2��Ӧ���١������棬��������ƽֱ�����棻3������ɰо�������������ú�����ɰо��4��ȡ������Ҫ��Բ�ǣ�5��������ɰо�Ĺ̶���������6�������������÷������죬��С�������������졣
185���ʴ��� ��ˮ��������ͨʯӢɰ������ģ������Ϳ�ʱ���������������ϲ��ԭ����ʲô��
����鿴��
����𰸣�Na2O·2SiO2���������۵�793��
��������������Na2O·2SiO2���������۵�793��ʱ����Һ�࣬��ʹ�Ϳ��������Σ���ˣ�ˮ������ճ������Ϳ����������ߴ羫�ȡ�������ȶ��ϲ�
186���ʴ��� ʲô������������������ͨ�������к�������λ������������
����鿴��
����𰸣��پ�����������Ļ�������Ϊ����������
������
���������������پ�����������Ļ�������Ϊ����������
������������ǿ�ȡ�Ӳ��������ߣ���ȴ�ٶȶ�����֯�����ܵ�Ӱ��С����������Ϻ���������ܽϾ��ȣ����������ԡ�������Ȼ�ܵ͡�
��ԭ�������������൱�ڰڻ������֯�ĵ�̼���躬���ĸ�����Һ��Ȼ������Һ�г�������ϸ״���ĩ״��������������������Һ���γɴ�����ɢ��ʯī�ᾧ���ģ�ʹʯī����Ȼ��ǿ���Ӷ��õ�ϸ�����������ͷֲ����ȵ�ϸƬ״ʯī��֯��
187���ʴ��� ��̼�ֺ�����Ӱ�������γɼ���Ժ��ӽ�ͷ��Ӱ�죨��֯������������
����鿴��
����𰸣��γɣ��ڵ绡�ȵ������£��������ദ�ڹ�̬��ĸ�ı����ȣ�
���������������γɣ��ڵ绡�ȵ������£��������ദ�ڹ�̬��ĸ�ı����ȣ���������¶ȵ��������¶�֮�䣬���¶ȵIJ�ͬ�����Ϊ�����������������������������ʹĸ�ķ�����֯�����ܱ仯���Ӷ��γɵ�̼�ֺ�����Ӱ������
�Ժ��ӽ�ͷ��Ӱ�죺
1�����������ڹ�������ĸ����֯ת��Ϊ�����壬�������ڸ����¼��糤����ȴ���γɹ��ȴ־���֯��ʹ���ӽ�ͷ�����Ժ������½���
2������������ӽᾧ���ҵõ�ϸ����ʹ���ӽ�ͷ����ѧ���ܵõ���ߣ�
3���������������䲻����ʹ��ȴ��ľ�����С���ȣ��Խ�ͷ��ѧ���ܲ�������Ӱ�졣
188���ʴ��� ʲô�ǽ������Լӹ������е��ȱ��Σ�������ص���ʲô��
����鿴��
����𰸣��ȱ��Σ��ȱ����¶����ٽᾧ�¶�����ʱ�����β����ļӹ�Ӳ
���������������ȱ��Σ��ȱ����¶����ٽᾧ�¶�����ʱ�����β����ļӹ�Ӳ�����漴�������ٽᾧ�����������κ���������ٽᾧ�ĵ��ᾧ��֯�����κμӹ�Ӳ���ۼ���
�ȱ����ص㣺
�ٱ��ο���С
�ڱ��γ̶ȴɼӹ��ߴ�ϴ����״���ӵĹ���
�ۻ�þ��и�е���ܵ��ٽᾧ��֯
�ܱ�������������Ƥ���ߴ羫�Ⱥͱ��������ϵ͡�
���Ͷ�������
189���ʴ��� Ӱ�����������������ʱҺѨ��С����������Щ��ҺѨ̫��������������������������ʲôӰ�죿
����鿴��
����𰸣�ҺѨ��С��Ӱ�����أ������γ����ٶ�Խ��ҺѨҲԽ������
��������������ҺѨ��С��Ӱ�����أ������γ����ٶ�Խ��ҺѨҲԽ�����������²���ɢ������Խ�ҺѨҲԽ����̫����ҺѨ��ʹ�������IJ�λ�γ����ף�©��
190���ʴ��� ʲô��Һ̬�Ͻ�ij����������Ͻ��������ȡ������Щ���أ��Ͻ�������Բ��ö����������к�Ӱ�죿Ϊʲô���ֵ������Ա������
����鿴��
����𰸣�1���Ͻ�ij���������Һ̬����������͵�������
��������������1���Ͻ�ij���������Һ̬����������͵�������
2���Ͻ��������ȡ������Щ���أ���ѧ�ɷֺͽ�ע������
3���Ͻ�������Բ��ö����������к�Ӱ�죺���������ͽ����㣻
4��Ϊʲô���ֵ������Ա���������ֵĽᾧ�¶ȸߣ��ᾧ�¶ȷ�Χ��
191���ʴ��� ���������ͺ�ȶ�������ȴ�ٶȵ�Ӱ�죿
����鿴��
����𰸣����ڽ��������Ⱥ͵����������������λ3
�����������������ڽ��������Ⱥ͵����������������λ3�ܴ�x3������Ϊ�������������Ӵ����������������ͱ���Ѹ�ٴӼ�϶���մ����������Ӷ��������������ȴ�ٶȡ���������һ��ֵʱ����������ȴ�ٶȱ仯��������Ҫ�������͵��ȴ������ܾ������ͱ����빤�������Զ�ĵط��¶Ȳ�������̫�ߣ��ô��Ľ����ͱ�Ҳ�����������á�
192���ʴ��� ʲô������벻����������ص���Σ�
����鿴��
����𰸣����Զ������绡�ں�
�����������������Զ������绡�ں�������ȼ���Խ��к��ӵķ�����
�ص㣺1�������Բ��ýϴ�ĺ��ӵ���������Ч�ʸߡ�2������Ч���ã����������ߡ�3���Ͷ������á�4������������״�����ѻ��γɱ�����������ˣ���Ҫ������ˮƽλ�ú��캸�ӡ����ɲ��������еװ�ã���֤�����ѷ��ں����������£��Ӷ�ʵ�����Ẹ�������������������ô��Ժ������Ẹ��������
5���������ijɷ���Ҫ��MnO��SiO2�Ƚ������ǽ����������绡��һ���������������������ѵ�������ǿ�Ľ�������Ͻ�
6��ֻ���ڳ�����ĺ��ӡ����ڻ�������Բ�����豸Ҳ���ֻ������ӣ��̺�����ʾ��������Ч�ʸߵ��ص㡣
7�����绡�ĵ糡ǿ�Ƚϴ���С��100Aʱ���绡���ȶ��Բ��ã���˲��ʺϺ��Ӻ��С��1mm�ı��塣
�ۻ���벻������ú�˿���缫��������������������½��е绡���ӡ�
�ص㣺1�����нϿ��ĵ������ڷ�Χ��
��2��������ʵ��ȫλ�ú��ӡ���3�������ڿ��ƺ���������
193���ʴ��� ʲô�ǵ㺸�ķ������ۺ�ƫ�ƣ��������ٺͷ�ֹ��������
����鿴��
����𰸣��ٷ��������Ѻ����γɵ���ͨ�����ں���һ��ʱ�����ӵ���һ
���������������ٷ��������Ѻ����γɵ���ͨ�����ں���һ��ʱ�����ӵ���һ���ֽ����Ѻ���������ʹ�ú���������ٵ�����
���ۺ�ƫ�ƣ��ں��Ӳ�ͬ��Ȼ�ͬ���ʵIJ���ʱ��������ԺõIJ��������٣�ɢ�ȿ�������ۺ�ƫ������Ȳ�IJ��ϵ�����
�۷������Բ�ͬ�IJ��ʺͰ��IJ���Ӧ���㲻ͬ����С����Ҫ�ɲ�������缫���յ�Ƭ�Ĵ�ʩ����ֹ�ۺ�ƫ�ơ�
194������� ����ʱ������Ҫ�Ա����������м��ȡ��ۻ������ȵ�Ŀ���ǣ�����ѹ�������ȵ�Ŀ���ǣ�����ǥ�����ȵ�Ŀ���ǣ�����
����鿴��
����𰸣��γ��۳أ�����ͷ�������ȵ�������״̬���ۻ�ǥ��
���������������γ��۳أ�����ͷ�������ȵ�������״̬���ۻ�ǥ��
195���ʴ��� ��ģ�����еġ�ģ����ʲô�����Ƴɣ���ģ�����ж�ģ���к�Ҫ��ͨ��ʹ�õ�ģ�Ϸ�Ϊ�ļ��ࣿ���кλ����ص㣿
����鿴��
����𰸣���ģ�����е�“ģ”��&ldqu
����������������ģ�����е�“ģ”��“��”�Ƴɵġ���ģ���ϵ����ܲ���Ӧ��֤������Ƶóߴ羫ȷ�ͱ�����ȸߡ�ǿ�Ⱥá����������ģ������ӦΪ�Ϳǵ�����ͻ�����õ�������������������ģ�ϵ�����Ӧ����������Ҫ��
��1�����۵�Ҫ���У�ͨ��ϣ��60-100��
��2����Ҫ��ģ�������õ������Ժͳ�����
��3����һ����ǿ�ȣ�����Ӳ�Ⱥ����ԣ���ֹ������ʧ��
��4�����ߵ�������
��5����С���ȶ�������ϵ������֤�Ƶõ���ģ�ߴ羫ȷ��
��6�������ͻ�Ϳ���нϺõ���ʪ�ԣ���ʹͿ�������õ�Ϳ���ԣ�������ģ�Ϻ��ͻ�Ϳ�ϲ�Ӧ����ѧ���á�
��7��������������ǿ�ȸߣ�����С���ҷ��٣������Ժã��۸���ˣ���Դ��ʵ������������ͨ��ʹ�õ�ģ�������¼��ࣺ
��1��������ģ�ϡ��ص㣺ǿ�ȸߡ����Ժá��۵����У��������ԡ���ʪ�ԡ�����ϵ����
��2���������ģ�ϡ��ص㣺����ʯ���ܺû��ܡ�������ߡ������ʵͣ����ȴ������Բ�
��3��������ģ�ϡ���۱���ϩģ�ϡ����нϸߵ�ǿ�ȣ����ȶ��Ժã�����С���ҳ��٣��۱���ϩ��ģ���ո��ӣ������������ڼ���״���ӵ���ģ������ģ�ı�����Ȳ
196���ʴ��� �������ʱ������ȱ����ʲô���ֱ��ȡʲô��ʩ���Խ����
����鿴��
����𰸣�����ȱ�ݣ������������ʩ������D�D��ѹ��Ȧ
������������������ȱ�ݣ������������ʩ������D�D��ѹ��Ȧ
�����D�D��ģ��ļ�϶Ҫ���ʣ���ģ���Բ��Ҫ���ʣ�ѡ�ú���������ϵ����
197���ʴ��� ��νͬ���쾧ת�䣬������ͬ�¶��µľ���仯��Σ�
����鿴��
����𰸣�ͬ���쾧ת�䣺�����ڹ�̬�£����¶ȵĸı���һ�־���ת��
��������������ͬ���쾧ת�䣺�����ڹ�̬�£����¶ȵĸı���һ�־���ת��Ϊ��һ�־���������Ϊͬ���쾧ת�䡣������1538��C�ᾧΪσ-Fe�����������ṹ���¶Ƚ���1394��Cʱ��σ-Feת��Ϊγ-Fe�����������ṹ������912��Cʱ��γ-Feת��Ϊα-Fe��Ϊ���������ṹ
198���ʴ��� ��ν���Ƴ��ͣ����ư��¶ȷ�Ϊ�ļ��ࣿ������������������˶���ϵ����Ϊ�ļ��ࣿ
����鿴��
����𰸣�����Ҳ��ѹ�ӣ�����ָ��������ͨ��ת��������ķ�϶������
������������������Ҳ��ѹ�ӣ�����ָ��������ͨ��ת��������ķ�϶������ѹ�����Σ����ڳ��ȷ��������Ĺ��̡�
�������¶Ȳ�ͬ�ɷ�Ϊ����������
������������������˶���ϵ��ͬ�������ڱ������ڱ����ص㲻ͬ�ɰ����Ʒ�Ϊ������б���ͺ������֡�
199���ʴ��� ��ν�������Ա��μ��ġ���ά��֯�������С���ά��֯���Ľ����к����ԣ���ν����ά��֯������ԭ��
����鿴��
����𰸣���ά��֯��������ѹ���ӹ��в������Ա���ʱ����������ľ�
����������������ά��֯��������ѹ���ӹ��в������Ա���ʱ����������ľ�����״���ؾ���ֲ���������״ �������˱��Σ����ǽ����ű��εķ�������������ά��״��������֯����ά��֯���ԣ�������ά��֯�Ľ�����������Ļ�е���ܲ�ͬ��˳����ά����Ļ�е���ܱȴ�ֱ��ά����ĺá�����ԭ��ʹ��ά�ֲ����������������϶������жϣ�ʹ������������Ӧ������ά����һ�£������Ӧ������ά����ֱ��
200������� ��ά��֯ʹ�����������Ͼ����ˣ�����
����鿴��
����𰸣�������
��������������������
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
����Ͽ�ѧ�����
�ֻ��û��������Ϸ���ά�����ֻ��У�����ɨһɨ�����Ͻ�ѡ�����ѡȡ��ά�������ɡ�
����Կ�������
��ɨ�·���ά�����ɴ�����������桶
���Ͽ�ѧ�����ϳ�����ѧ����⣬
�������ִ𰸽����Ű桢С���巽���ӡ���ǣ�������Ա����ʵս���飬�˷�������ͨ���ʴ����ߣ������������Թ��ص������������ֻ��û���
�����Ϸ���ά�����ֻ��У���
��ɨһɨ�����Ͻ�ѡ��
���ѡȡ��ά�������ɡ�




